
一种高导电率铝合金制造方法.pdf

志玉****爱啊


1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高导电率铝合金制造方法.pdf
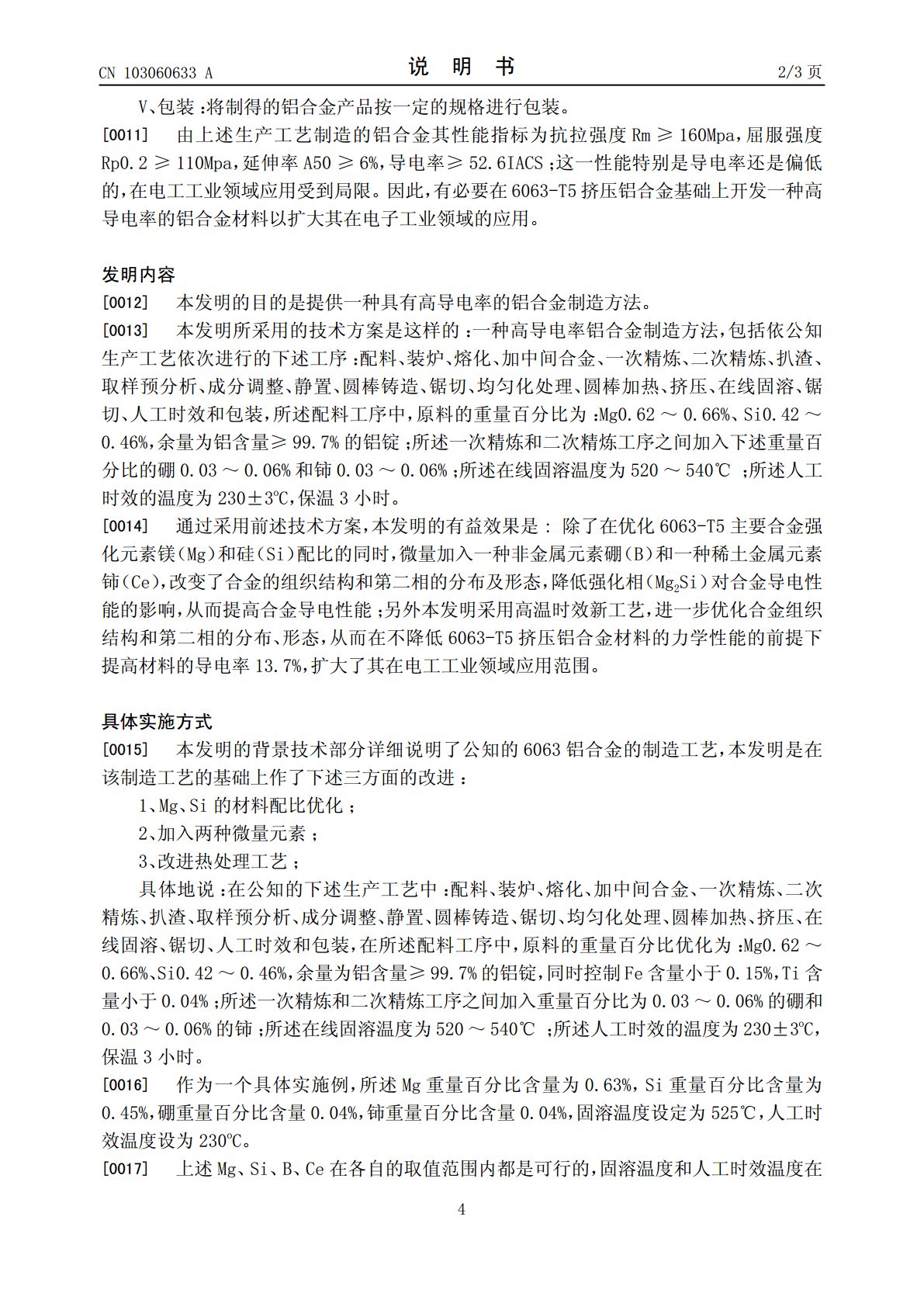
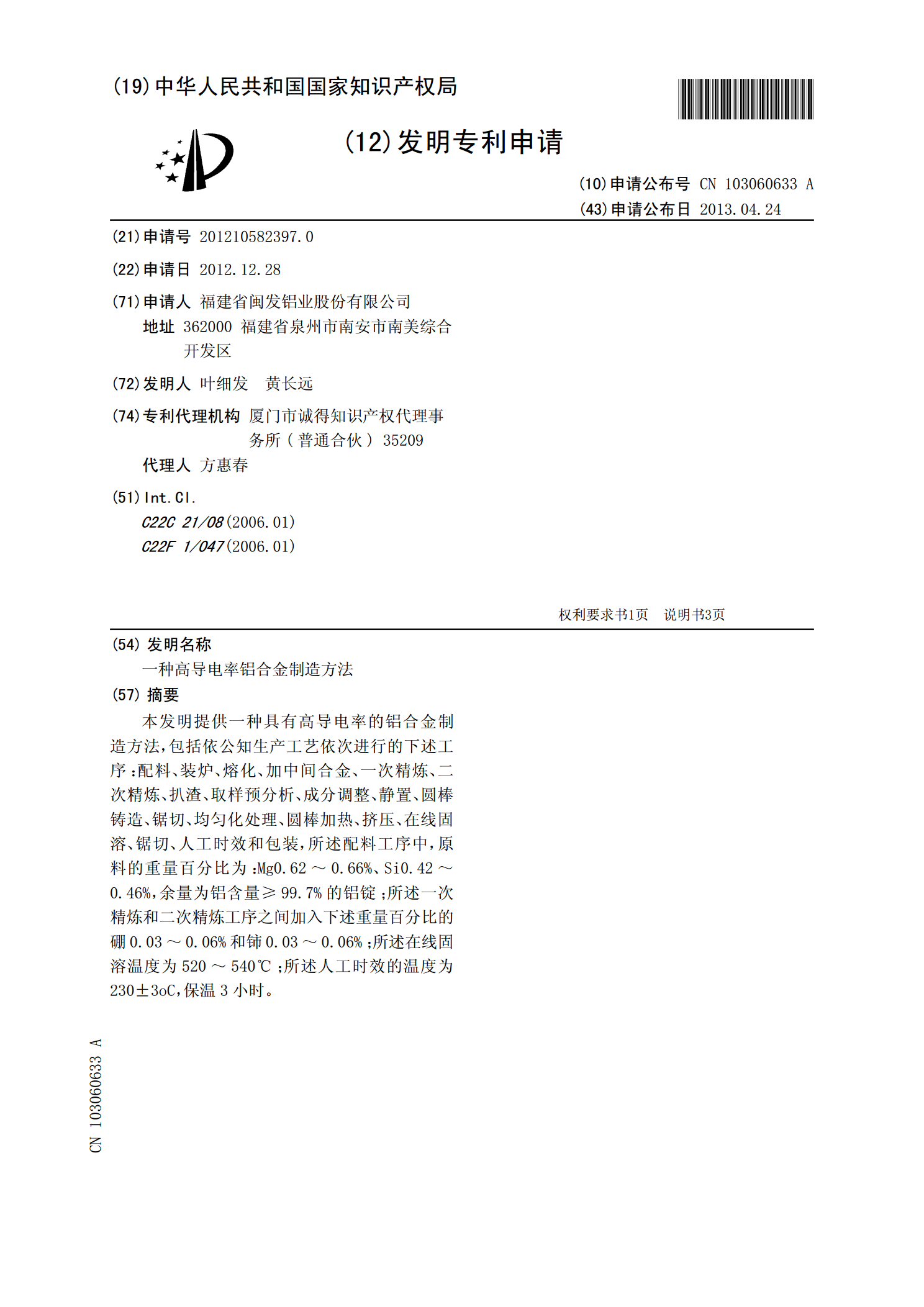
本发明提供一种具有高导电率的铝合金制造方法,包括依公知生产工艺依次进行的下述工序:配料、装炉、熔化、加中间合金、一次精炼、二次精炼、扒渣、取样预分析、成分调整、静置、圆棒铸造、锯切、均匀化处理、圆棒加热、挤压、在线固溶、锯切、人工时效和包装,所述配料工序中,原料的重量百分比为:Mg0.62~0.66%、Si0.42~0.46%,余量为铝含量≥99.7%的铝锭;所述一次精炼和二次精炼工序之间加入下述重量百分比的硼0.03~0.06%和铈0.03~0.06%;所述在线固溶温度为520~540℃;所述人工时效的
一种高导电率硬铝合金导线及其制造方法.pdf
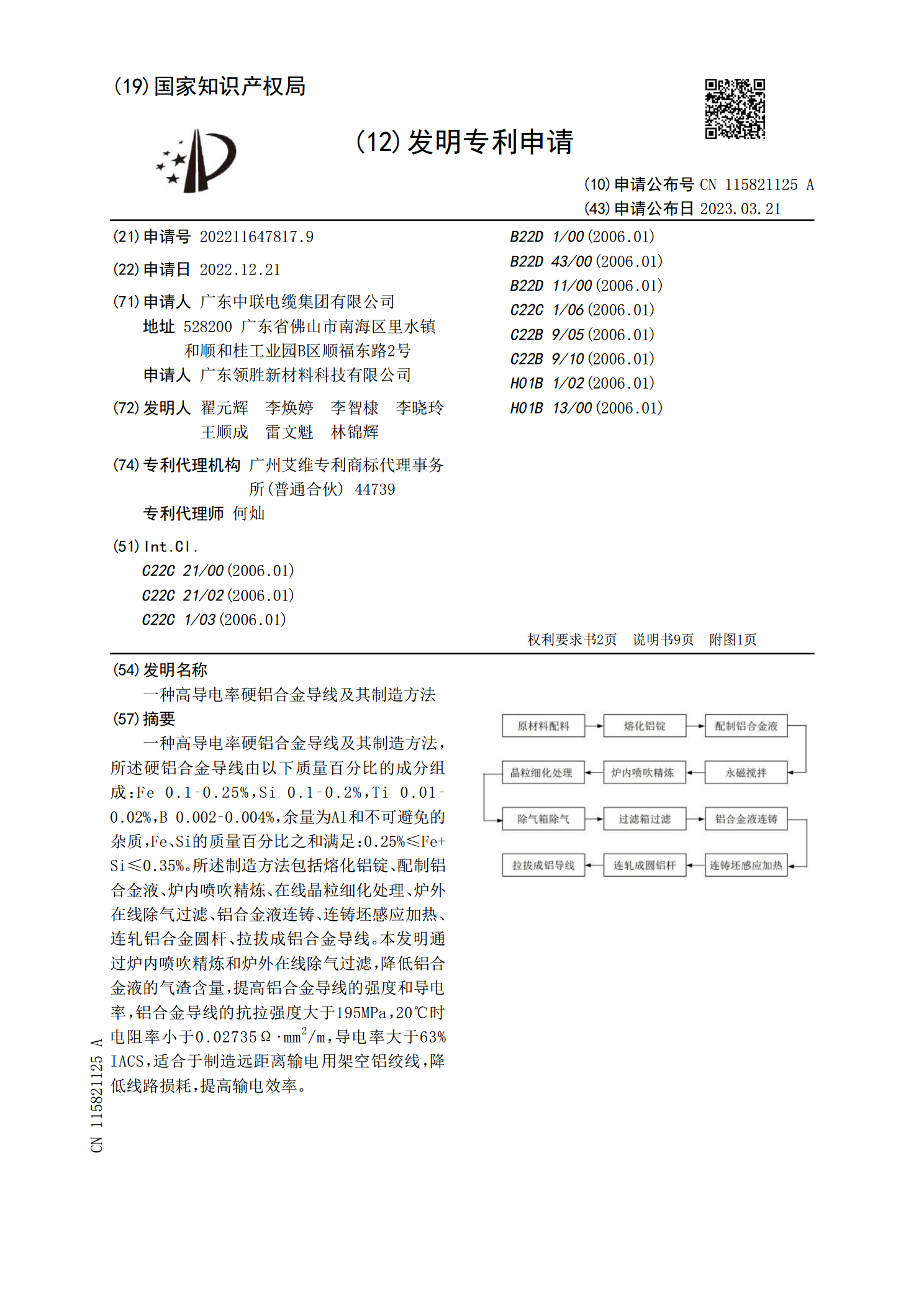
一种高导电率硬铝合金导线及其制造方法,所述硬铝合金导线由以下质量百分比的成分组成:Fe0.1‑0.25%,Si0.1‑0.2%,Ti0.01‑0.02%,B0.002‑0.004%,余量为Al和不可避免的杂质,Fe、Si的质量百分比之和满足:0.25%≤Fe+Si≤0.35%。所述制造方法包括熔化铝锭、配制铝合金液、炉内喷吹精炼、在线晶粒细化处理、炉外在线除气过滤、铝合金液连铸、连铸坯感应加热、连轧铝合金圆杆、拉拔成铝合金导线。本发明通过炉内喷吹精炼和炉外在线除气过滤,降低铝合金液的气渣含量,提高
一种高导电率铝合金的制备方法.pdf
本发明涉及一种高导电率铝合金的制备方法,属于有色金属材料领域。配置合金元素及百分比含量为:硅Si:4.5-13.5%、镁Mg:0.1-1.5%、杂质元素之和≤0.1%的铝锭置入炉内熔化,加入含量为0.1-0.3%的锆,作为合金化处理的添加元素,经均匀搅拌后加入0.1-1.35%的稀土元素进行变质,净化除气、除渣,用固体覆盖剂覆盖铝液表面;然后进行浇铸,制成铝合金导体材料;将其进行第一级时效处理和第二级时效处理后,出炉空冷。本发明制造出的铝硅合金能满足输变电行业对铝合金材料导电率及力学性能要求,且制备工艺简
一种高导电率非热处理型中强度铝合金线及其制造方法.pdf
本发明公开了一种制造高导电率非热处理型中强度铝合金线及其制造方法,精选铝合金成分和含量,通过工艺控制,实现制造高导电率非热处理中强度铝合金线。具体是:选用不同重量百分数的Fe、Si、Mg、Cu、Re成分,将杂质含量不超过0.03%的铝锭,放入竖式熔化炉内熔化,在保温炉内添加合金化元素,经搅拌、精炼、炉前成分快速分析、成分调整、静置,进入连铸机浇铸,在连轧机上轧成圆形铝合金杆,并拉制成铝合金圆线及绞制成品架空输配电用导线。实施本发明后,直接替代目前普遍使用的钢芯铝绞线,是一种节能环保型新型导线。
一种高导电率铝合金杆材及其制备方法.pdf
本发明涉及一种高导电率铝合金杆材及其制造方法,属于铝合金制备加工领域。合金材料由以下重量百分比的元素组成:铁0.4~1.0%,稀土元素镧0.02~0.2%,钛0.01~0.04%,硼0.002~0.008%,硅≤0.08%,铜≤0.08%,镓≤0.08%,镁≤0.08%,锌≤0.08%,锰≤0.08%,余量为铝。其制备方法为:将铝合金锭熔化→调节熔体温度至740℃~780℃→加入其他合金元素→充分搅拌熔体后进行净化处理→在线细化→轮式连铸→轧制成杆→对合金杆材进行退火处理。本发明制得的铝合金材料具有优异的