
一种酚醛树脂竹胶板制造工艺.pdf

念珊****写意

1/9

2/9
3/9
4/9
5/9

6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种酚醛树脂竹胶板制造工艺.pdf
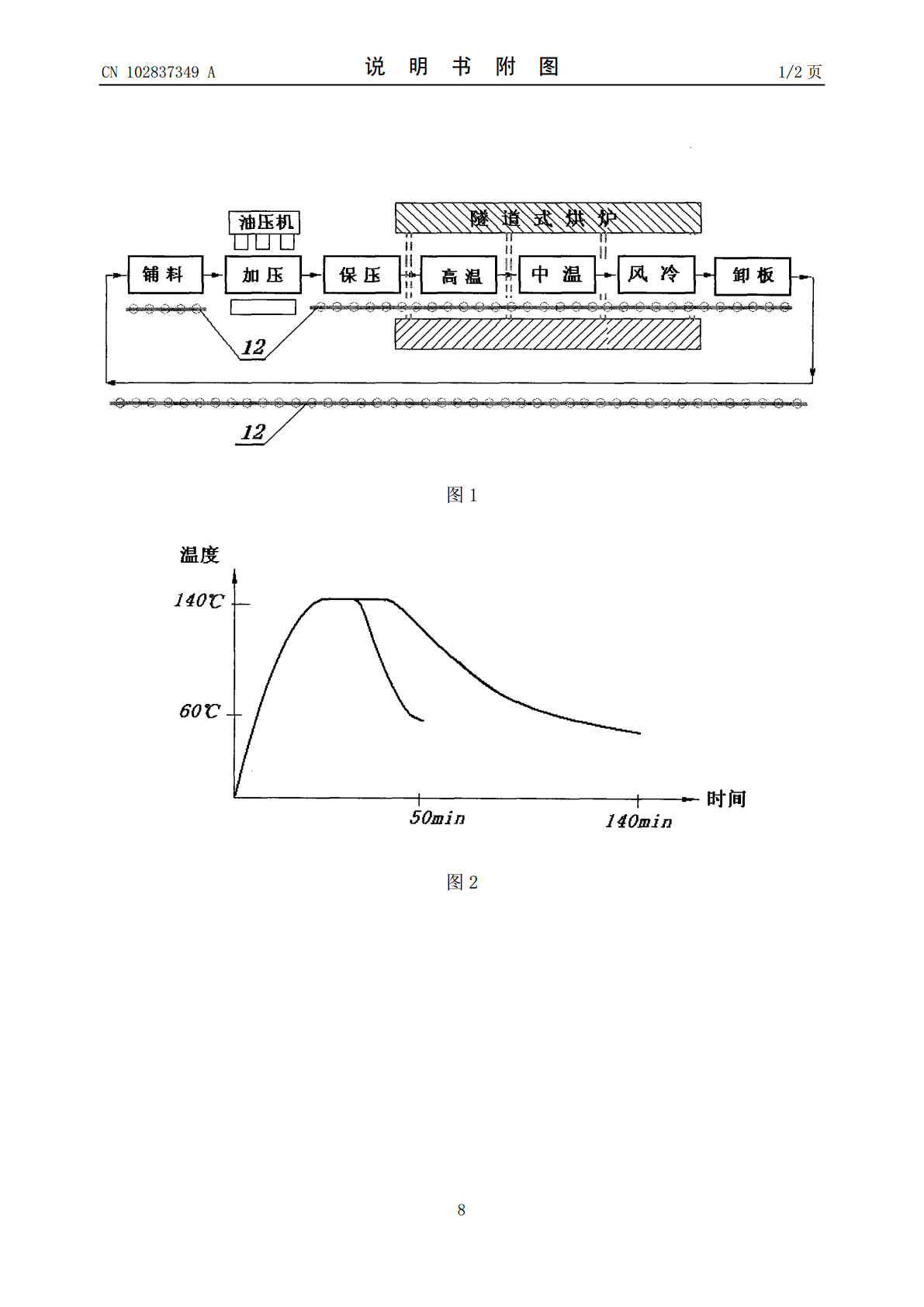
本发明提供了一种新式、连续的酚醛树脂竹胶板制造工艺,前期竹材的分解加工、单元的脱糖干燥和施酚醛树脂胶两个阶段与公知的竹胶板生产工艺一样,而竹胶板材料的加压、成型固化及加热保压过程是在不同设备上分开进行,其中竹胶板材料的加压过程是在无需通入热源的压机上进行,同时采用了专用的夹具保压,竹胶板材料的成型固化过程是在隧道式烘炉里进行,并使用滚锟传送装置连续输送保压过程中的竹胶板,达到了用较少的投资改变了竹胶板生产中热压和成型固化阶段中的技术惯例。

间甲酚木质素改性酚醛树脂竹胶板胶粘剂的研究.docx
间甲酚木质素改性酚醛树脂竹胶板胶粘剂的研究摘要本研究旨在探究间甲酚木质素对酚醛树脂的影响,并研制出间甲酚木质素改性酚醛树脂竹胶板胶粘剂。通过实验测试及优化工艺参数,得到了最佳配方和工艺,获得了良好的性能指标。同时,本研究为竹胶板的发展提供了新的途径,为木质素资源的利用提供了重要的参考意义。关键词:酚醛树脂,间甲酚木质素,竹胶板,胶粘剂AbstractTheaimofthisstudyistoinvestigatetheeffectofguaiacolligninonphenolicresinanddeve

钢框竹胶板模板施工工艺.doc
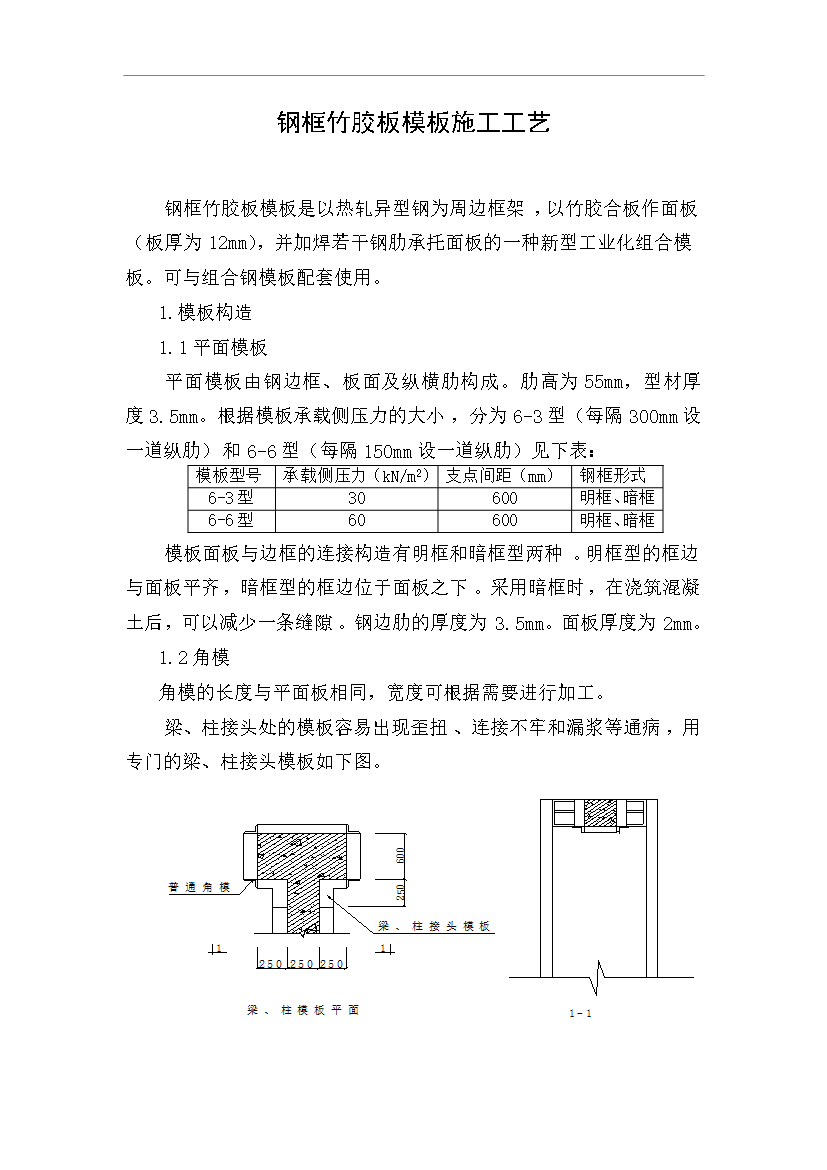
钢框竹胶板模板施工工艺钢框竹胶板模板是以热轧异型钢为周边框架,以竹胶合板作面板(板厚为12mm),并加焊若干钢肋承托面板的一种新型工业化组合模板。可与组合钢模板配套使用。1.模板构造1.1平面模板平面模板由钢边框、板面及纵横肋构成。肋高为55mm,型材厚度3.5mm。根据模板承载侧压力的大小,分为6-3型(每隔300mm设一道纵肋)和6-6型(每隔150mm设一道纵肋)见下表:模板型号承载侧压力(kN/m2)支点间距(mm)钢框形式6-3型30600明框、暗框6-6型60600明框、暗框模板面板与边框的连
钢框竹胶板模板施工工艺.doc
钢框竹胶板模板施工工艺钢框竹胶板模板是以热轧异型钢为周边框架,以竹胶合板作面板(板厚为12mm),并加焊若干钢肋承托面板的一种新型工业化组合模板。可与组合钢模板配套使用。1.模板构造1.1平面模板平面模板由钢边框、板面及纵横肋构成。肋高为55mm,型材厚度3.5mm。根据模板承载侧压力的大小,分为6-3型(每隔300mm设一道纵肋)和6-6型(每隔150mm设一道纵肋)见下表:模板型号承载侧压力(kN/m2)支点间距(mm)钢框形式6-3型30600明框、暗框6-6型60600明框、暗框模板面板与边框的连

竹胶板模板工程施工工艺.doc
竹胶板模板工程施工工艺【实用文档】doc文档可直接使用可编辑,欢迎下载竹胶板模板工程施工工艺本工艺适用于工业与民用建筑现浇混凝土框架(包括框架剪力墙)、剪力墙及筒体结构模板施工。一、施工准备:(一)材料及主要机具:1。1各种规格的竹胶板,木方(50×100或100×100等)。1。2支撑系统:各种规格的钢管、扣件、碗扣式立杆、横杆、立杆座垫、可调底座、顶托、小型型钢。1。3具备锤子、打眼电钻、活动板手、手锯、水平尺、线坠、撬棒、吊装索具等。1。4脱模剂:水质脱模剂。1。5海绵条:2mm厚及20mm厚。(二