
一种微通道换热器及焊接工艺.pdf

是你****盟主

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种微通道换热器及焊接工艺.pdf
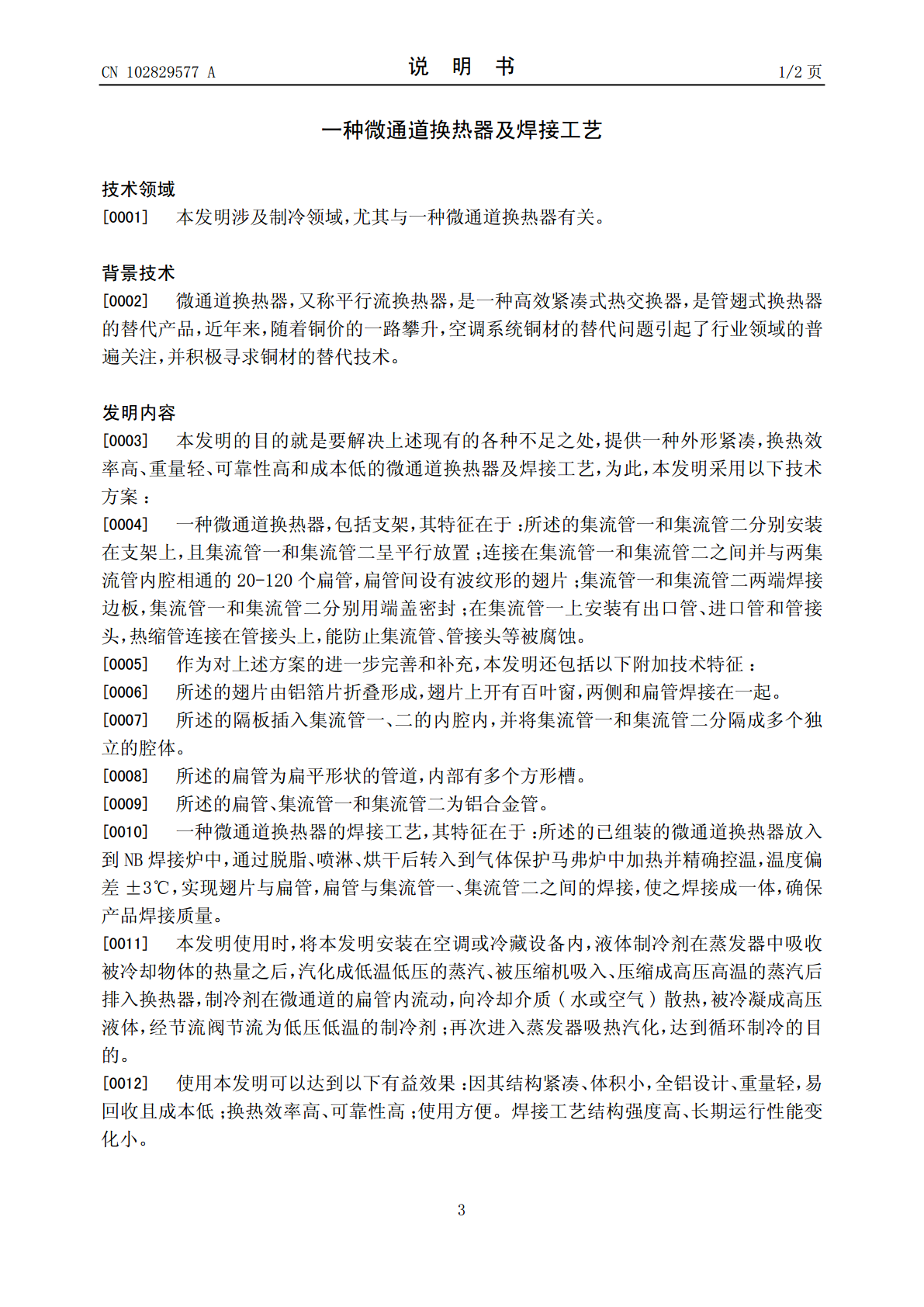
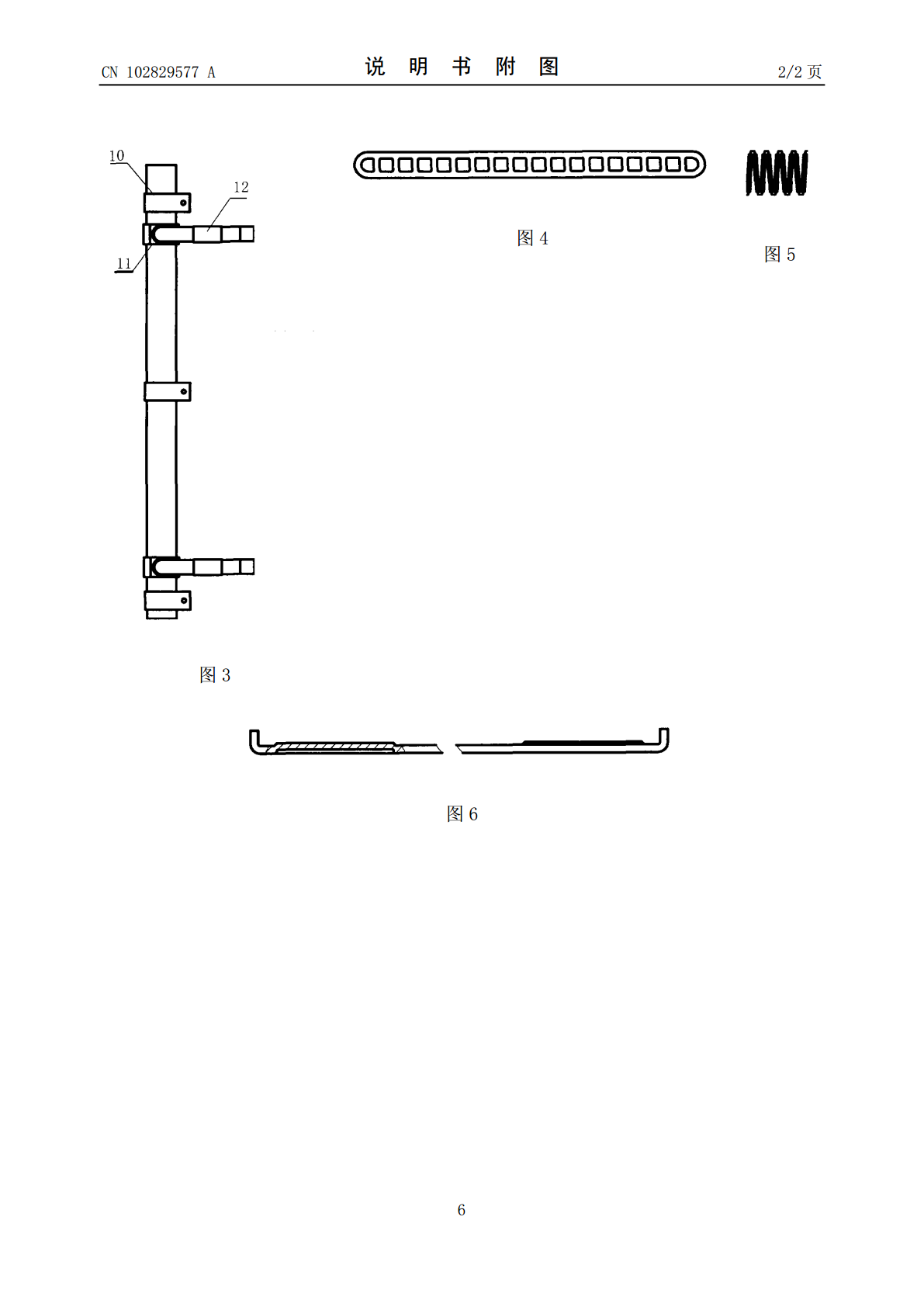
本发明涉及制冷领域。本发明为一种微通道换热器及焊接工艺,所述的集流管一、二安装在支架上,连接在集流管一、二间的20-120个扁管,扁管间设有波纹形的翅片;集流管一、二两端焊接边板,集流管一、二分别用端盖密封;在集流管一上安装有进、出口管和管接头,热缩管连接在管接头上,能防止集流管等被腐蚀。扁管、集流管为铝合金管,翅片由铝箔片折叠形成。一种微通道换热器的焊接工艺,已组装的微通道换热器放入到NB焊接炉中,通过脱脂、喷淋、烘干后转入到气体保护马弗炉中加热并精确控温,实现翅片与扁管,扁管与集流管一、二间的焊接。本
一种高温合金微通道换热器的焊接方法及焊接产品.pdf
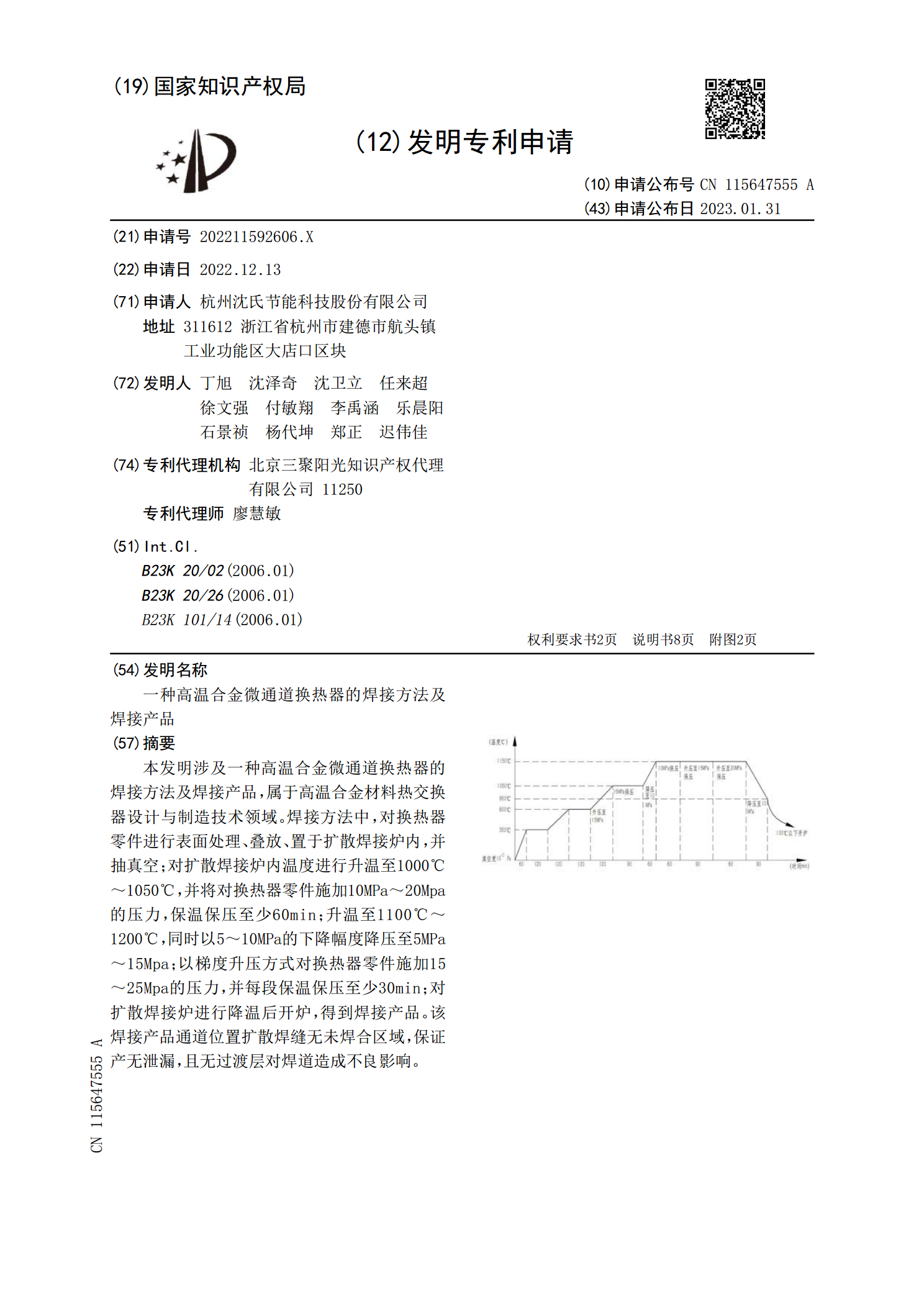
本发明涉及一种高温合金微通道换热器的焊接方法及焊接产品,属于高温合金材料热交换器设计与制造技术领域。焊接方法中,对换热器零件进行表面处理、叠放、置于扩散焊接炉内,并抽真空;对扩散焊接炉内温度进行升温至1000℃~1050℃,并将对换热器零件施加10MPa~20Mpa的压力,保温保压至少60min;升温至1100℃~1200℃,同时以5~10MPa的下降幅度降压至5MPa~15Mpa;以梯度升压方式对换热器零件施加15~25Mpa的压力,并每段保温保压至少30min;对扩散焊接炉进行降温后开炉,得到焊接产品
一种铜合金微通道换热器扩散焊接卡具与方法.pdf
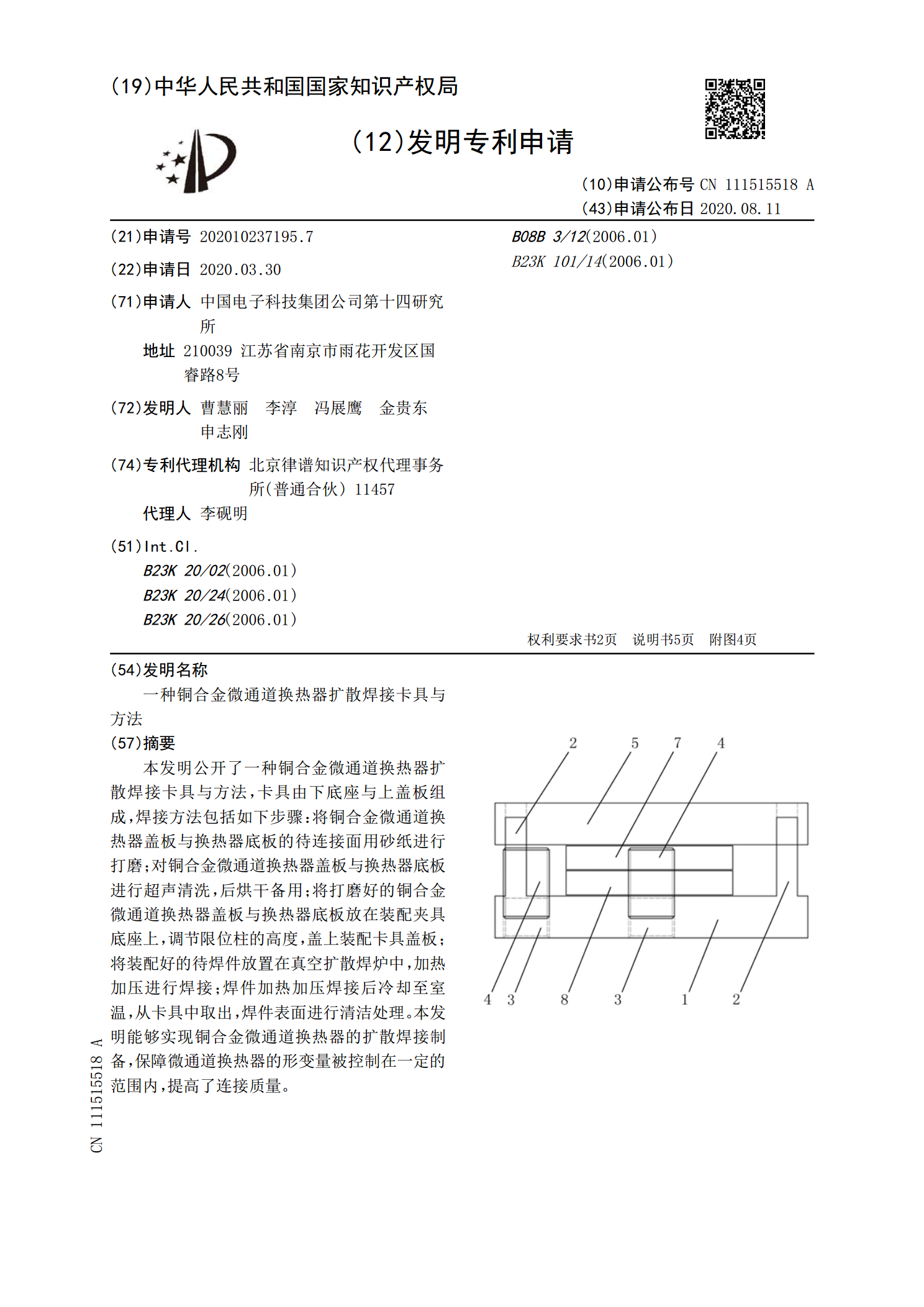
本发明公开了一种铜合金微通道换热器扩散焊接卡具与方法,卡具由下底座与上盖板组成,焊接方法包括如下步骤:将铜合金微通道换热器盖板与换热器底板的待连接面用砂纸进行打磨;对铜合金微通道换热器盖板与换热器底板进行超声清洗,后烘干备用;将打磨好的铜合金微通道换热器盖板与换热器底板放在装配夹具底座上,调节限位柱的高度,盖上装配卡具盖板;将装配好的待焊件放置在真空扩散焊炉中,加热加压进行焊接;焊件加热加压焊接后冷却至室温,从卡具中取出,焊件表面进行清洁处理。本发明能够实现铜合金微通道换热器的扩散焊接制备,保障微通道换热

一种微通道换热器.pdf
一种微通道换热器,包括:至少一层结构,即第一层,第一层包括第一集流管、第二集流管、设于第一和第二集流管之间的多个扁管及设于相邻扁管之间的翅片;所述微通道换热器的中部包括一个大致封闭或非封闭的孔部,所述孔部没有设置扁管与翅片;每个所述扁管具有面积较大的两相对表面,所述扁管包括至少一个非直线段,该非直线段的弯折方向为朝向所述其中一个表面一侧弯折;第一层的所述第一集流管具有至少两个互相隔绝的腔体,即第一腔和第二腔。该换热器的有益效果是:在与轴流式风机配合使用时,中部留出空间和风机的基座相对应设置,避开了风场的盲

一种微通道换热器.pdf
一种微通道换热器,包括:至少两层结构,即顶层和底层,每一层均包括两个集流管、设于两个集流管之间的多个扁管及设于相邻扁管之间的翅片,所述微通道换热器的中部包括一个大致封闭或非封闭的孔部,所述孔部没有设置扁管与翅片;每个所述扁管具有面积较大的两相对表面,所述扁管包括至少一个非直线段,该非直线段的弯折方向为朝向所述其中两个表面的内表面一侧弯折。该换热器的有益效果是:在与轴流式风机配合使用时,中部留出空间和风机的基座相对应设置,避开了风场的盲区,换热器的换热面积能够很好的被利用,节省了换热器的材料,同时集流管也会