
一种精密铸造用熔融石英粉的制备方法及利用该方法生产的石英粉.pdf

是你****优呀


1/7
2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种精密铸造用熔融石英粉的制备方法及利用该方法生产的石英粉.pdf
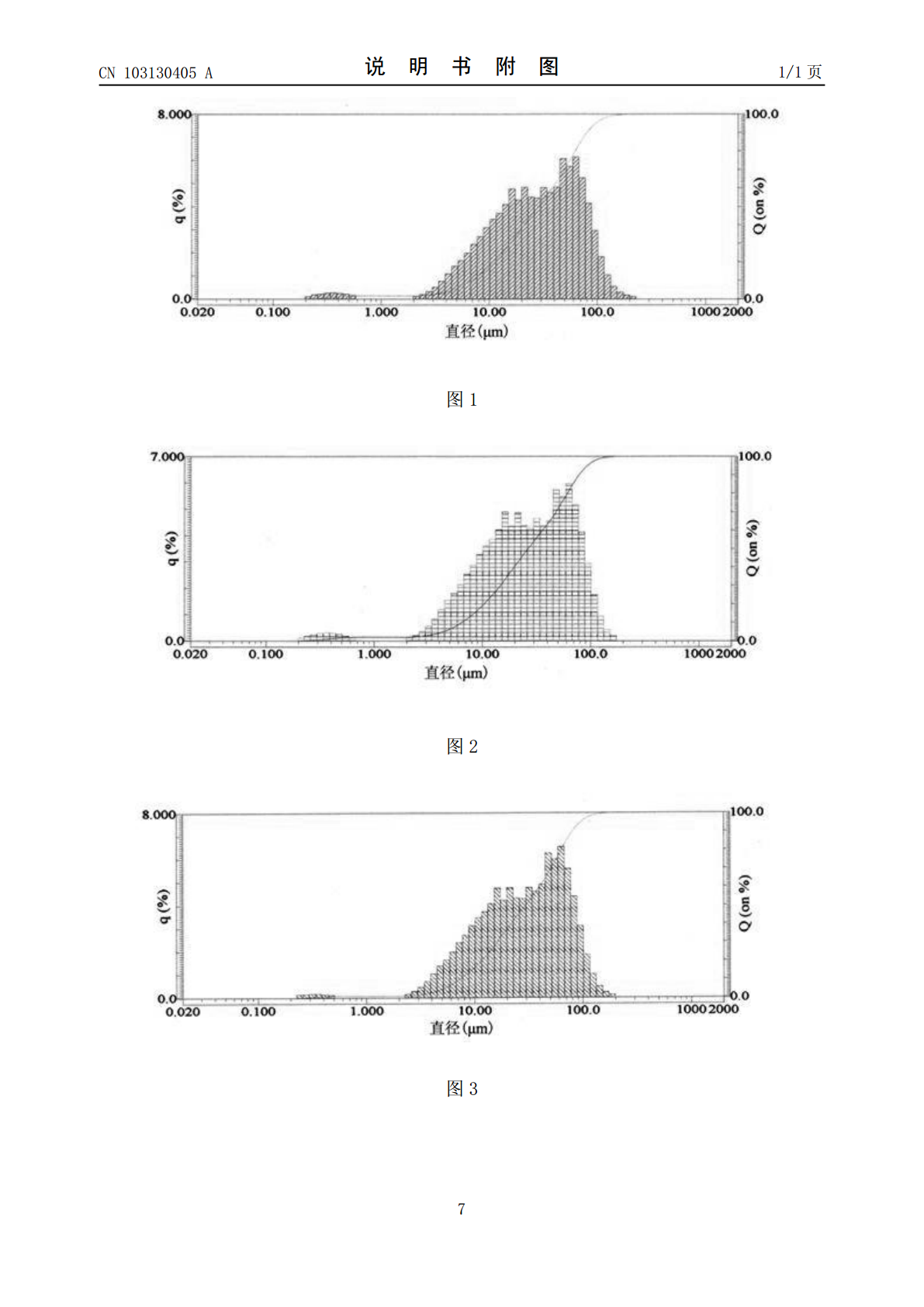
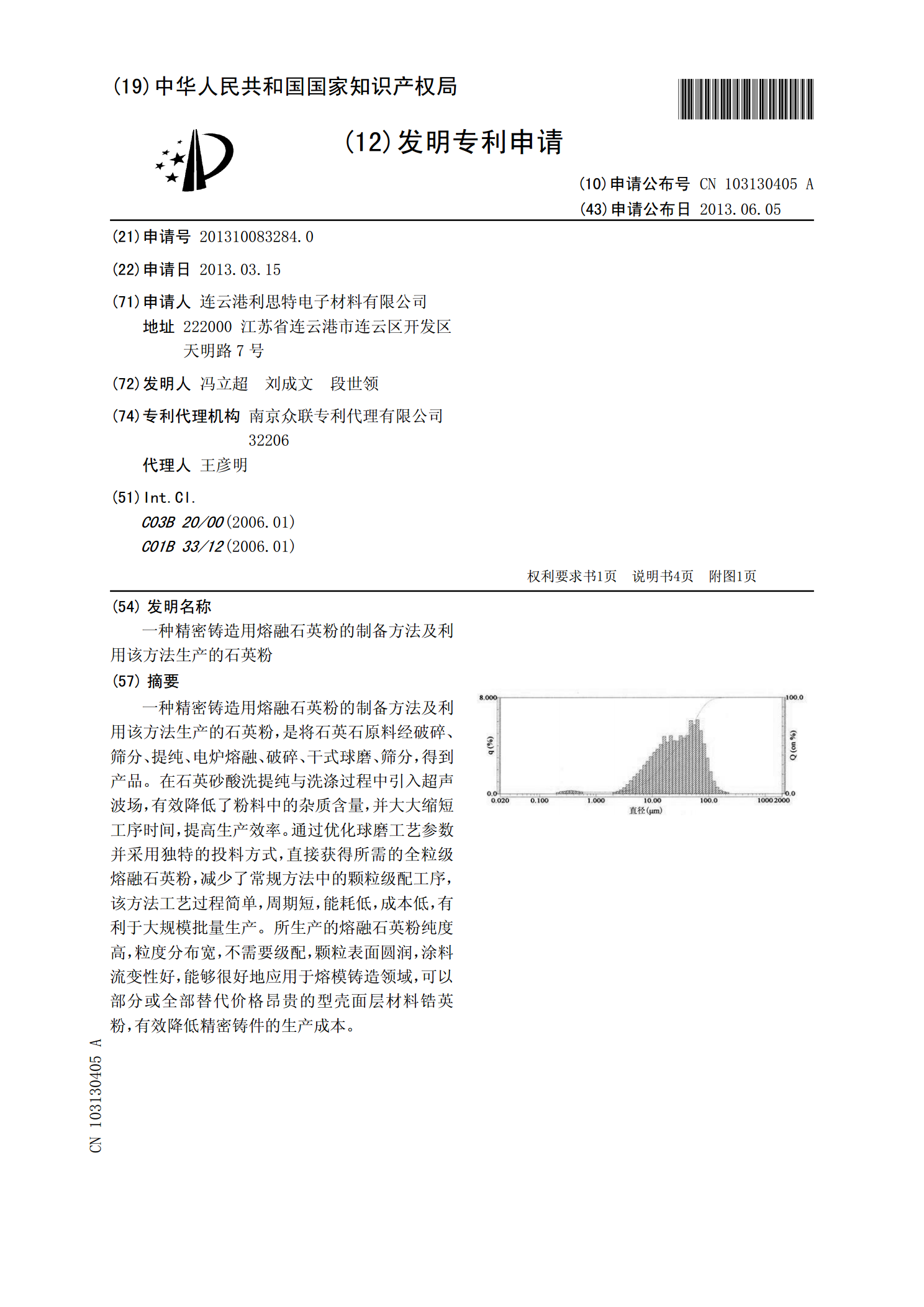
一种精密铸造用熔融石英粉的制备方法及利用该方法生产的石英粉,是将石英石原料经破碎、筛分、提纯、电炉熔融、破碎、干式球磨、筛分,得到产品。在石英砂酸洗提纯与洗涤过程中引入超声波场,有效降低了粉料中的杂质含量,并大大缩短工序时间,提高生产效率。通过优化球磨工艺参数并采用独特的投料方式,直接获得所需的全粒级熔融石英粉,减少了常规方法中的颗粒级配工序,该方法工艺过程简单,周期短,能耗低,成本低,有利于大规模批量生产。所生产的熔融石英粉纯度高,粒度分布宽,不需要级配,颗粒表面圆润,涂料流变性好,能够很好地应用于熔模

一种高纯熔融石英粉的制备方法.pdf
本发明涉及新型耐火材料的技术领域,公开了一种高纯熔融石英粉的制备方法,包括以下步骤:破碎;棒摩擦洗、水洗、分级脱泥;重复磁选;浮选;循环酸洗;烘干;熔炼;破碎成熔融石英砂,将熔融石英砂进行球磨、分级,得到低铁熔融石英粉。本发明采用循环酸洗,选择最优的酸洗条件去除了金属杂质、纯化效果好;本发明进行重复磁选,磁选效果好;采用内热式石英玻璃连续电熔炉、无需保护气,降低了成本,对环境友好;解决了设备磨损和产品铁质污染问题,避免对高纯石英粉的二次污染。得到的熔融石英粉料中SiO2含量为99.999%、纯度高、质量好
一种高纯度熔融石英粉的制备方法及其熔融炉.pdf
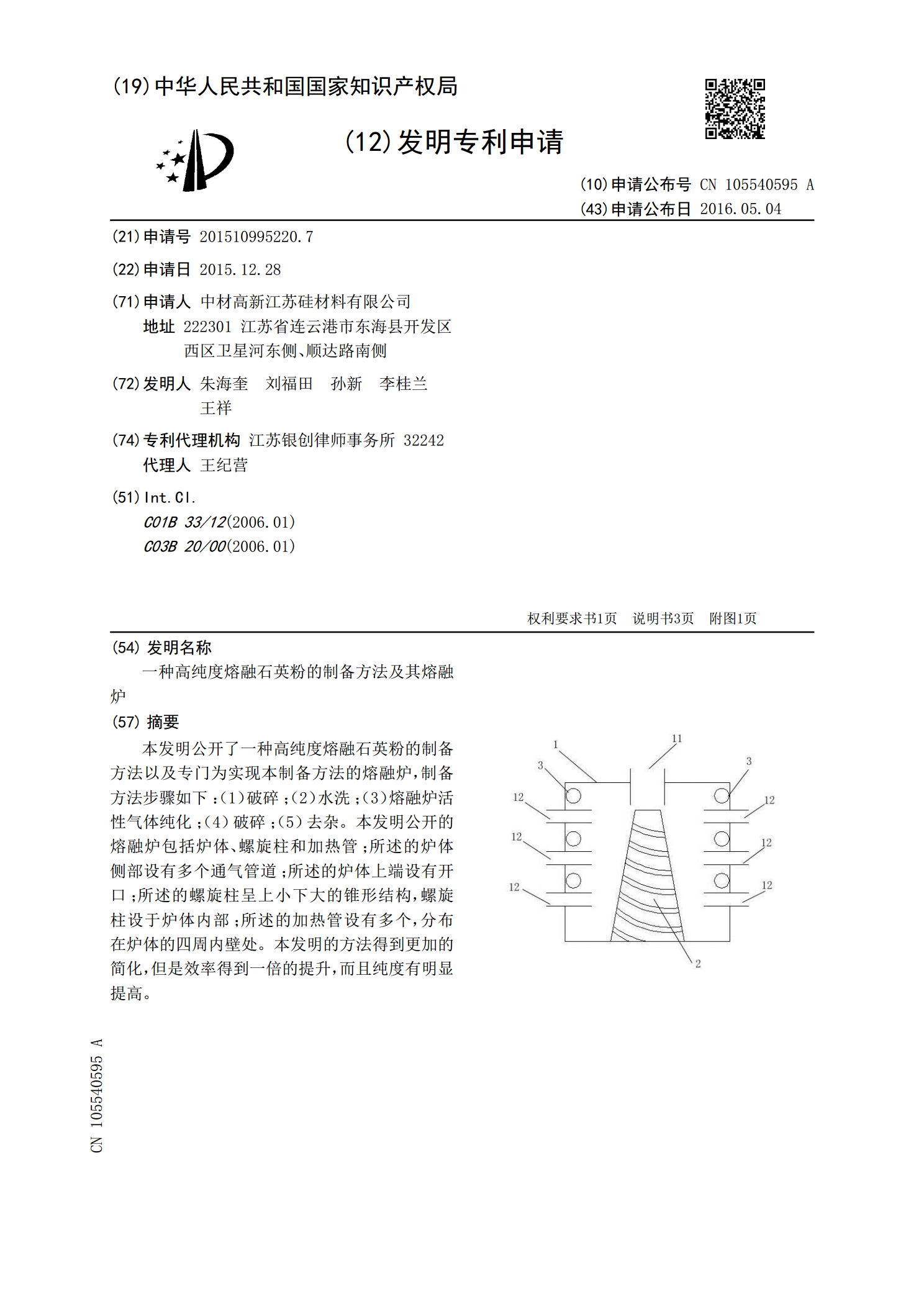
本发明公开了一种高纯度熔融石英粉的制备方法以及专门为实现本制备方法的熔融炉,制备方法步骤如下:(1)破碎;(2)水洗;(3)熔融炉活性气体纯化;(4)破碎;(5)去杂。本发明公开的熔融炉包括炉体、螺旋柱和加热管;所述的炉体侧部设有多个通气管道;所述的炉体上端设有开口;所述的螺旋柱呈上小下大的锥形结构,螺旋柱设于炉体内部;所述的加热管设有多个,分布在炉体的四周内壁处。本发明的方法得到更加的简化,但是效率得到一倍的提升,而且纯度有明显提高。
高纯熔融石英粉体材料的制备方法.pdf
本发明公开了一种高纯熔融石英粉体材料的制备方法,其步骤包括:首先对脉石英原矿进行综合除杂,即粗破、人工拣选、静电除杂、细碎筛选、高梯度磁选、酸洗除杂、清洗晾干得到纯净的石英砂;然后将纯净的石英砂放入活性气体熔融炉纯化,即在高温熔融炉内通以活性气体,得到高纯熔融石英块;最后利用离心式破碎机将熔融石英块破碎成粉料,将粉料经过高梯度磁选,得到高纯熔融石英粉料。通过本发明的方法,可以得到纯度高达99.99%的石英粉末。
一种太阳能多晶硅铸锭用低铁熔融石英粉的制备方法.pdf
本发明公开了一种太阳能多晶硅铸锭用低铁熔融石英粉的制备方法,包括以下步骤:破碎;棒摩擦洗、水洗、分级脱泥;重复磁选;浮选;循环酸洗;烘干;熔炼;破碎成熔融石英砂,将熔融石英砂进行球磨、分级,得到低铁熔融石英粉。本发明采用循环酸洗,选择最优的酸洗条件去除了金属杂质、纯化效果好;本发明进行重复磁选,磁选效果好;本发明采用内热式石英玻璃连续电熔炉、无需保护气,降低了成本和能耗,对环境友好;从各个方面降低对石英粉的污染,解决了设备磨损和产品铁质污染问题。通过本发明的制备方法得到的熔融石英粉料中SiO2含量为99.