
一种真空扩散焊制备多层非晶合金微小零件的方法.pdf

秀华****魔王


1/9

2/9
3/9

4/9
5/9

6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空扩散焊制备多层非晶合金微小零件的方法.pdf
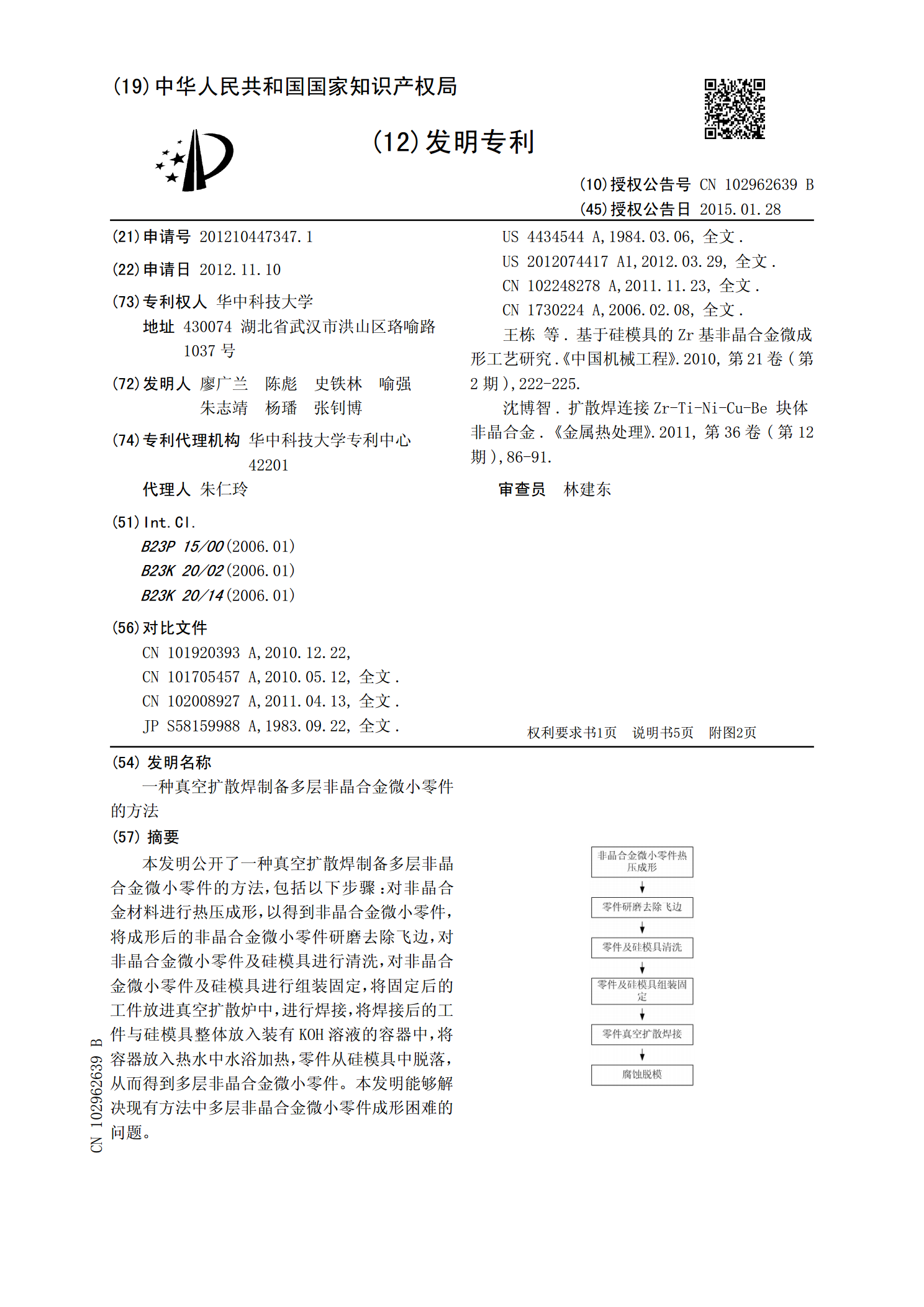
本发明公开了一种真空扩散焊制备多层非晶合金微小零件的方法,包括以下步骤:对非晶合金材料进行热压成形,以得到非晶合金微小零件,将成形后的非晶合金微小零件研磨去除飞边,对非晶合金微小零件及硅模具进行清洗,对非晶合金微小零件及硅模具进行组装固定,将固定后的工件放进真空扩散炉中,进行焊接,将焊接后的工件与硅模具整体放入装有KOH溶液的容器中,将容器放入热水中水浴加热,零件从硅模具中脱落,从而得到多层非晶合金微小零件。本发明能够解决现有方法中多层非晶合金微小零件成形困难的问题。
一种扩散焊制备多层非晶合金与晶态金属复合结构的方法.pdf
本发明公开了一种扩散焊制备多层非晶合金与晶态金属复合结构的方法,包括以下步骤:对非晶合金薄片及晶态金属薄片进行切割、打磨和清洗,对非晶合金薄片及晶态金属薄片进行组装和固定,以形成固定后的工件,将固定后的工件放进真空扩散炉中进行焊接。本发明的复合结构可阻断非晶合金材料在剪切过程中剪切带的延伸,从而避免了纯非晶合金材料脆性大的问题,增强了抗剪切能力,此外,本发明能够使焊接后的非晶材料继续保持非晶特性,复合结构材料的抗剪切性较纯非晶合金材料得到很大的提高,韧性增强,焊接后薄片表面质量高、连接可靠。
使用中间层扩散制备多层非晶合金与铜复合结构的方法.pdf
本发明公开了一种使用中间层扩散制备多层非晶合金与铜复合结构的方法,包括如下步骤:对非晶合金和铜片进行切割、研磨、抛光和清洗,同时用刀片将中间层划分成规定的尺寸,对非晶合金薄片,中间层以及铜薄片进行组装和固定,以形成固定后的工件,将固定后的工件放进真空扩散炉中,使中间层溶解于非晶合金薄片与铜薄片中实现扩散焊接。本发明使用中间层能够降低扩散温度,使得非晶合金薄板在扩散后中仍然保持非晶态。复合结构具有非晶合金的强度和铜的韧性,能阻断非晶合金塑性变形时剪切带的延伸,从而避免了纯非晶合金材料容易脆断的问题,增强抗剪
一种耐腐蚀非晶合金多层薄膜及其制备方法.pdf
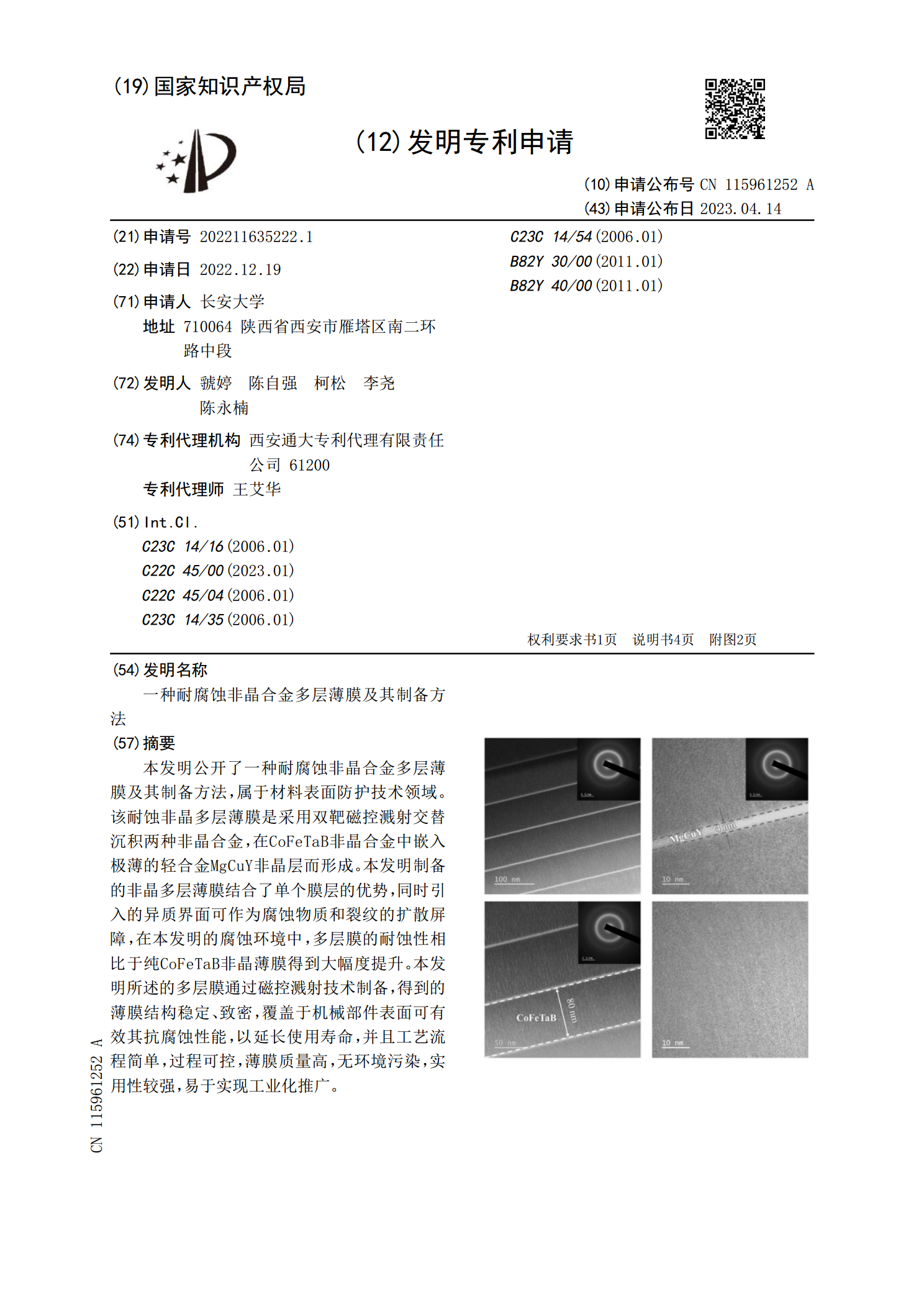
本发明公开了一种耐腐蚀非晶合金多层薄膜及其制备方法,属于材料表面防护技术领域。该耐蚀非晶多层薄膜是采用双靶磁控溅射交替沉积两种非晶合金,在CoFeTaB非晶合金中嵌入极薄的轻合金MgCuY非晶层而形成。本发明制备的非晶多层薄膜结合了单个膜层的优势,同时引入的异质界面可作为腐蚀物质和裂纹的扩散屏障,在本发明的腐蚀环境中,多层膜的耐蚀性相比于纯CoFeTaB非晶薄膜得到大幅度提升。本发明所述的多层膜通过磁控溅射技术制备,得到的薄膜结构稳定、致密,覆盖于机械部件表面可有效其抗腐蚀性能,以延长使用寿命,并且工艺流
一种基于真空吸铸的非晶合金微细零件的制备方法及装置.pdf
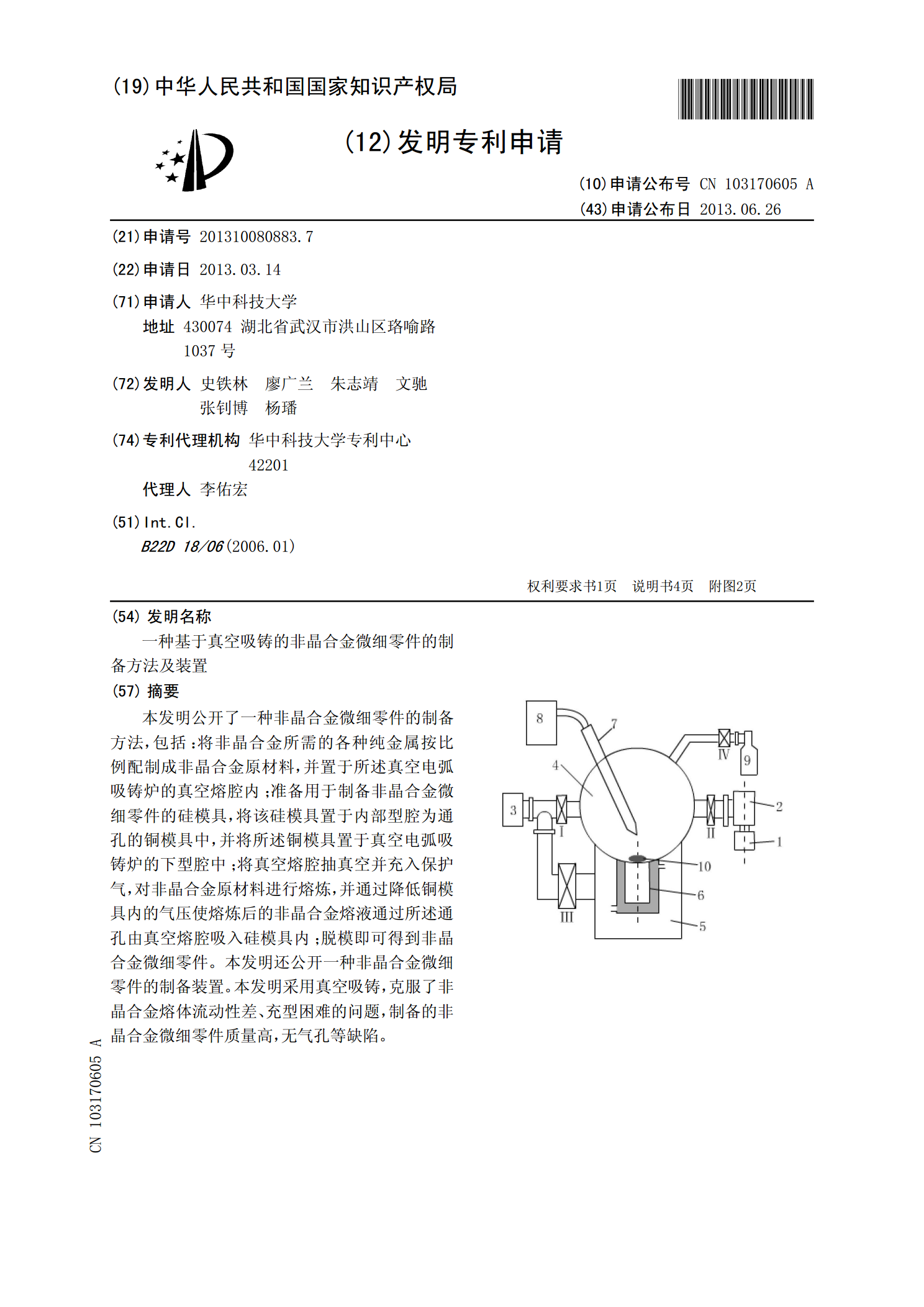
本发明公开了一种非晶合金微细零件的制备方法,包括:将非晶合金所需的各种纯金属按比例配制成非晶合金原材料,并置于所述真空电弧吸铸炉的真空熔腔内;准备用于制备非晶合金微细零件的硅模具,将该硅模具置于内部型腔为通孔的铜模具中,并将所述铜模具置于真空电弧吸铸炉的下型腔中;将真空熔腔抽真空并充入保护气,对非晶合金原材料进行熔炼,并通过降低铜模具内的气压使熔炼后的非晶合金熔液通过所述通孔由真空熔腔吸入硅模具内;脱模即可得到非晶合金微细零件。本发明还公开一种非晶合金微细零件的制备装置。本发明采用真空吸铸,克服了非晶合金