
真空压注炉.pdf

雨巷****珺琦

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
真空压注炉.pdf
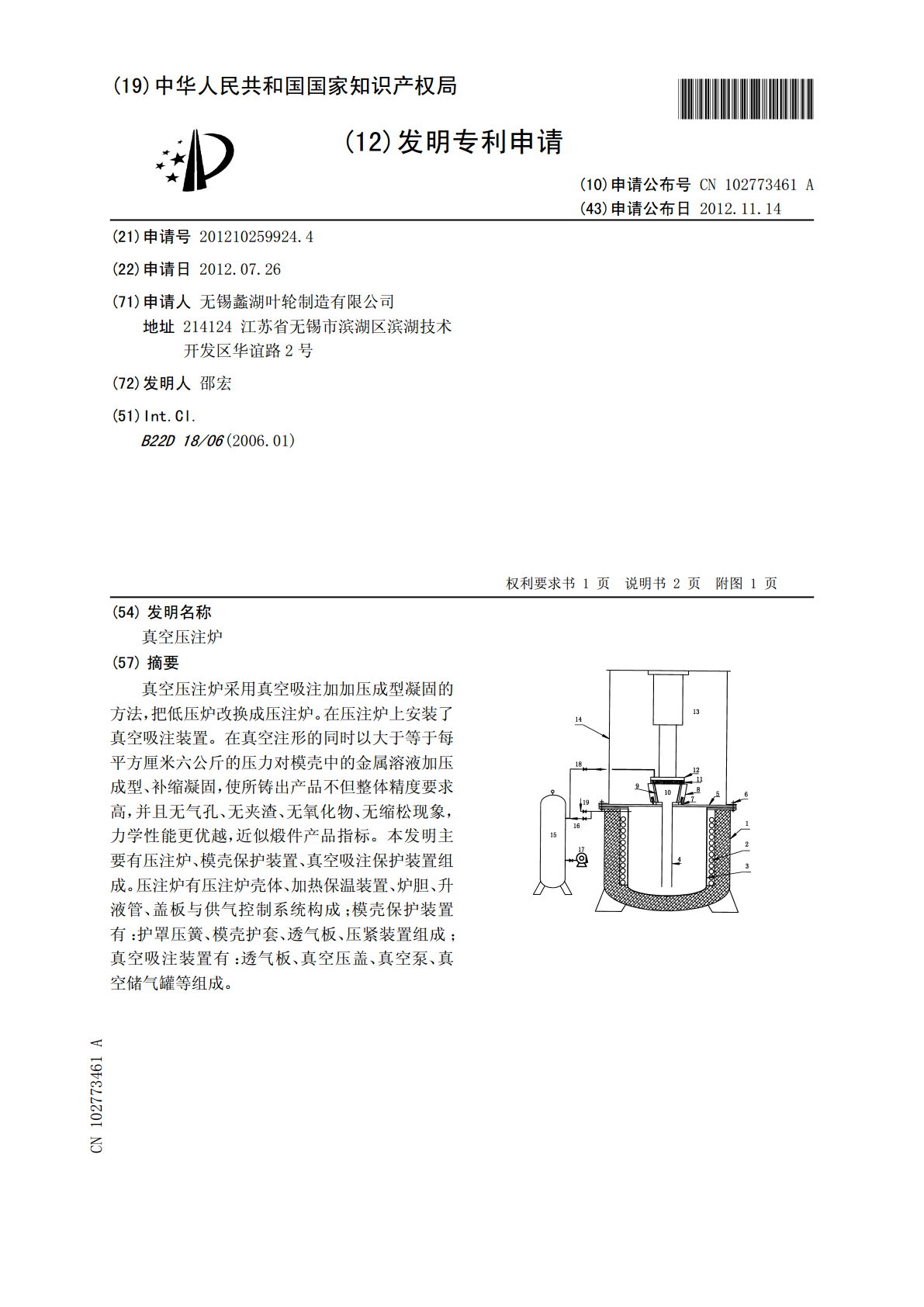
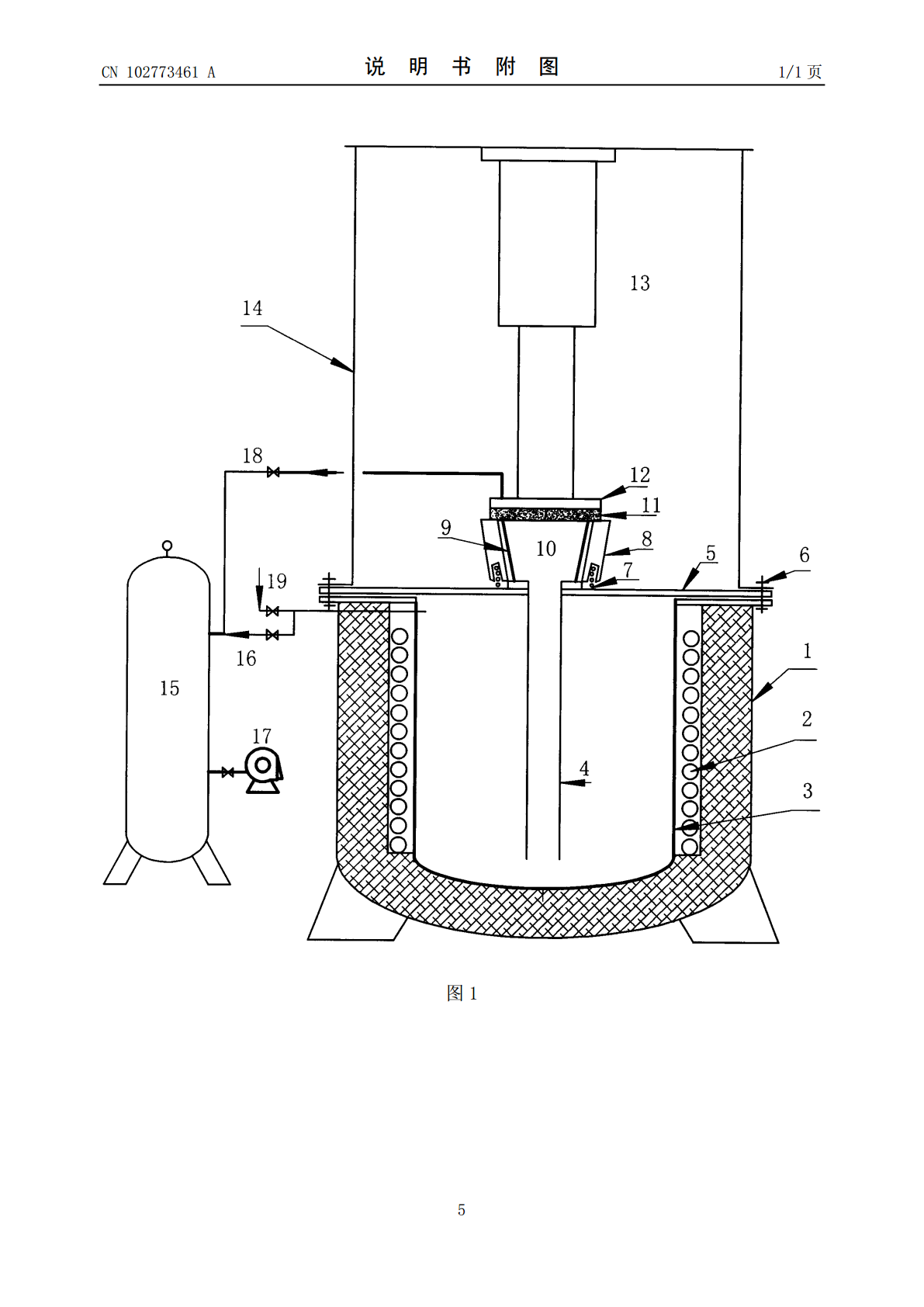
真空压注炉采用真空吸注加加压成型凝固的方法,把低压炉改换成压注炉。在压注炉上安装了真空吸注装置。在真空注形的同时以大于等于每平方厘米六公斤的压力对模壳中的金属溶液加压成型、补缩凝固,使所铸出产品不但整体精度要求高,并且无气孔、无夹渣、无氧化物、无缩松现象,力学性能更优越,近似煅件产品指标。本发明主要有压注炉、模壳保护装置、真空吸注保护装置组成。压注炉有压注炉壳体、加热保温装置、炉胆、升液管、盖板与供气控制系统构成;模壳保护装置有:护罩压簧、模壳护套、透气板、压紧装置组成;真空吸注装置有:透气板、真空压盖、
交替式真空连注炉.pdf
交替式真空连注炉的发明充分提高了真空室有效容积的利用率、对节能减排起到了较好的作用。交替式真空连注炉的熔炼炉前下方安置了电动闸阀,把真空熔炼室与模壳箱隔开,真空熔炼室只设计安全容积,有利于节能增效;电动闸阀上中央安置了定位咀;模壳箱放置在真空室外的输送道轨上,电动闸阀下方的道轨下安装了顶箱气缸,顶箱气缸把输送道轨上的模壳箱顶起,使模壳箱与电动闸阀体下端密封成密封室,开启电动闸阀后模壳箱与熔炼室相通成真空室,满足真空浇注;关闭电动闸阀、模壳箱破真空后复位,输入下一模壳连续浇注。定位咀起到不同液位的金属液都能
一种真空加热炉及自动真空熔压系统.pdf
本发明公开了一种真空加热炉及自动真空熔压系统,该真空加热炉包括:炉体,顶部设有可供工件取放的开口;炉盖,可打开或者封闭开口;压杆,压杆一端位于炉盖上方,另一端穿过炉盖并可伸入至炉体内,压杆滑动限位在炉盖上;在炉盖处于关闭状态时,压杆可在外部压力的作用下下压工件;在炉盖打开过程中,压杆可随炉盖一同运动。本发明中的真空加热炉通过将压杆滑动限位在炉盖上,能够实现对压杆和炉盖的一同抓取,实现对真空加热炉的快速开盖和合盖,能够减少开合盖和取放工件时的操作步骤,方便快捷;当炉盖处于关闭状态时,压杆可在外部压力的作用下
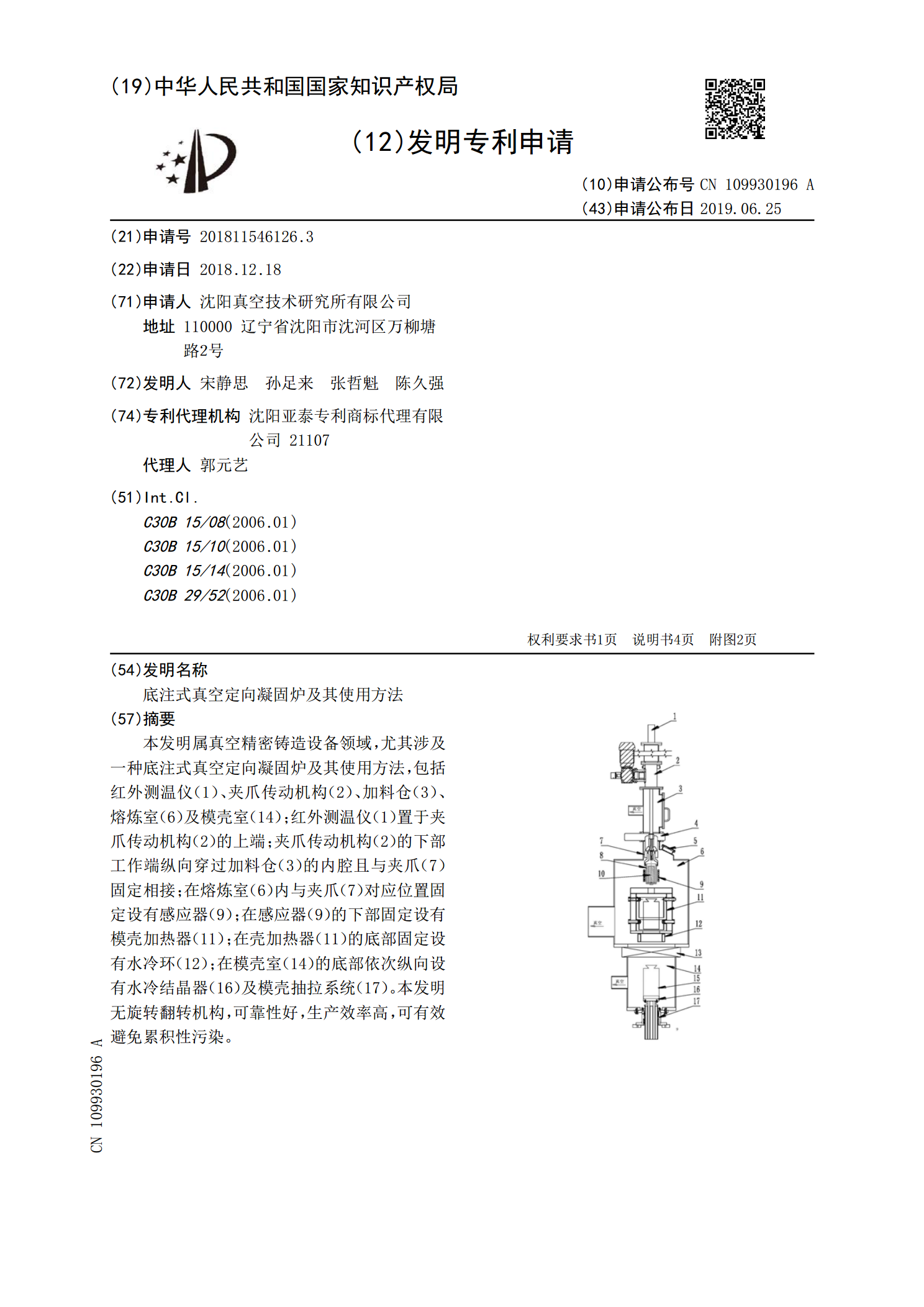
底注式真空定向凝固炉及其使用方法.pdf
本发明属真空精密铸造设备领域,尤其涉及一种底注式真空定向凝固炉及其使用方法,包括红外测温仪(1)、夹爪传动机构(2)、加料仓(3)、熔炼室(6)及模壳室(14);红外测温仪(1)置于夹爪传动机构(2)的上端;夹爪传动机构(2)的下部工作端纵向穿过加料仓(3)的内腔且与夹爪(7)固定相接;在熔炼室(6)内与夹爪(7)对应位置固定设有感应器(9);在感应器(9)的下部固定设有模壳加热器(11);在壳加热器(11)的底部固定设有水冷环(12);在模壳室(14)的底部依次纵向设有水冷结晶器(16)及模壳抽拉系统(
负压注液减少真空冷却肉制品质量损失.pdf
一种食品加工方法,可以有效地减少真空冷却引起的肉制品质量损失。其方法是:将肉制品真空冷却至30℃~15℃;借助真空冷却室负压,将灭菌后的煮制肉品的汤汁注入,汤汁量为肉制品质量的5.00%~11.00%,注入时间为10秒~50秒,汤汁通过莲蓬均匀喷洒到肉制品表面,保持汤汁注入过程、通道不被细菌污染;继续冷却肉制品至20℃~10℃。