
一种玻璃和可伐合金的激光封接方法.pdf

是你****噩呀


1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种玻璃和可伐合金的激光封接方法.pdf
本发明公开了一种玻璃和可伐合金的激光封接方法,包括如下步骤:(a)将玻璃进行洁净化处理,将可伐合金进行脱脂去油处理;(b)将玻璃放置于可伐合金上,并使玻璃和可伐合金紧密接触;(c)使用激光器进行直线照射,激光束的焦点位于玻璃与可伐合金交界处;得到封接体;(d)将封接体移至100~300℃的加热炉中进行去应力退火,随炉冷却至室温后,即可得到玻璃和可伐合金的封接体。本发明通过优化工艺参数、精确控制热作用区及区内的温度分布,控制脉宽、频率、扫描速度及去应力退火温度,获得了低应力大尺寸的玻璃与可伐合金的封接体,可
一种玻璃封接可伐合金真空热处理工艺.pdf
一种玻璃封接可伐合金真空热处理工艺,其包含以下步骤:将4J29可伐合金在真空炉中进行热处理,处理过程中采用真空氢气振荡的方式,即抽真空至真空范围上限时,抽真空停止并通入氢气;通气至真空范围下限时,停止通气并开始抽真空,如此进行循环。此热处理工艺可有效净化合金表面、消除应力,稳定膨胀系数,在除气发面明显优于传统的“烧氢”处理,而且没有渗氢的危险。

高硼硅硬质玻璃与可伐合金直接匹配封接方法.pdf
本发明公开了一种高硼硅硬质玻璃与可伐合金直接匹配封接方法,该方法首先(1)取膨胀系数为3.0×10-6/K的可伐合金,先进行表面喷砂毛化处理,然后将喷砂毛化处理过的可伐合金置于烧氢炉进行烧氢处理;然后将烧氢处理的可伐合金与高硼硅玻璃在1200℃~1300℃高温条件下进行封接。本发明提供的制备方法,可操作性强,工艺设计合理,能够实现高硼硅硬质玻璃与可伐合金的直接匹配封接,可大大简化原封接技术采用4种膨胀系数介于3.3高硼硅玻璃外管和4J29可伐合金的过渡玻璃进行过渡封接步骤,生产效率更高,产品的质量更高,生
一种用于储能焊接的可伐合金-玻璃封接工艺.pdf
本发明提供了一种用于储能焊接的可伐合金‑玻璃封接工艺,该方法为:采用链式预氧化炉及链式烧结炉,通过不同烧结工艺得出适用于储能焊接的可伐合金‑玻璃封接件的最佳参数。对可伐合金进行联合除油、可伐合金基体进行预氧化,可伐合金与玻璃进行封接,封接件进行电镀,封接件与盖板进行储能焊接,通过调整链式预氧化炉及链式烧结炉参数,得出适用于储能焊接的可伐合金‑玻璃封接工艺。所获得的可伐合金‑玻璃封接件具有高密封、强冲击、耐腐蚀等优良性能,镀金件外观细致平整,镀层厚度均匀,结合力较好,能够满足储能焊接等综合性能的要求。实验和
一种可伐合金与硬质玻璃的烧接工艺.pdf
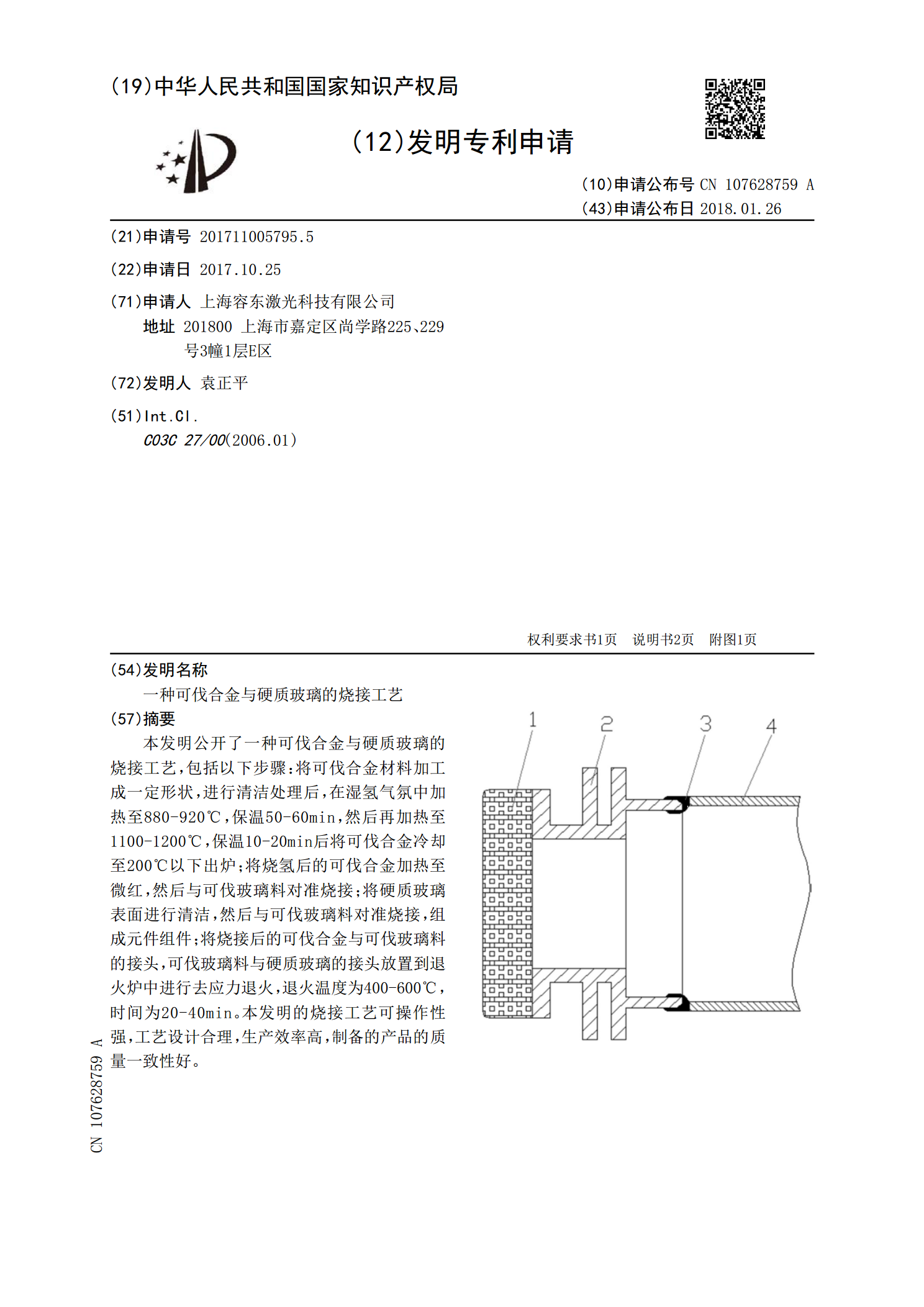
本发明公开了一种可伐合金与硬质玻璃的烧接工艺,包括以下步骤:将可伐合金材料加工成一定形状,进行清洁处理后,在湿氢气氛中加热至880‑920℃,保温50‑60min,然后再加热至1100‑1200℃,保温10‑20min后将可伐合金冷却至200℃以下出炉;将烧氢后的可伐合金加热至微红,然后与可伐玻璃料对准烧接;将硬质玻璃表面进行清洁,然后与可伐玻璃料对准烧接,组成元件组件;将烧接后的可伐合金与可伐玻璃料的接头,可伐玻璃料与硬质玻璃的接头放置到退火炉中进行去应力退火,退火温度为400‑600℃,时间为20‑4