
一种保性能特厚板控轧控冷工艺.pdf

俊凤****bb

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种保性能特厚板控轧控冷工艺.pdf
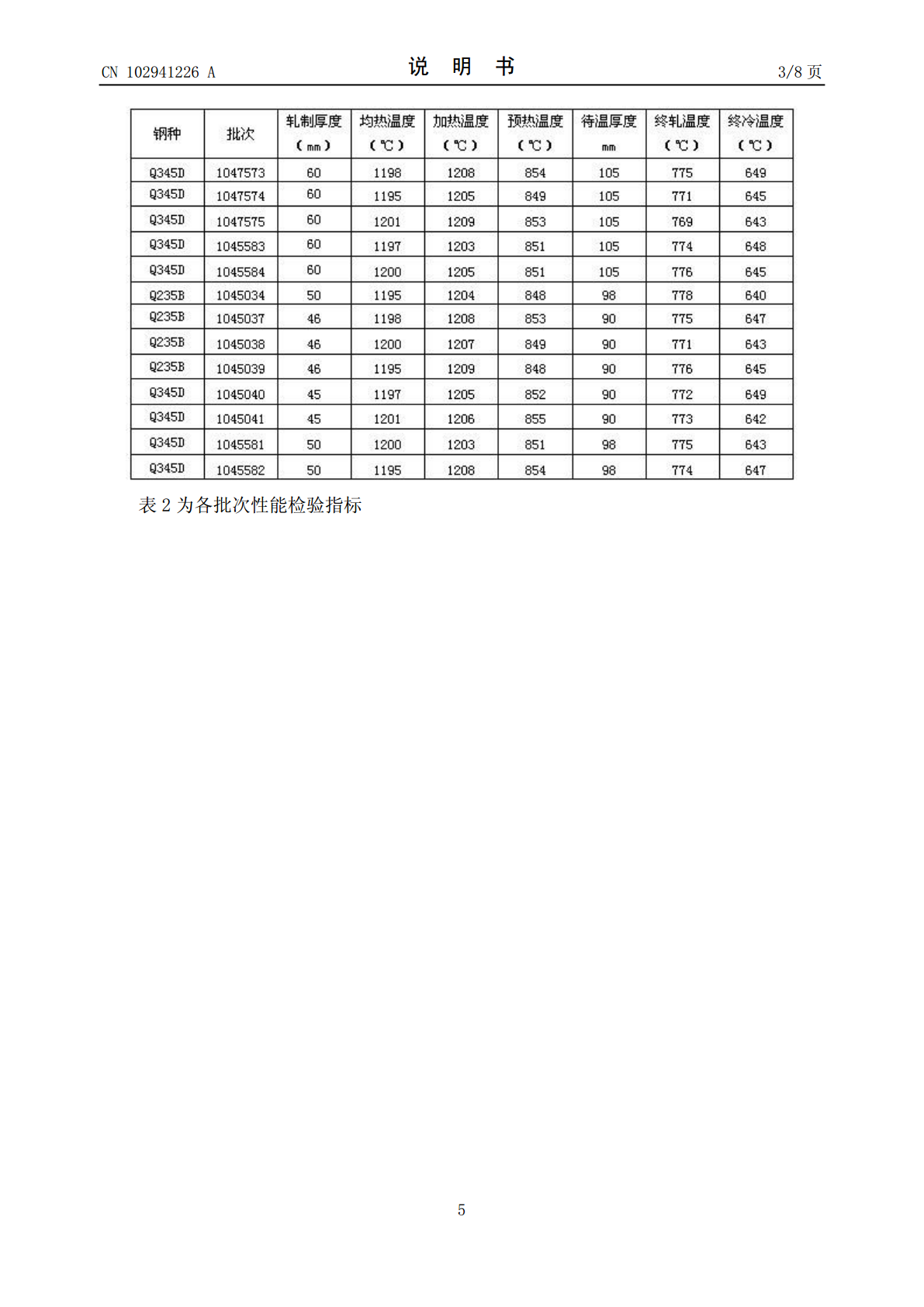
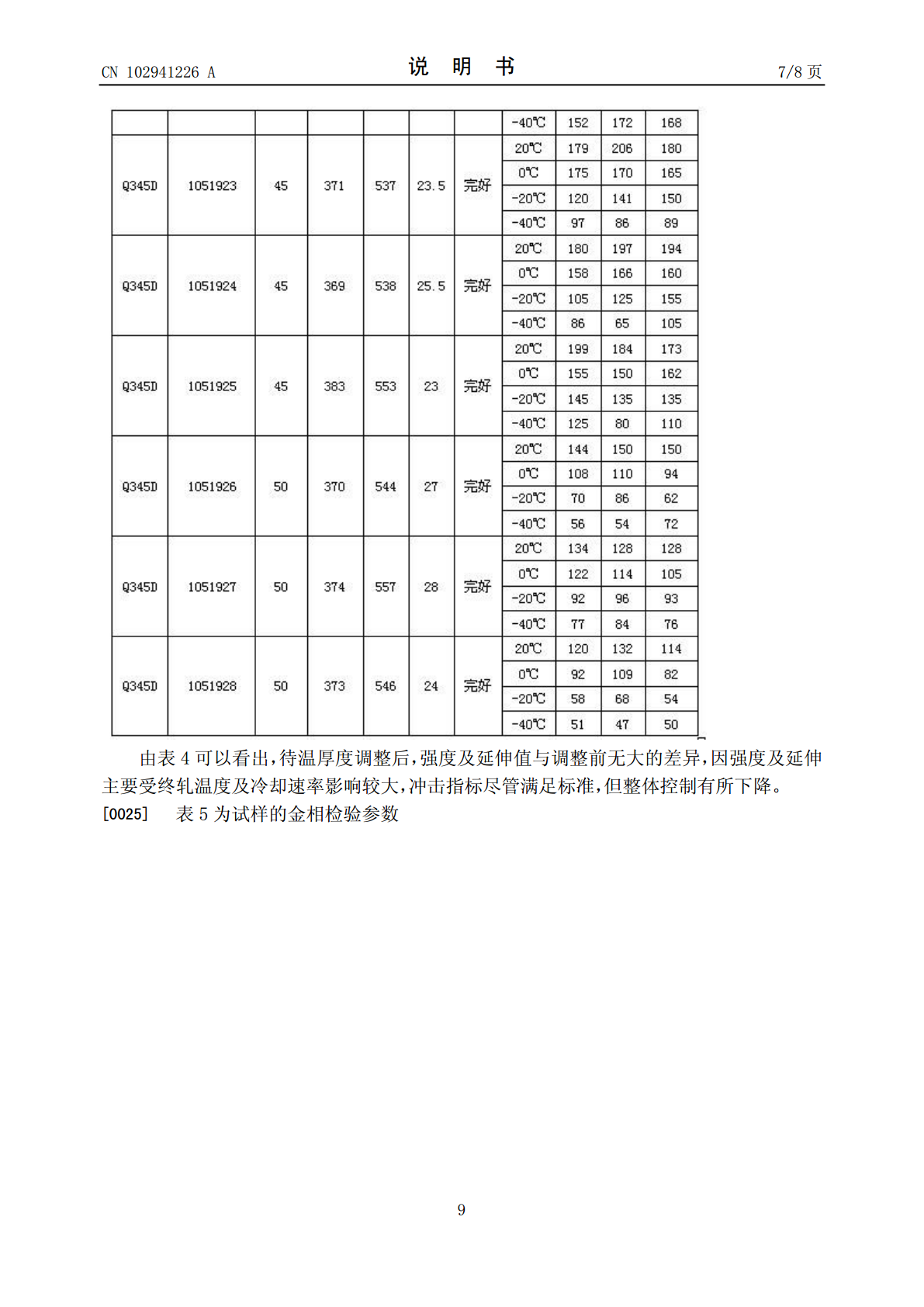
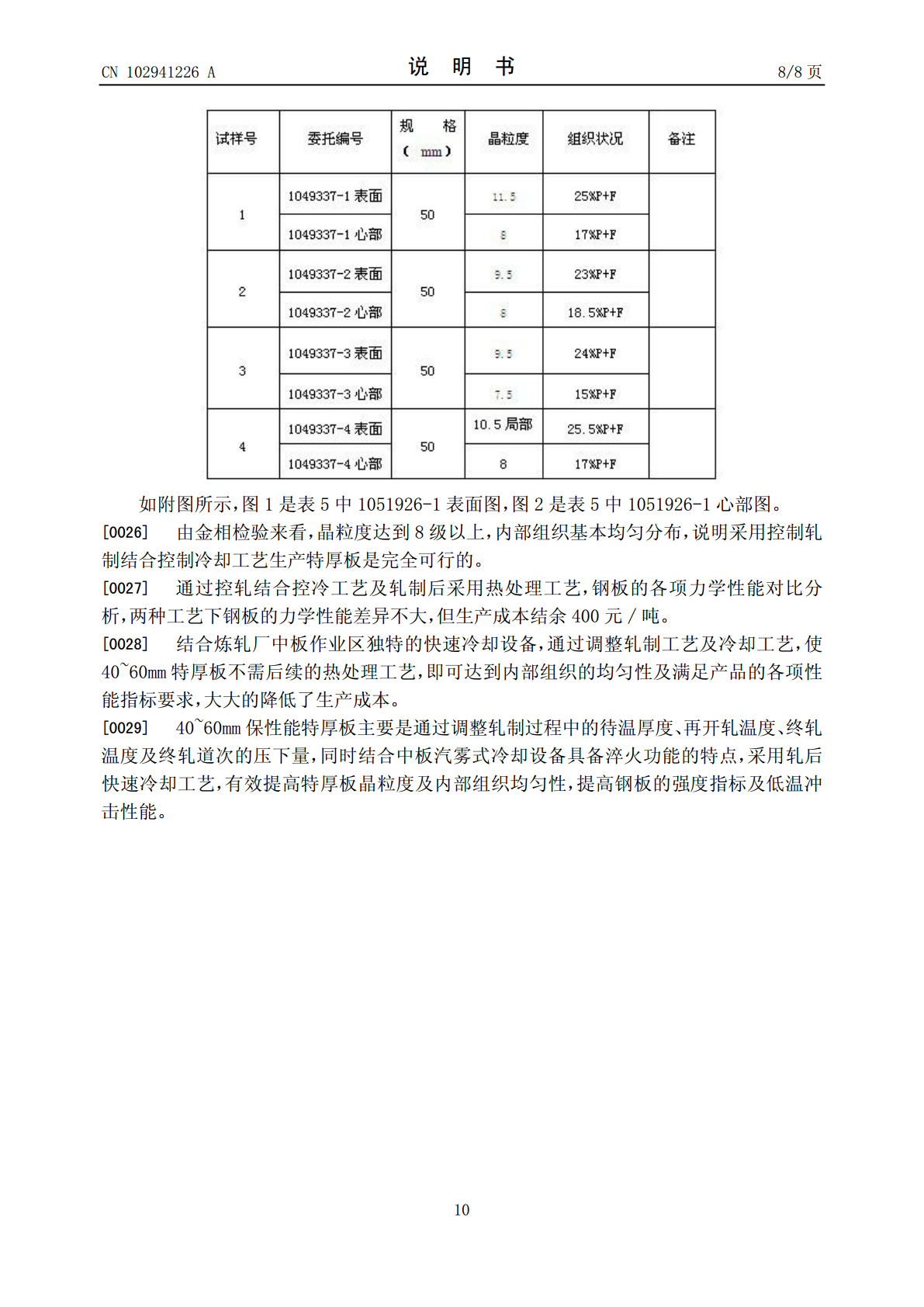
本发明的目的是提供一种特厚板控轧控冷工艺,以解决厚规格钢板以往只能通过热处理工艺或提高合金元素含量来满足产品性能的问题。包括以下步骤:板坯加热、一阶段轧制、待温过程、二阶段轧制、控制冷却。本发明、通过合理调整加热工艺,适度降低板坯炉内加热温度,为后续轧制及表面质量控制提供有利条件,降低二阶段开轧温度及终轧温度,提高待温厚度,增大终轧道次压下量及轧制力,最大程度的获得较高的内部组织晶粒度,同时采用汽雾式大水量快速冷却工艺,提高钢板内部组织均匀性,有效提高钢板综合性能指标。

Q460E厚板控轧控冷工艺研究.docx
Q460E厚板控轧控冷工艺研究标题:Q460E厚板控轧控冷工艺研究摘要:本论文主要研究了Q460E厚板的控轧控冷工艺,通过对材料的力学性能、组织结构以及表面质量的研究,提出了一套适合Q460E厚板生产的控轧控冷工艺,并对其工艺参数进行了优化。结果表明,该工艺可有效提高产品的机械性能和表面质量,具有较好的实际应用前景。关键词:Q460E厚板,控轧,控冷,工艺研究1.引言Q460E钢是一种具有良好强度和韧性的高强钢材,广泛应用于桥梁、汽车、船舶和机械制造等领域。然而,由于其碳当量较高、碳化物形态和分布不均匀等

Q550热轧中厚板的控轧控冷(TMCP)工艺优化.docx
Q550热轧中厚板的控轧控冷(TMCP)工艺优化摘要:本文采用分析、实验研究和理论综述等多种方法,针对Q550热轧中厚板的控轧控冷(TMCP)工艺进行优化研究。通过对材料的强度、韧性和相变组织等性能因素进行分析,并结合现有的热轧生产技术,提出了适合Q550热轧中厚板的TMCP工艺参数。优化控轧控冷(TMCP)工艺对于提高Q550热轧中厚板的力学性能和耐久性具有重要意义。在工艺上采用适当的加热温度、控制过程冷却率、最终冷却和相变组织控制等措施,可以有效地改变热轧板的力学性能和组织结构。本文主要从三个方面进行

X80管线钢宽厚板控轧控冷工艺研究.docx
X80管线钢宽厚板控轧控冷工艺研究X80管线钢宽厚板控轧控冷工艺研究摘要:管线钢是一种高强度低合金钢,广泛应用于天然气和石油管道等领域。X80管线钢具有优异的耐腐蚀性和耐磨性,在使用过程中比较稳定,能够满足极端环境下的工作要求。本文主要探讨了X80管线钢宽厚板控轧控冷工艺研究,包括工艺流程、控制参数以及实验结果等方面。实验结果表明,采用控轧控冷工艺能够显著提高X80管线钢的力学性能,满足不同的工程要求。关键词:X80管线钢;宽厚板;控轧控冷;力学性能一、引言管线钢是一种用于输送气体、液体等的管道钢材,具有

控轧控冷工艺对建筑用钢组织与性能的影响.docx
控轧控冷工艺对建筑用钢组织与性能的影响标题:控轧控冷工艺对建筑用钢组织与性能的影响摘要:控轧控冷工艺是建筑用钢材加工过程中重要的制造方法。该工艺通过调控轧制温度和冷却速率,可以显著改善钢材的组织和性能。本文将从组织与性能两方面探讨控轧控冷工艺对建筑用钢的影响,以期为该领域的研究和应用提供参考。引言:钢材是建筑结构中最常用的材料之一,其性能直接关系到结构的安全可靠性。控轧控冷工艺作为一种重要的钢材加工方法,被广泛应用于建筑用钢的生产中。它能够通过调控轧制温度和冷却速率,实现钢材组织和性能的优化,提高钢材的强