
用于电缆聚氨酯弹性体护套的印字方法.pdf

是你****嘉嘉

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
用于电缆聚氨酯弹性体护套的印字方法.pdf
本发明涉及一种用于电缆聚氨酯弹性体护套的印字方法。具体步骤如下:⑴电缆挤出护套后进行风干处理;⑵电缆进入烤炉进行预加热;⑶选取印字轮装在印字机上;⑷按重量比1:20的比例搅拌环己酮溶液和油墨备用;⑸调整刮墨片与印字轮呈45o夹角时位置最佳;⑹印字机前后导轮与印字压轮应保持在一条直线上;⑺调整好印字压轮的压力后就可以开始印字;⑻加墨;有益效果是:采用本方法在电缆聚氨酯护套表面印出的字体颜色鲜亮、字体清晰,不会出现重影等问题,还有字体持续时间长,有很好的耐擦性。
一种用于电缆护套印字的印字轮装置.pdf
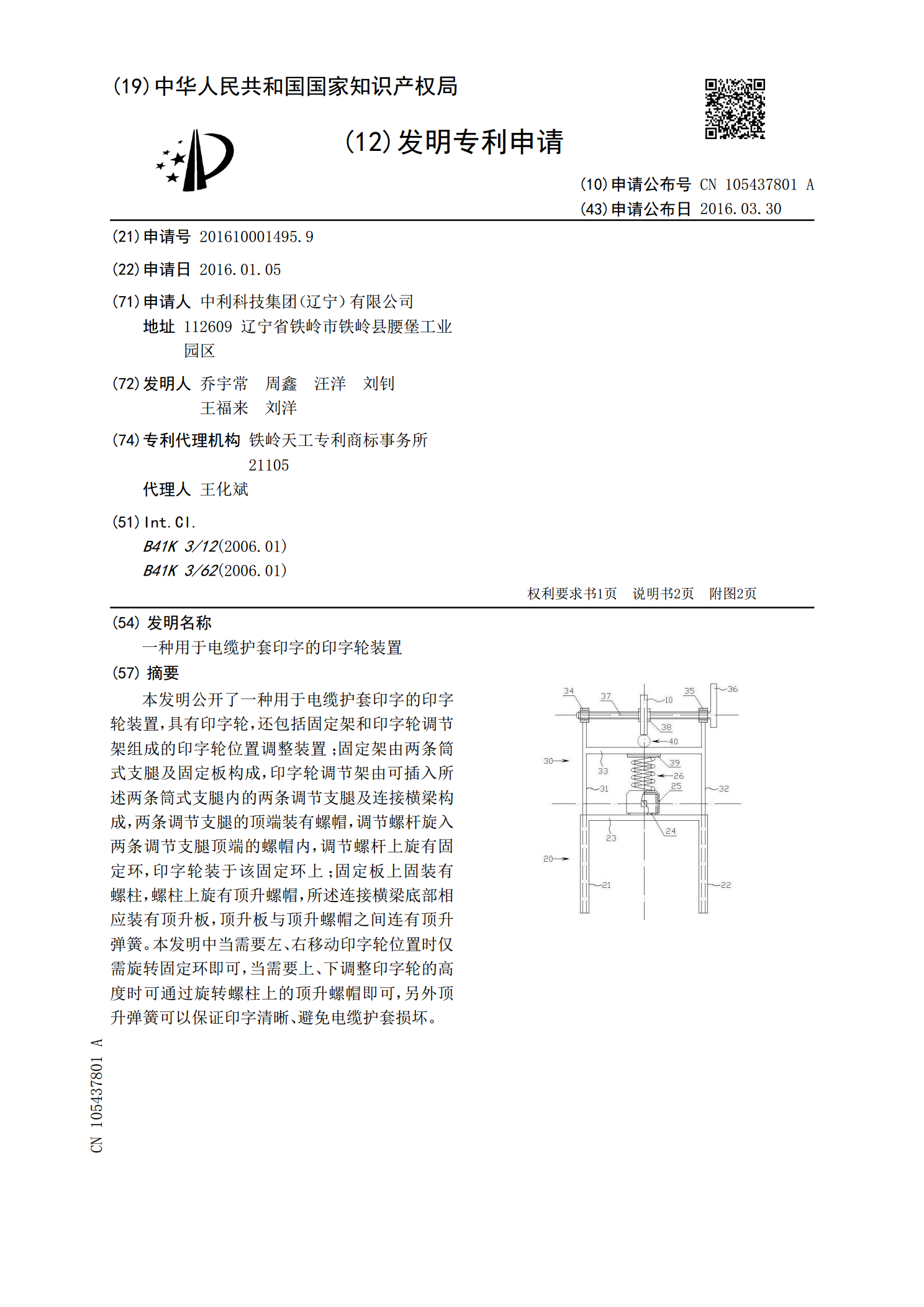
本发明公开了一种用于电缆护套印字的印字轮装置,具有印字轮,还包括固定架和印字轮调节架组成的印字轮位置调整装置;固定架由两条筒式支腿及固定板构成,印字轮调节架由可插入所述两条筒式支腿内的两条调节支腿及连接横梁构成,两条调节支腿的顶端装有螺帽,调节螺杆旋入两条调节支腿顶端的螺帽内,调节螺杆上旋有固定环,印字轮装于该固定环上;固定板上固装有螺柱,螺柱上旋有顶升螺帽,所述连接横梁底部相应装有顶升板,顶升板与顶升螺帽之间连有顶升弹簧。本发明中当需要左、右移动印字轮位置时仅需旋转固定环即可,当需要上、下调整印字轮的高

具有氟塑料外护套的电缆表面印字的方法.pdf
一种具有氟塑料外护套的电缆表面印字的方法,包括电缆在包覆氟塑料外护套挤出后的水冷却定型、表面干燥、采用印字轮在氟塑料外护套表面印字,水冷却定型时采用加热装置将水温在0.2MPa压力下保持在130℃左右,在对氟塑料外护套表面干燥后对其表面进行处理,用一个等离子火焰喷射器将空气电离而产生高浓度的等离子源,通过压缩空气将等离子喷出对氟塑料外护套表面进行处理,使表面变得粗糙,再用弧形印字轮在氟塑料外护套表面印字,然后用另一个等离子火焰喷射器将印字烘干。采用本发明在具有氟塑料外护套的电缆表面印字可以明显提高印字的粘
一种电缆护套热压印字装置.pdf
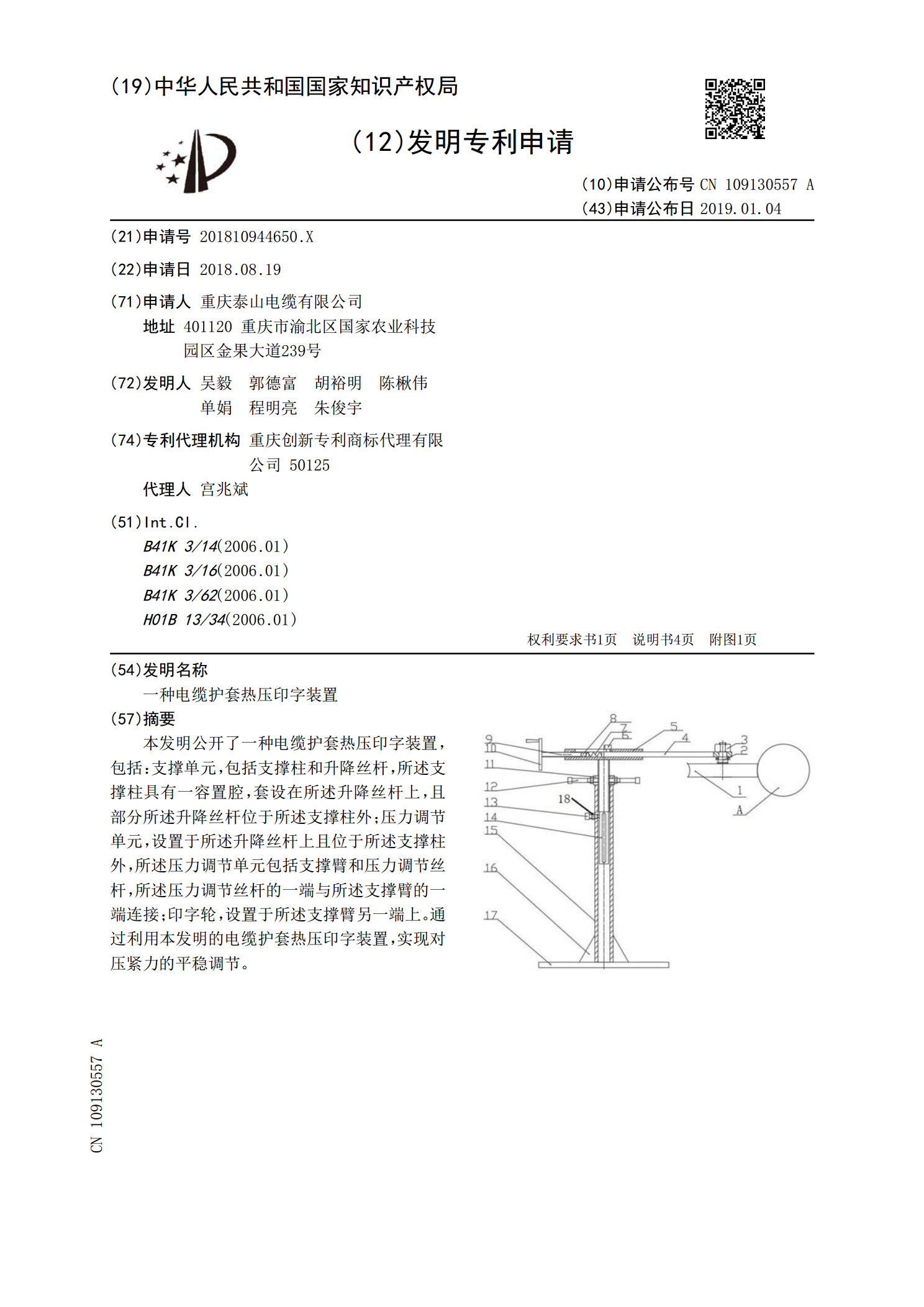
本发明公开了一种电缆护套热压印字装置,包括:支撑单元,包括支撑柱和升降丝杆,所述支撑柱具有一容置腔,套设在所述升降丝杆上,且部分所述升降丝杆位于所述支撑柱外;压力调节单元,设置于所述升降丝杆上且位于所述支撑柱外,所述压力调节单元包括支撑臂和压力调节丝杆,所述压力调节丝杆的一端与所述支撑臂的一端连接;印字轮,设置于所述支撑臂另一端上。通过利用本发明的电缆护套热压印字装置,实现对压紧力的平稳调节。
一种电缆外护套双侧印字设备.pdf
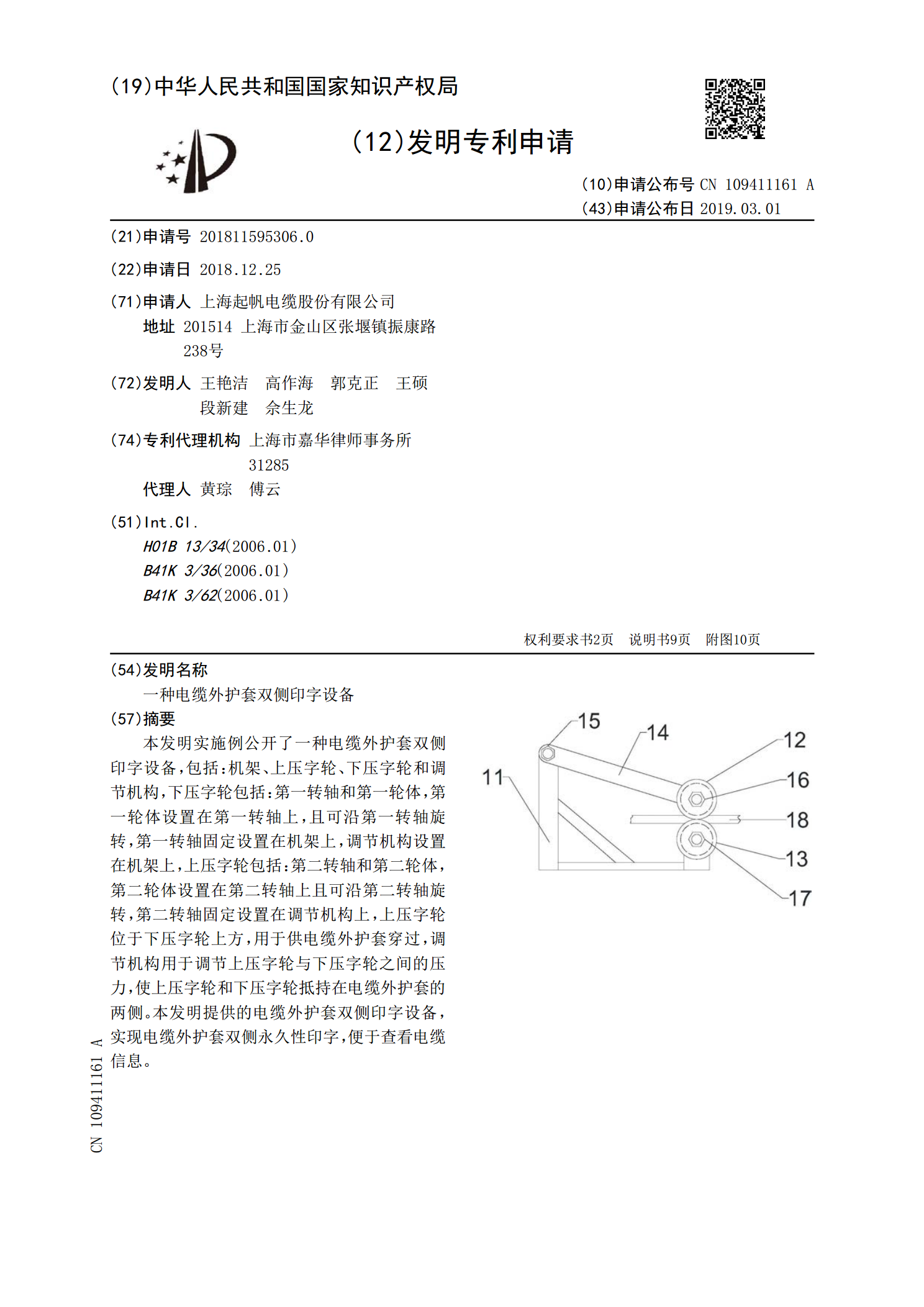
本发明实施例公开了一种电缆外护套双侧印字设备,包括:机架、上压字轮、下压字轮和调节机构,下压字轮包括:第一转轴和第一轮体,第一轮体设置在第一转轴上,且可沿第一转轴旋转,第一转轴固定设置在机架上,调节机构设置在机架上,上压字轮包括:第二转轴和第二轮体,第二轮体设置在第二转轴上且可沿第二转轴旋转,第二转轴固定设置在调节机构上,上压字轮位于下压字轮上方,用于供电缆外护套穿过,调节机构用于调节上压字轮与下压字轮之间的压力,使上压字轮和下压字轮抵持在电缆外护套的两侧。本发明提供的电缆外护套双侧印字设备,实现电缆外护