
不锈钢滤芯的焊接方法.pdf

高格****gu

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
不锈钢滤芯的焊接方法.pdf
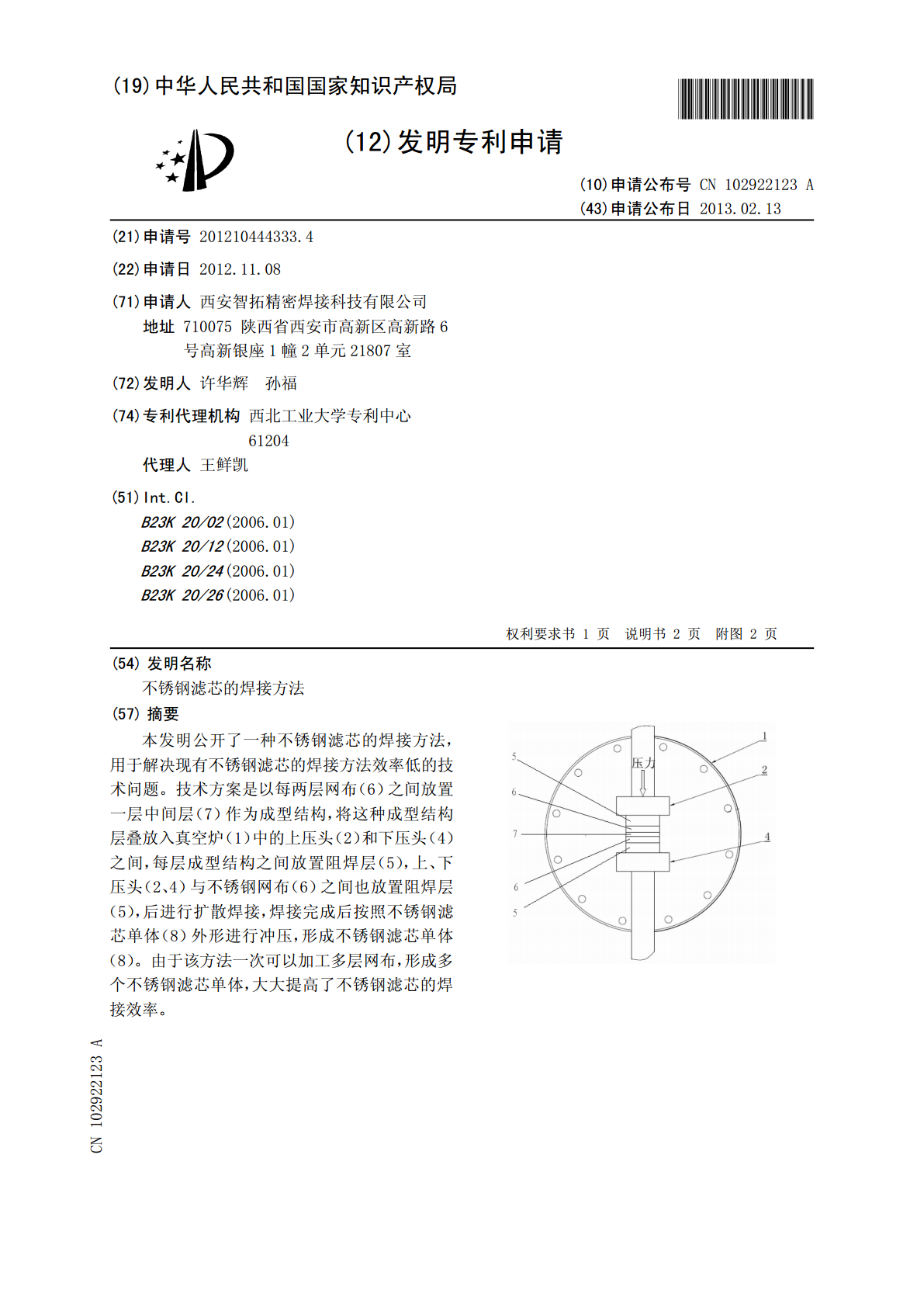
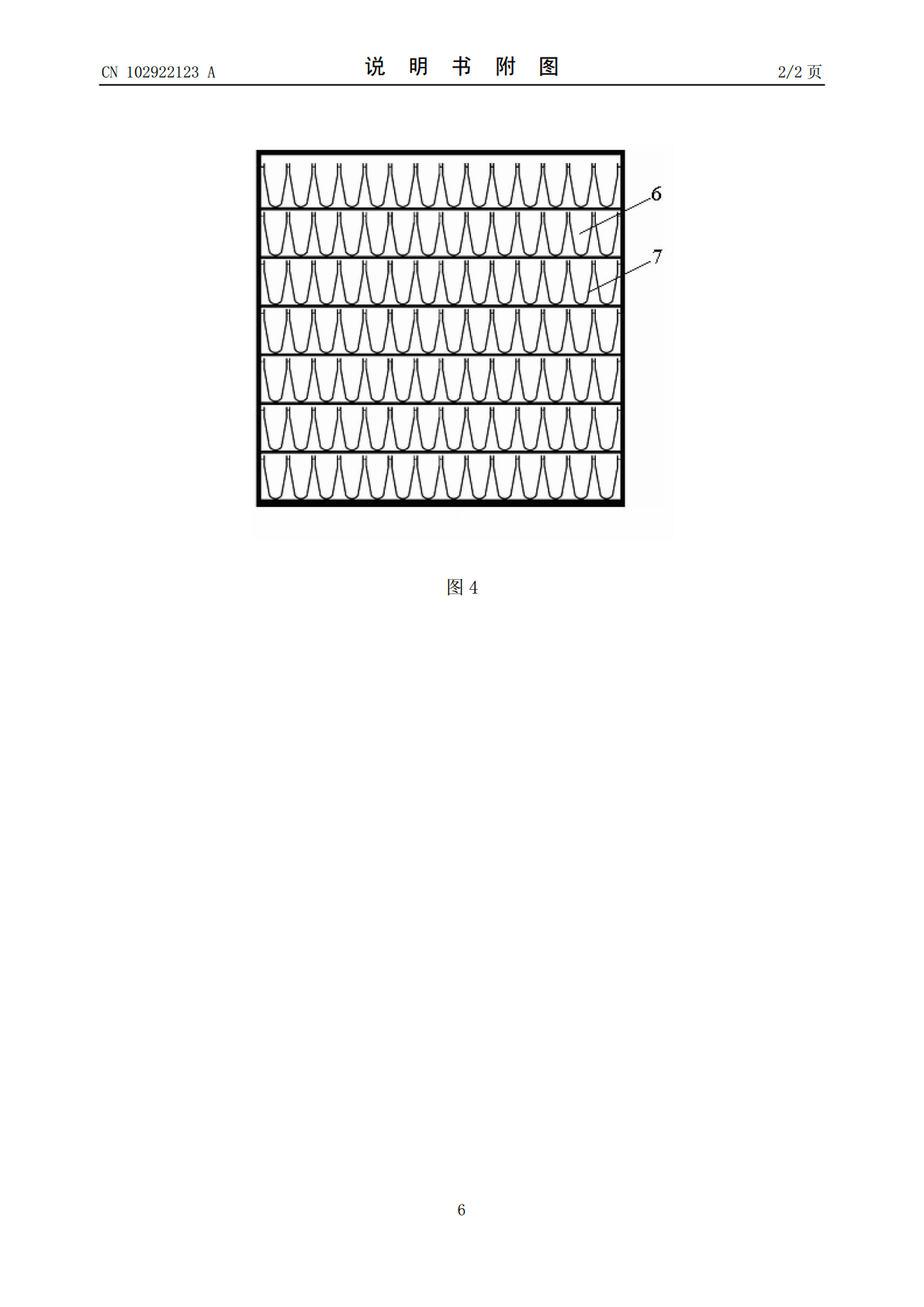
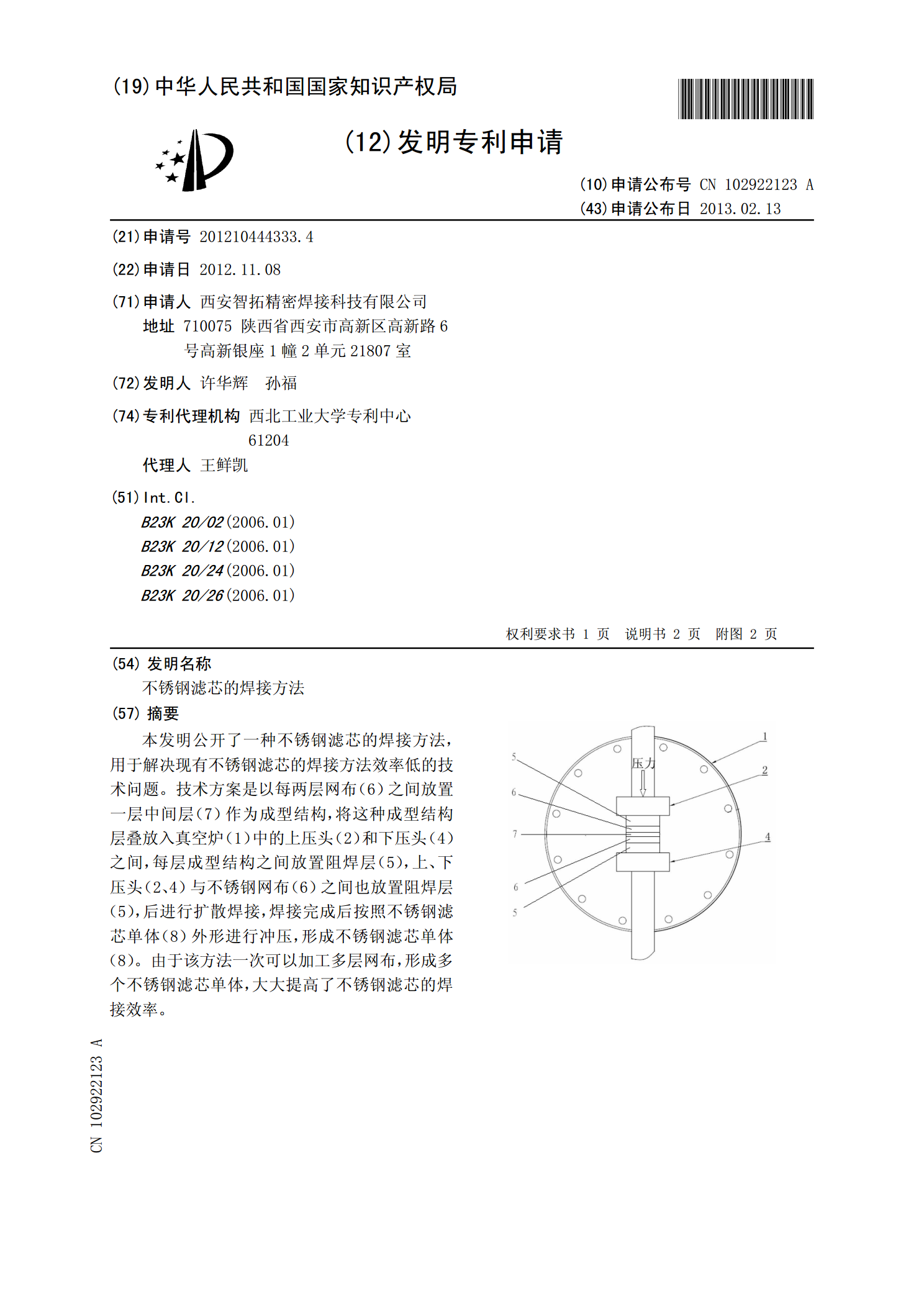
本发明公开了一种不锈钢滤芯的焊接方法,用于解决现有不锈钢滤芯的焊接方法效率低的技术问题。技术方案是以每两层网布(6)之间放置一层中间层(7)作为成型结构,将这种成型结构层叠放入真空炉(1)中的上压头(2)和下压头(4)之间,每层成型结构之间放置阻焊层(5),上、下压头(2、4)与不锈钢网布(6)之间也放置阻焊层(5),后进行扩散焊接,焊接完成后按照不锈钢滤芯单体(8)外形进行冲压,形成不锈钢滤芯单体(8)。由于该方法一次可以加工多层网布,形成多个不锈钢滤芯单体,大大提高了不锈钢滤芯的焊接效率。
一种不锈钢海水滤芯的复合焊接方法.pdf
一种不锈钢海水滤芯的复合焊接方法,首先对不锈钢海水滤芯的内骨架和过滤网待焊部位进行表面预处理,而后用夹具固定待焊部位,其次,采用激光点焊对待焊部位按照过滤网圈数在内骨架表面进行点焊固定,之后将钎料膏涂覆于待焊面中,最后再采用炉中钎焊对除了激光点焊位置外的其余待焊位置进行钎焊,从而完成不锈钢海水滤芯的焊接。本发明激光点焊‑炉中钎焊复合焊接在连接钢时由于温度较低,能够有效防止接头处产生氮化物、碳化物、碳氮化物以降低其性能,避免组织性能变化问题,焊接后的接头无缺陷、洁净度高、性能优异。

不锈钢焊接方法.pdf
不锈钢焊接方法、不锈钢焊接技术及注意事项不锈钢管的标准规格有200多种,大小均有,小管较贵,尤其是毛细管.毛细管最差得由304材质生产,不然管子容易爆裂.还可以为客户定做非标规格的管材.无缝管主要用于工业上,表面为雾面,不光亮.有缝管的表面是光亮面,管内有一条很细的焊接线,俗称焊接管,主要用于装饰材料.另有工业流体管,其抗压力视壁厚决定.310与310S为耐高温管.1080度以下能正常使用,最高耐温达到1150度.不锈钢焊管生产工艺:原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货

不锈钢的焊接方法.docx
不锈钢的焊接方法如何焊接改善钢管的质量,又克服了酸洗对环境的污染?本文介绍不锈钢焊管的焊接方法,希望对大家有帮助。根据目前世界发展的趋势,光亮连续炉基本分为三种类型:(1)辊底式光亮热处理炉。这种炉型适用于大规格、大批量钢管热处理,小时产量为1.0吨以上。可使用的保护气体为高纯度氢气、分解氨及其它保护气体。可以配备有对流冷却系统,以便较快地冷却钢管。(2)网带式光亮热处理炉。这种炉型适合于小直径薄壁精密钢管,小时产量约为0.3-1.0吨,处理钢管长度可达40米,也可以处理成卷的毛细管。(3)马弗式光亮热处

不锈钢焊接方法教程.pptx
格的管材.无缝管主要用于工业上,表面为雾面,不光亮.有缝管的表面是光亮面,管内有一条很细的焊接线,俗称焊接管,主要用于装饰材料.另有工业流体管,其抗压力视壁厚决定.310与310S为耐高温管.1080度以下能正常使用,最高耐温达到1150度.0c72f8e不锈钢厚壁管www.gbt14976.com仓)(焊管工业配管用管)0c72f8e不锈钢厚壁管www.gbt14976.com焊接质量。0c72f8e不锈钢厚壁管www.gbt14976.com作方式等因素决定。0c72f8e不锈钢厚壁管www.gbt1