
石油钻杆接头自动化生产方法.pdf

山梅****ai


1/6
2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
石油钻杆接头自动化生产方法.pdf
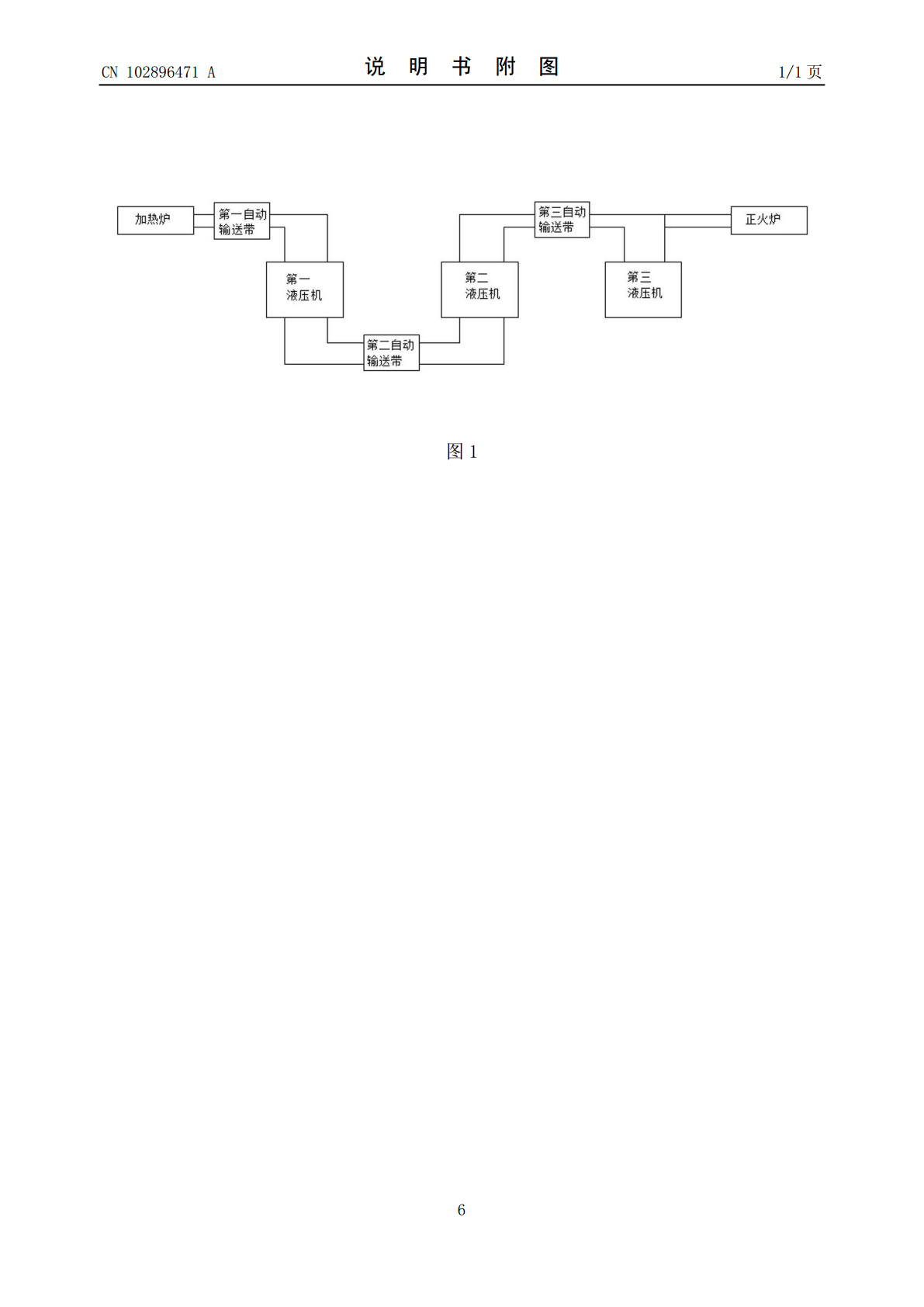
本发明涉及石油钻杆接头生产方法技术领域,具体涉及石油钻杆接头自动化生产方法,包括的生产工序有断料、加热、镦粗、精成型、冲连皮,其采用一台感应加热炉、三台不同功能的液压机以及三条自动化输送带组成钻杆接头自动化生产方法,自动化控制,操作方便,产品的机械加工余量小,有利于提高生产效率。本发明具有加工工件快捷成型、产品质量可靠、降低生产成本等特点。
石油钻杆接头自动化生产流水线装置.pdf
本发明涉及生产流水线装置技术领域,具体涉及石油钻杆接头自动化生产流水线装置,包括锯床、感应加热炉、第一液压机、第二液压机、第三液压机以及三条自动化输送带,由三条自动化输送带依次将钻杆接头输送至第一液压机、第二液压机、第三液压机并经加工成形,自动化输送,且产品的机械加工余量小;同时在输送及加工生产过程中,采用多个接近开关和PLC控制,操作方便,安全可靠。另外,本发明具有自动化控制、产品质量可靠、生产效率高等特点。
一种石油钻杆接头处理方法.pdf
本发明公开了一种石油钻杆接头处理方法,其特征在于,包括以下工艺步骤:将工件按顺序装入箱式淬火炉中,焊颈端朝下,相邻两个工件的距离在30-35之间;淬火;冷却,将淬火后的工件冷却至室温后继续放置5-10分钟;高温回火,炉温升高至880℃,保持该温度至少50分钟;快速冷却,快速将其投入降温液中进行冷却,并保证降温液的流动;高温回火,回火温度保持在900℃,持续至少一个小时;快速冷却;质检;其有效的提高石油钻杆接头的质量和合格率。

石油钻杆接头的疲劳分析.docx
石油钻杆接头的疲劳分析摘要:本文针对石油钻杆接头的疲劳问题进行研究,介绍了疲劳损伤的基本概念和石油钻杆接头的结构特点,分析了疲劳破坏的机制和影响因素,并针对石油钻杆接头的应力分布和工作环境等因素,提出了相应的疲劳分析方法和对应的改进措施,以提高石油钻杆接头的使用寿命和安全性。关键词:石油钻杆接头;疲劳分析;工作环境;改进措施一、前言石油钻杆是采油工业中的重要设备之一,其主要作用是传递钻头的旋转和推进力,完成洞底作业。在石油钻井作业过程中,钻杆接头是石油钻杆的重要组成部分,其质量的好坏直接影响到钻井作业的效
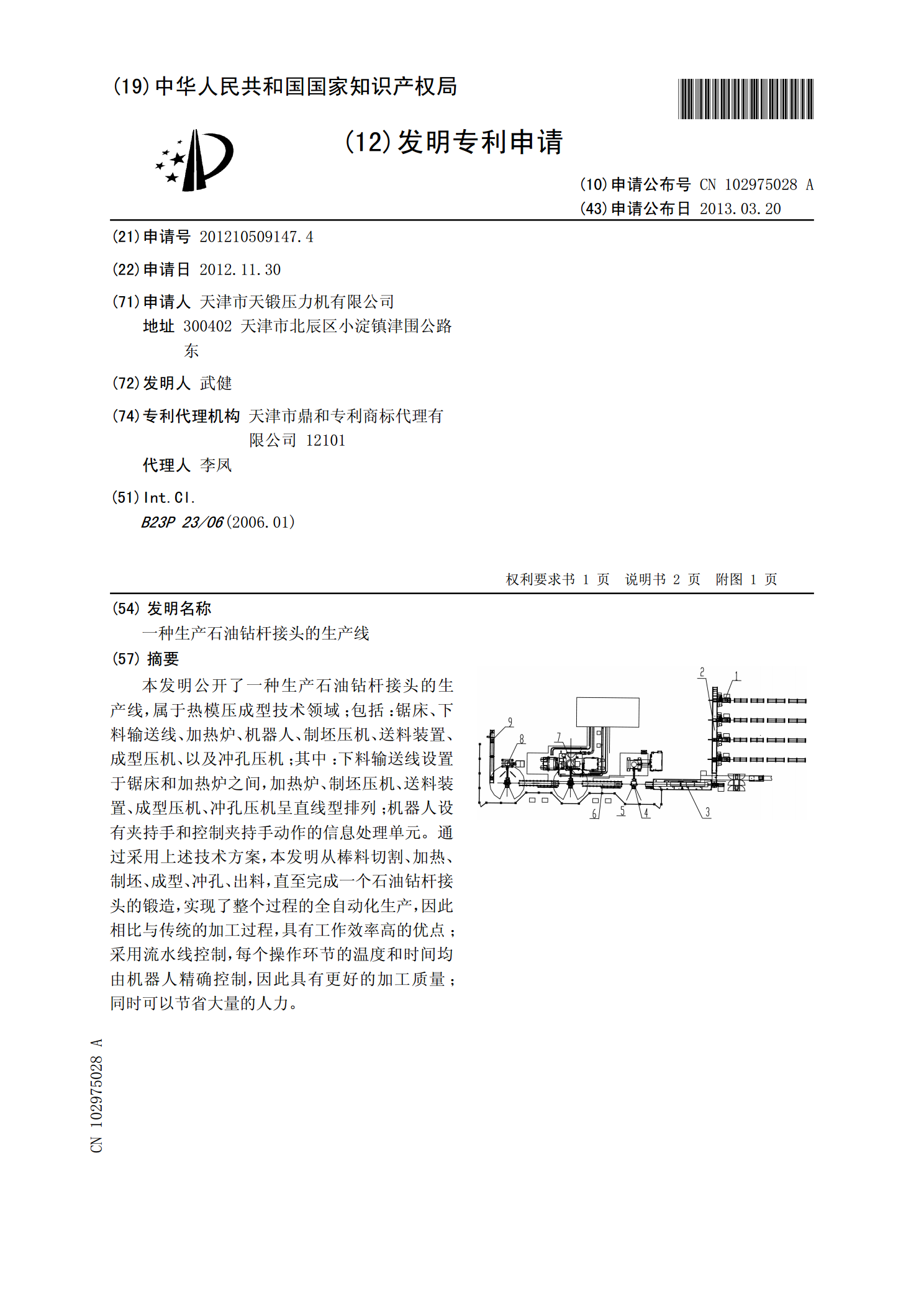
一种生产石油钻杆接头的生产线.pdf
本发明公开了一种生产石油钻杆接头的生产线,属于热模压成型技术领域;包括:锯床、下料输送线、加热炉、机器人、制坯压机、送料装置、成型压机、以及冲孔压机;其中:下料输送线设置于锯床和加热炉之间,加热炉、制坯压机、送料装置、成型压机、冲孔压机呈直线型排列;机器人设有夹持手和控制夹持手动作的信息处理单元。通过采用上述技术方案,本发明从棒料切割、加热、制坯、成型、冲孔、出料,直至完成一个石油钻杆接头的锻造,实现了整个过程的全自动化生产,因此相比与传统的加工过程,具有工作效率高的优点;采用流水线控制,每个操作环节的温