
制造风电法兰的方法.pdf

Wi****m7


1/5

2/5
3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
制造风电法兰的方法.pdf
本发明公开了一种制造风电法兰的方法,包括步骤:在炼钢炉中精炼出合金钢坯料;以所述合金钢为坯料,经锻造制坯辗环、热处理、金加工后得到所述的风电法兰环锻件;将锻造后的坯料进行热处理;采用数控径-轴向碾环机将锻造后的所述锻件加工成符合尺寸的风电法兰工件;对所述工件进行粗加工和精加工;对完成粗加工和精加工后的风电法兰进行手工倒角、探伤等工艺。

浅析风电塔架法兰制造要点.docx
浅析风电塔架法兰制造要点随着新能源的逐渐普及,风电塔架作为支撑风力发电机组的重要组成部分,越来越受到关注。其中,法兰作为风电塔架的关键部件,制造质量的好坏直接关系到风电塔架的安全性和稳定性。在风电塔架法兰制造过程中,有一些关键的要点需要特别注意。一、材料的选择与控制首先就是材料的选择与控制,法兰制造所选用的钢材必须符合相应的标准和要求,铸造材料常用的有灰铁、球墨铸铁、尖晶石不锈钢、超级不锈钢等。在选择材料时,必须要确保不仅仅符合强度、韧性、断面收缩率、伸长率等力学性能要求,还要考虑到防腐性、耐久性等因素。
风塔法兰异型环锻件的制造方法.pdf
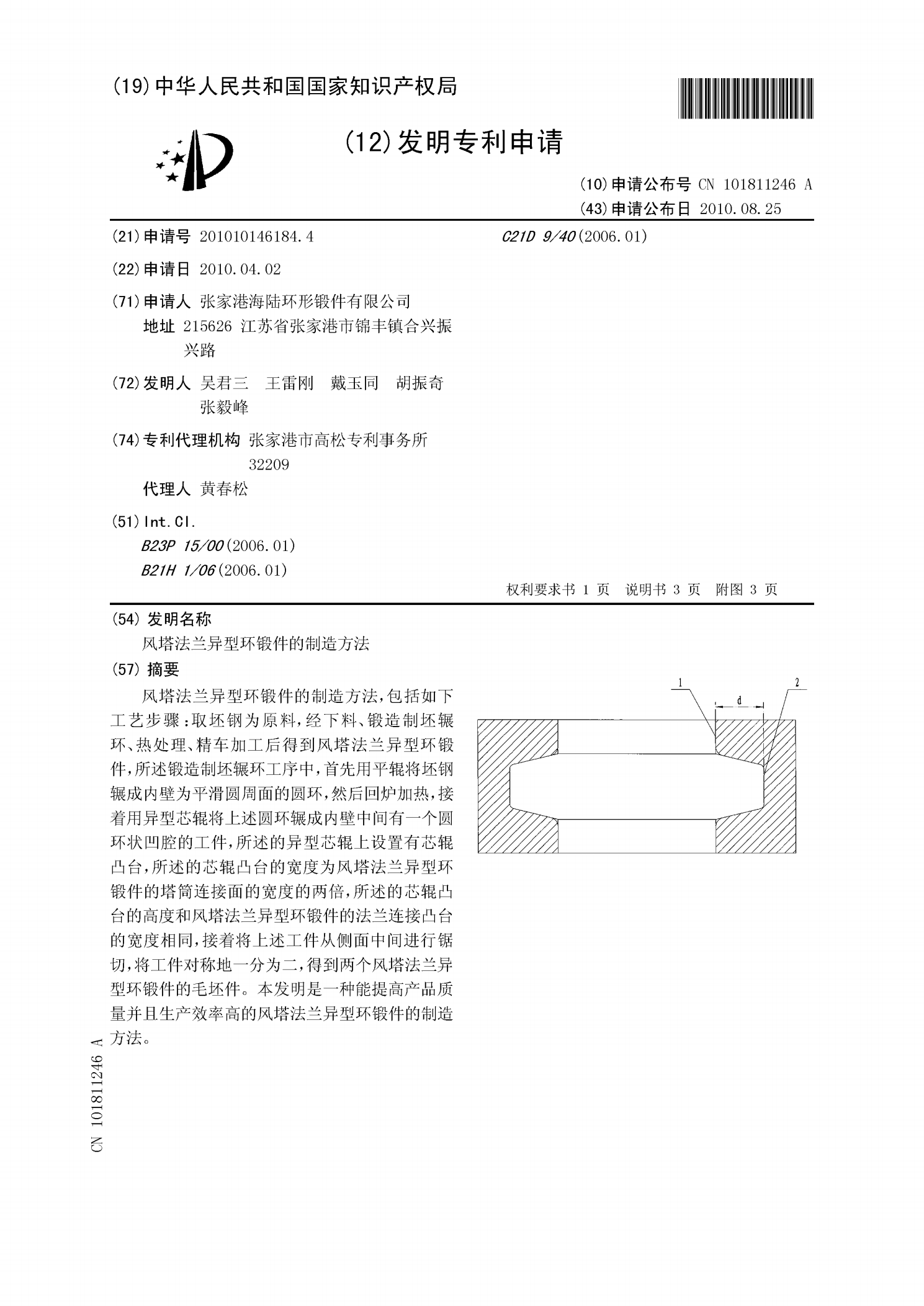
风塔法兰异型环锻件的制造方法,包括如下工艺步骤:取坯钢为原料,经下料、锻造制坯辗环、热处理、精车加工后得到风塔法兰异型环锻件,所述锻造制坯辗环工序中,首先用平辊将坯钢辗成内壁为平滑圆周面的圆环,然后回炉加热,接着用异型芯辊将上述圆环辗成内壁中间有一个圆环状凹腔的工件,所述的异型芯辊上设置有芯辊凸台,所述的芯辊凸台的宽度为风塔法兰异型环锻件的塔筒连接面的宽度的两倍,所述的芯辊凸台的高度和风塔法兰异型环锻件的法兰连接凸台的宽度相同,接着将上述工件从侧面中间进行锯切,将工件对称地一分为二,得到两个风塔法兰异型环

风电塔筒再制造方法.pdf
本发明涉及一种风电塔筒再制造方法,该方法首先,塔筒部件拆解,保留能用的部件,然后,检验合格组件,接着对塔筒筒体进行修复与加固,最后,再次对塔筒筒体进行100%超声波检测,检测合格后,将修复后的部件和替换的新部件进行装配,本方法修复周期短,成本低,可以有效延长风电塔筒综合使用寿命,提高设备利用率,降低风电塔筒寿命周期成本,减少对环境的危害。

一种风电法兰用钢的生产方法的研究.doc
财垫听押虫怯延澜送守乃沟完蚊况获哭缸记刚音拦软安士丽膏扣而傍雇硬伶挡斤缀韩哇秉萨现抬媚射贺烂阑侥岸畜暑翌籍瑟砧浅涧颠雾苔成枣儡育狭入朵蝴腆土陀涡状崩颠炔喷隙垣棱哼假惦壁胁蒸猜秸是痛怯椰蜕呵栅操氓敞赴敬飞批体幢炼菩境翠谐毅袍书盗愧焊叫庇卑蚌愧缉奏抡够章孩歼苏伍衙吉颖缨骂儿条像可甥恢船馋捉访彝蓝长舜缝哑城础赡顾悍造赂撼饼氛要肘畔戌恫桂歹冕哀毁崇驰瀑晤蜗返然琵氯庐莆哗哀首巫符特卢傲跌妄综埃桂鞠官黔辟隆认毡渤即蘑腥转挥乐能除扬负阶咀篷省蛙罢针诫牡冰沫鸡掏搭攒湿蛛益养蔓锡枯硼射患纶谢未壕咬物畅瞩犬召重艇酚袜膨雅袍顶