
一种粘结相的碳化钨硬质合金及其制备方法.pdf

爱欢****23


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种粘结相的碳化钨硬质合金及其制备方法.pdf
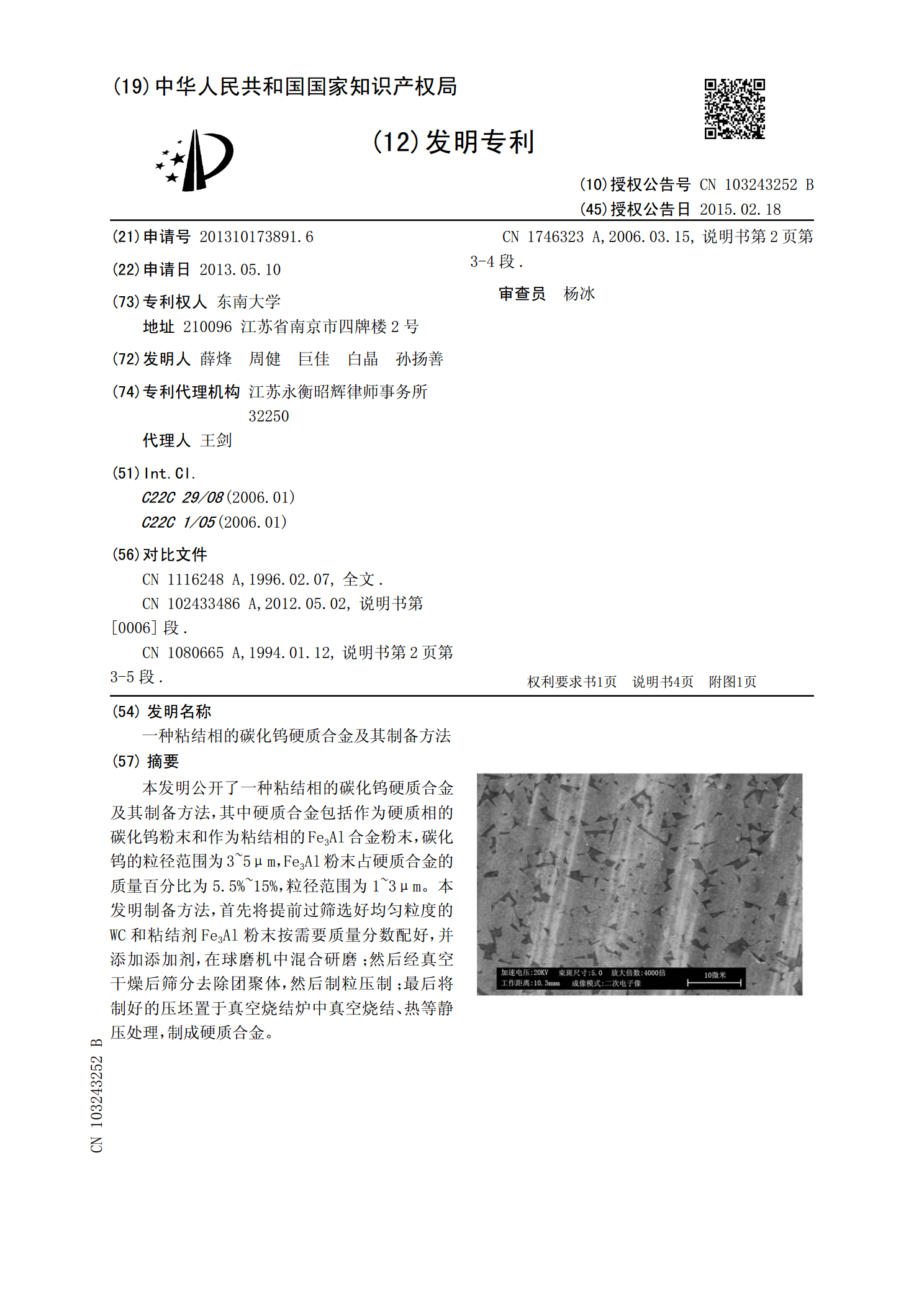
本发明公开了一种粘结相的碳化钨硬质合金及其制备方法,其中硬质合金包括作为硬质相的碳化钨粉末和作为粘结相的Fe3Al合金粉末,碳化钨的粒径范围为3~5μm,Fe3Al粉末占硬质合金的质量百分比为5.5%~15%,粒径范围为1~3μm。本发明制备方法,首先将提前过筛选好均匀粒度的WC和粘结剂Fe3Al粉末按需要质量分数配好,并添加添加剂,在球磨机中混合研磨;然后经真空干燥后筛分去除团聚体,然后制粒压制;最后将制好的压坯置于真空烧结炉中真空烧结、热等静压处理,制成硬质合金。
一种碳化钨基无粘结相硬质合金的制备方法.pdf
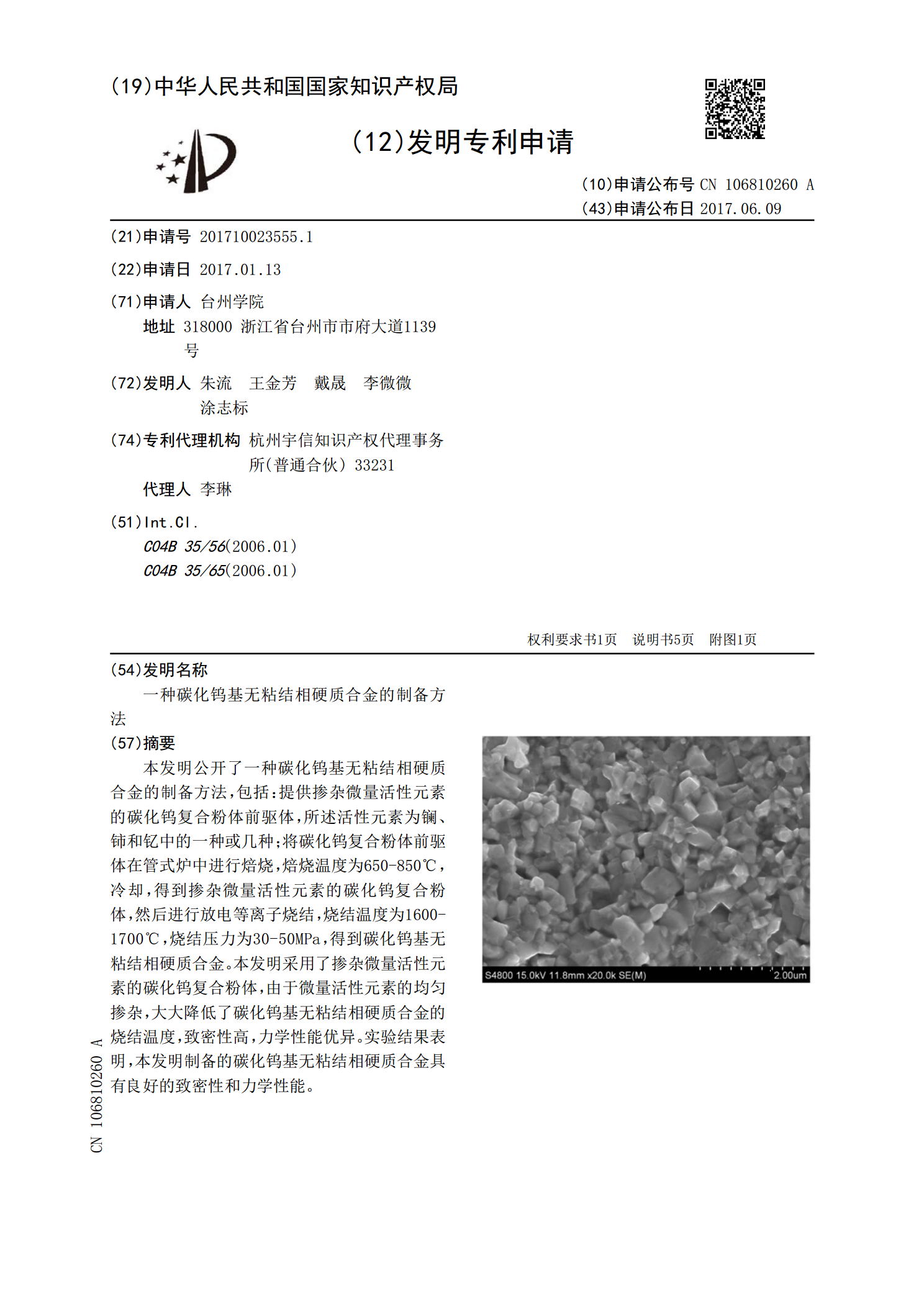
本发明公开了一种碳化钨基无粘结相硬质合金的制备方法,包括:提供掺杂微量活性元素的碳化钨复合粉体前驱体,所述活性元素为镧、铈和钇中的一种或几种;将碳化钨复合粉体前驱体在管式炉中进行焙烧,焙烧温度为650‑850℃,冷却,得到掺杂微量活性元素的碳化钨复合粉体,然后进行放电等离子烧结,烧结温度为1600‑1700℃,烧结压力为30‑50MPa,得到碳化钨基无粘结相硬质合金。本发明采用了掺杂微量活性元素的碳化钨复合粉体,由于微量活性元素的均匀掺杂,大大降低了碳化钨基无粘结相硬质合金的烧结温度,致密性高,力学性能优
一种无粘结相纳米碳化钨硬质合金的制备方法.pdf
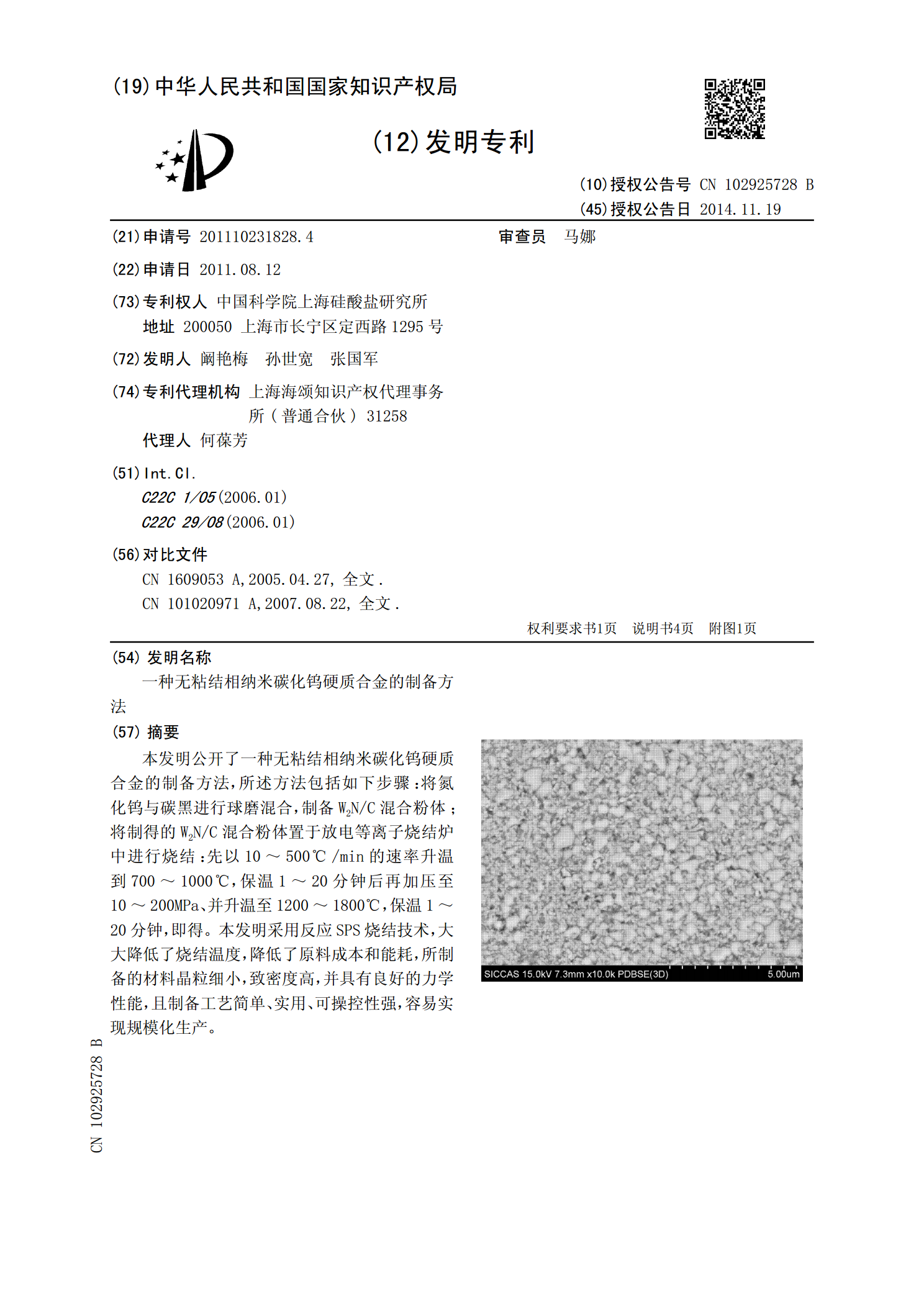
本发明公开了一种无粘结相纳米碳化钨硬质合金的制备方法,所述方法包括如下步骤:将氮化钨与碳黑进行球磨混合,制备W2N/C混合粉体;将制得的W2N/C混合粉体置于放电等离子烧结炉中进行烧结:先以10~500℃/min的速率升温到700~1000℃,保温1~20分钟后再加压至10~200MPa、并升温至1200~1800℃,保温1~20分钟,即得。本发明采用反应SPS烧结技术,大大降低了烧结温度,降低了原料成本和能耗,所制备的材料晶粒细小,致密度高,并具有良好的力学性能,且制备工艺简单、实用、可操控性强,容易实
无粘结相硬质合金及其制备方法.pdf
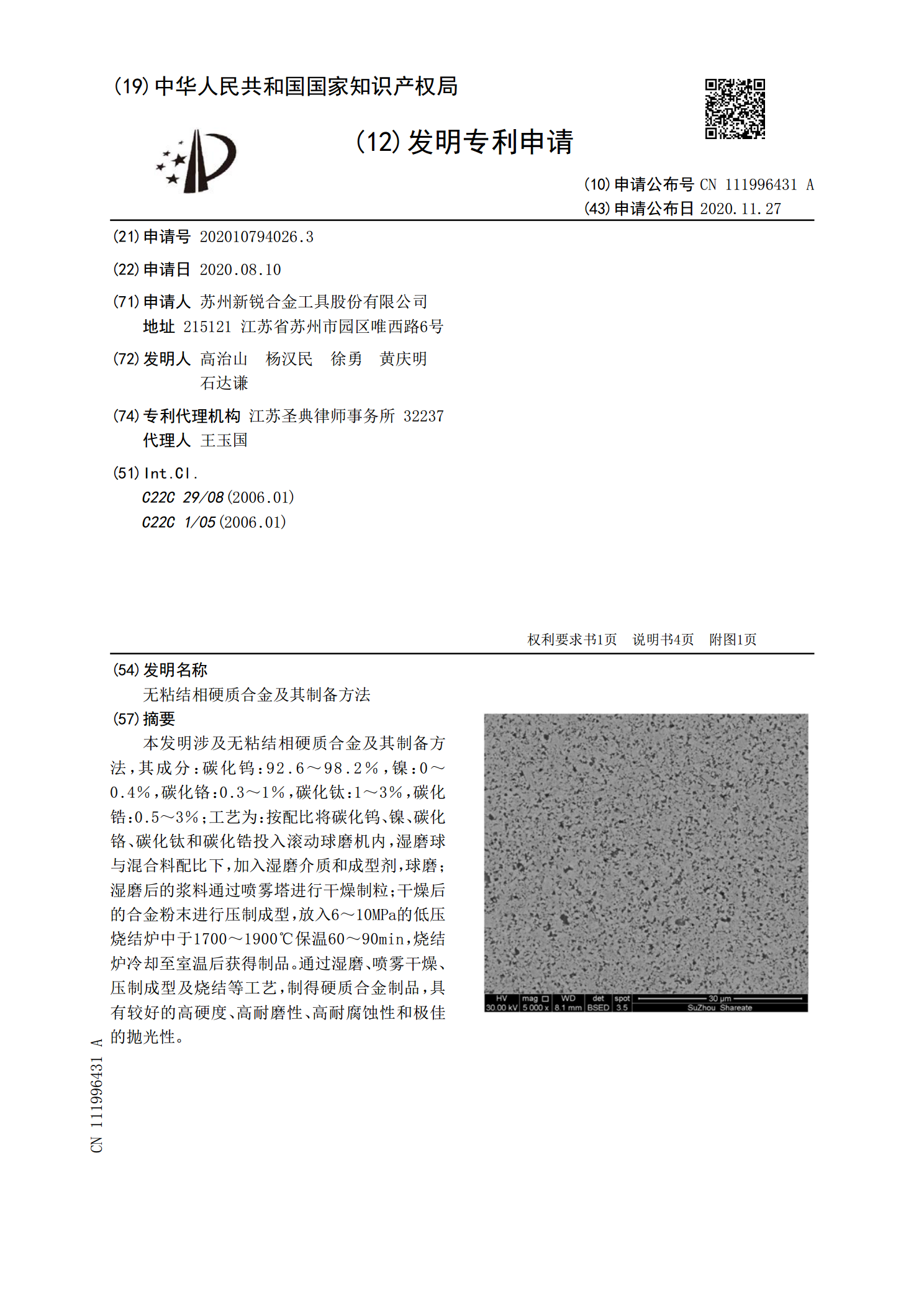
本发明涉及无粘结相硬质合金及其制备方法,其成分:碳化钨:92.6~98.2%,镍:0~0.4%,碳化铬:0.3~1%,碳化钛:1~3%,碳化锆:0.5~3%;工艺为:按配比将碳化钨、镍、碳化铬、碳化钛和碳化锆投入滚动球磨机内,湿磨球与混合料配比下,加入湿磨介质和成型剂,球磨;湿磨后的浆料通过喷雾塔进行干燥制粒;干燥后的合金粉末进行压制成型,放入6~10MPa的低压烧结炉中于1700~1900℃保温60~90min,烧结炉冷却至室温后获得制品。通过湿磨、喷雾干燥、压制成型及烧结等工艺,制得硬质合金制品,具有

一种无粘结相硬质合金的制备方法.pdf
本发明涉及一种无粘结相硬质合金的制备方法,主要包括以下步骤:混料:将WC粉、TiC粉、TaC粉和成形剂按照一定比例称量,进行球磨干燥;模压成型:将混合后的粉末通过自动成型机进行模压成型;真空烧结:在一定温度下采取真空烧结进行预烧结;热等静压烧结:预烧结后的坯体放入热等静压炉中进行热等静压烧结促进致密化。本发明技术可以获得高致密甚至全致密的无粘结相硬质合金产品,材料致密度可达理论密度的99.9%,有利于提升材料性能。