
保证大型转炉托圈耳轴同轴度逆向工艺制作方法.pdf

萌运****魔王

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

保证大型转炉托圈耳轴同轴度逆向工艺制作方法.pdf
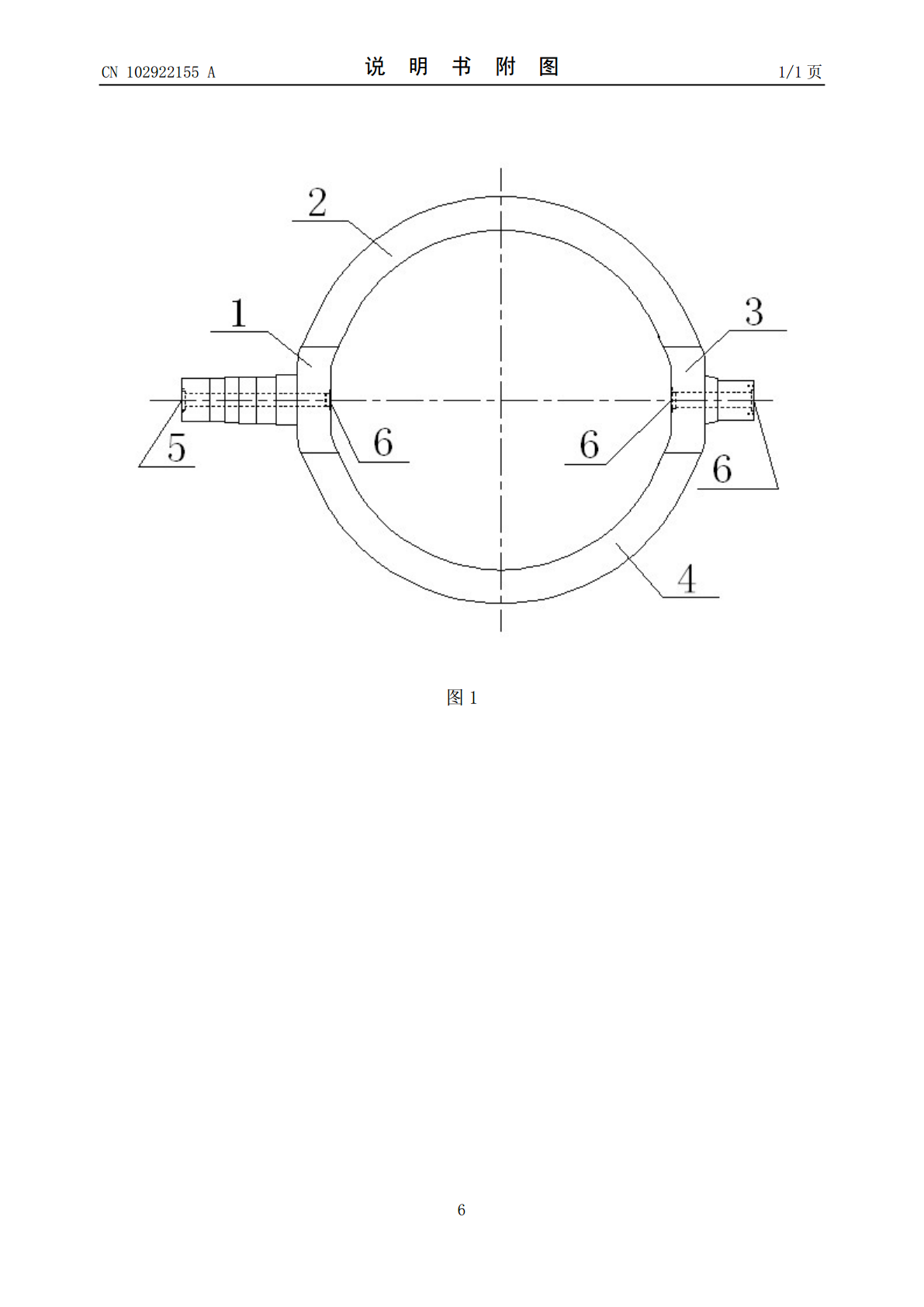
保证大型转炉托圈耳轴同轴度逆向工艺制作方法,涉及转炉托圈制作方法。所述的转炉托圈由驱动侧耳轴块、出钢侧扇形体、游动侧耳轴块和加料侧扇形体连接构成;采用逆向工艺,按搭设装配平台-划线-激光检测-装配扇形体-组装检测-焊接驱动侧-控制同轴度-焊后热处理-焊缝探伤-二次调整-游动侧焊接-托圈清理-水压试验-涂装等步骤进行。优点是:采用逆向工艺,构思新颖,操作过程简便;驱动侧和游动侧先后焊接,激光检测,二次调整,减少相互影响,有效地控制了焊接过程中的变形;二次调整,消除基准焊接变形,减少变形累计叠加,降低控制焊接

转炉托圈耳轴同轴度测量装置及测量方法.pdf
转炉托圈耳轴同轴度测量装置及测量方法,属于采用光学方法检测两个平行轴之间的横向偏移,尤其涉及转炉托圈制造过程耳轴同轴度在线测量、调整装置与方法。该装置包括托圈的两个耳轴、两个扇形体,特点是传动侧耳轴外端设发射支架和激光仪,内端设发射标靶支架和目标靶;游动侧耳轴内、外端设内接收靶支架、外接收靶支架和目标靶,按设置支架-安装激光仪-调试激光仪-测量游动耳轴-调整游动耳轴-焊接观测-焊后测量-数据处理的方法进行测量。优点是构思新颖、结构简单,操作简便,解决制造过程耳轴同轴测量难的问题;测量准确、及时;提高加工效

一种通过温差控制大型转炉托圈耳轴同轴度修正的方法.pdf
本发明公开了一种通过温差控制大型转炉托圈耳轴同轴度修正的方法,步骤如下:第一步:采用远红外控制履带式电加热片做为焊缝消除应力热处理的加热控制方式;第二步:在耳轴端部设置百分表;第三步:根据焊缝所需控制收缩量调节控制加热温度和升温时间;第四步:在热处理高温停留阶段,对焊缝变形侧的温度设定为一端为热处理温度上限,另一端则控制在温度下限;第五步:在热处理降温阶段,如果此时的耳轴端指向为右侧时,则对于焊缝左侧的降温速度进行适当提高,利用左侧的收缩力进行耳轴变形矫正。本发明在耳轴体与扇形体连接的焊缝消除应力热处理过

一种转炉托圈耳轴块焊接工艺.pdf
一种转炉托圈耳轴块焊接工艺,属于转炉托圈制作方法技术领域,用于对转炉托圈耳轴块的耳轴和内侧板、外侧板进行焊接。本发明在耳轴块制作时改变了先焊接‑退火‑精加工的工艺,改为精加工‑焊接‑退火的工艺,焊接时采用多次翻转和交替焊接方法,退火采用履带加热器和加热管,按此工艺制作,可以节约35天制作周期,同时能够节约加工成本将近8万元。本发明是转炉托圈耳轴块制作工艺的首创,突破了传统的工艺流程,并采取了独特的焊接方法,有效地降低焊接应力和控制焊接变形,保证了两个耳轴块的焊接质量,同时不用进入退火炉即可完成焊接后的退火
一种大型转炉托圈耳轴与扇形体焊接方法.pdf
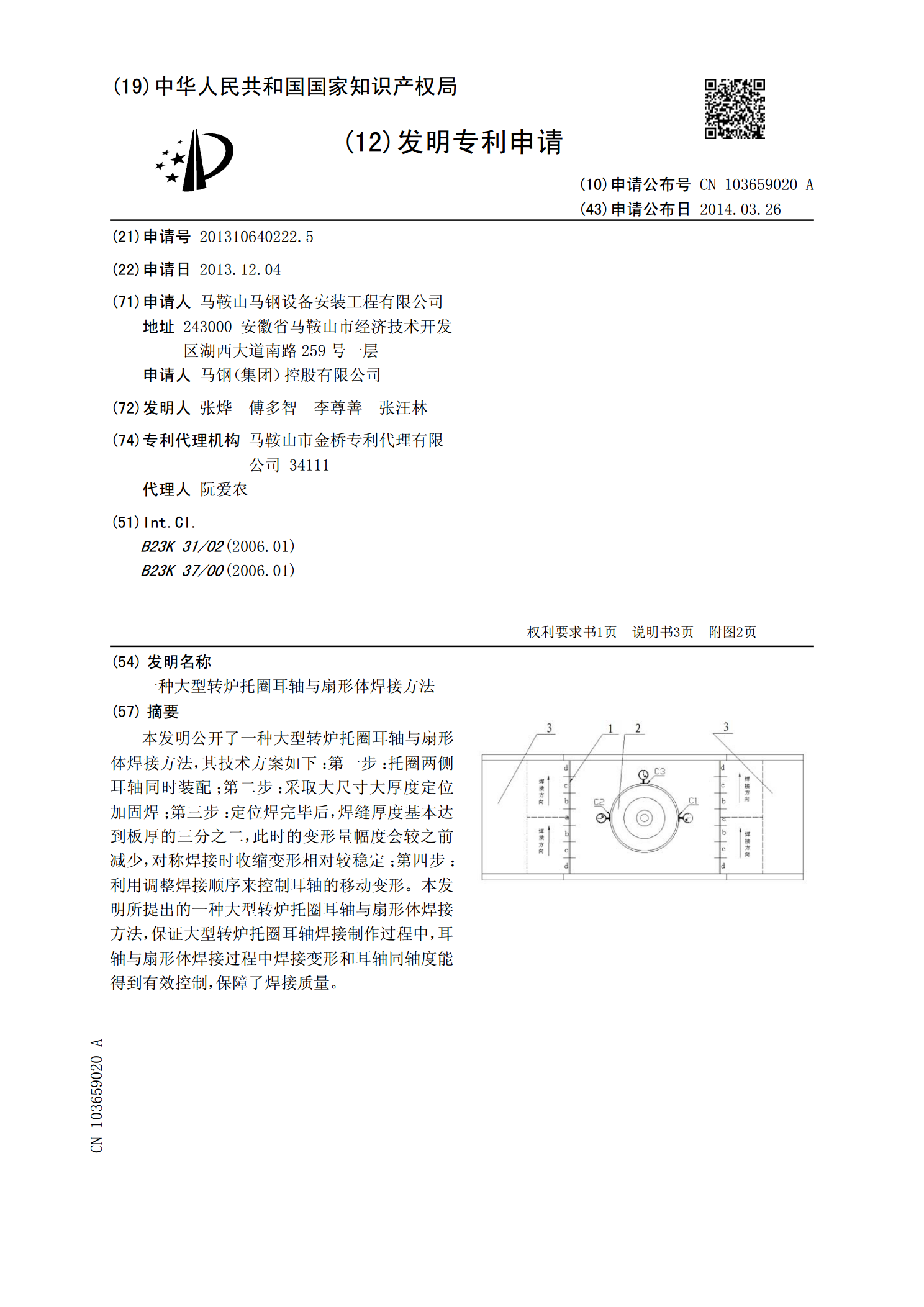
本发明公开了一种大型转炉托圈耳轴与扇形体焊接方法,其技术方案如下:第一步:托圈两侧耳轴同时装配;第二步:采取大尺寸大厚度定位加固焊;第三步:定位焊完毕后,焊缝厚度基本达到板厚的三分之二,此时的变形量幅度会较之前减少,对称焊接时收缩变形相对较稳定;第四步:利用调整焊接顺序来控制耳轴的移动变形。本发明所提出的一种大型转炉托圈耳轴与扇形体焊接方法,保证大型转炉托圈耳轴焊接制作过程中,耳轴与扇形体焊接过程中焊接变形和耳轴同轴度能得到有效控制,保障了焊接质量。