
一种无缝冲压弯头的生产方法.pdf

戊午****jj


1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种无缝冲压弯头的生产方法.pdf
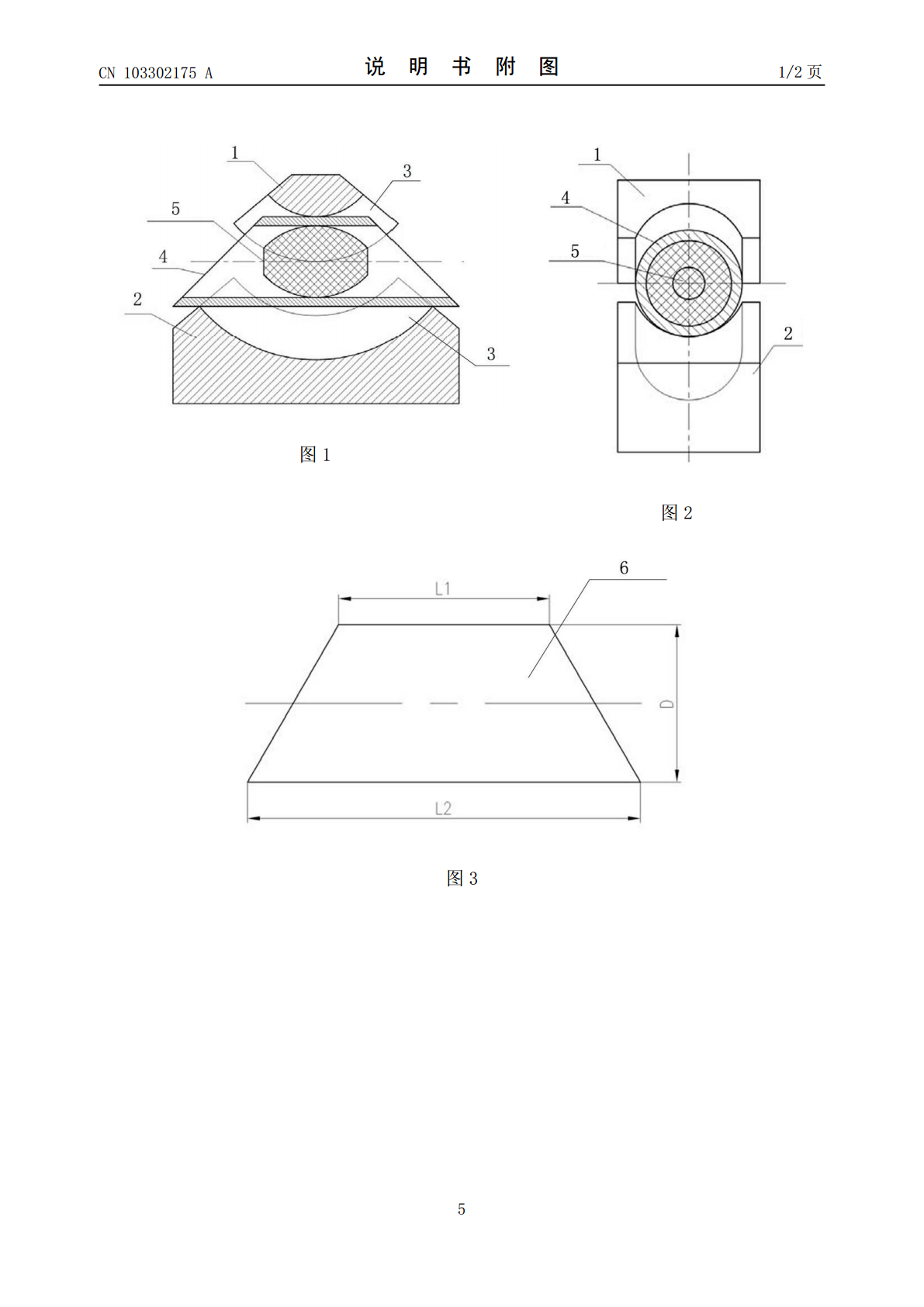
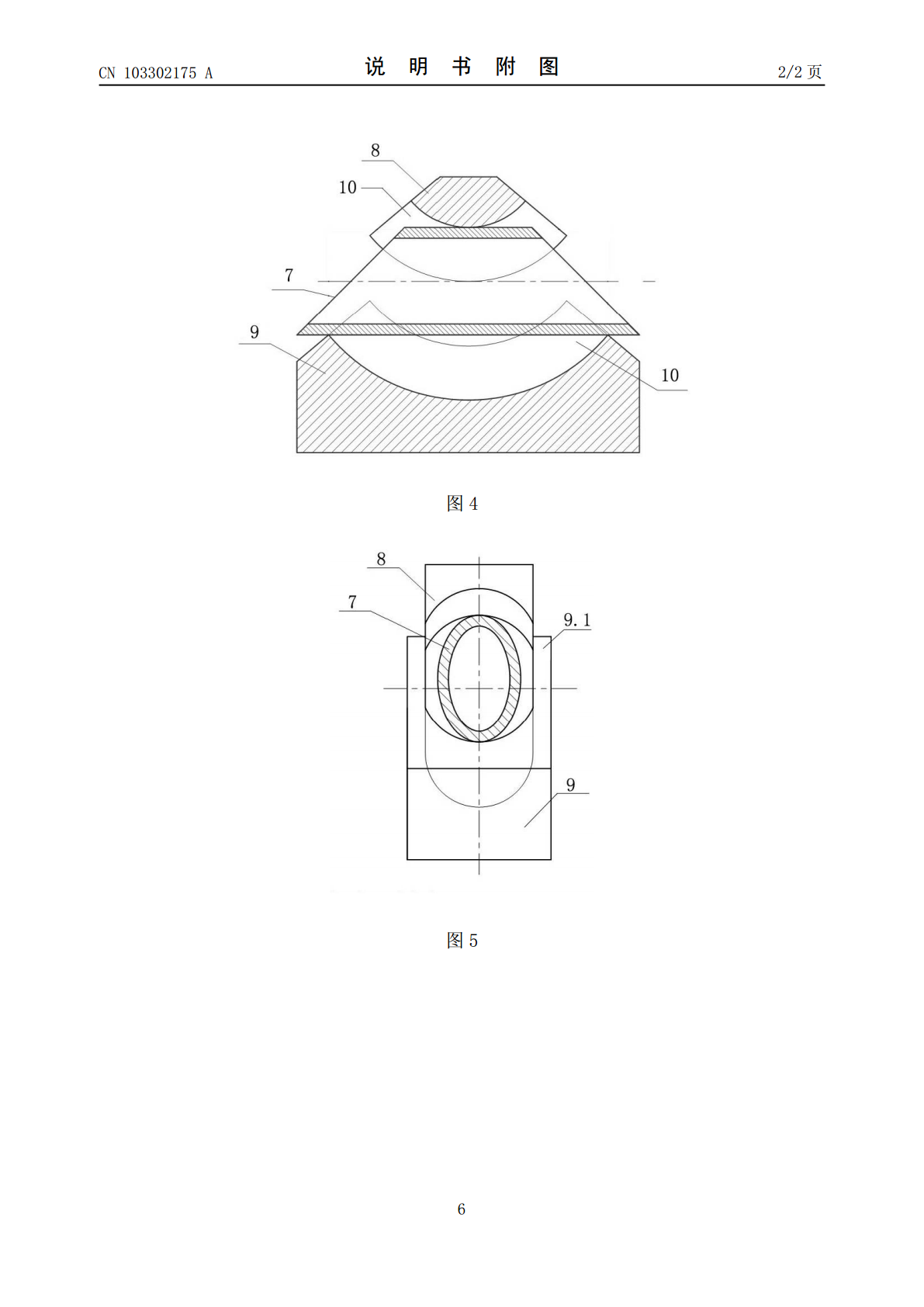
本发明涉及一种无缝冲压弯头的生产方法,其步骤如下:(1)将钢管料进行切割下料,得梯形管坯;(2)将上述梯形管坯放入炉内加热后再将梯形管坯压扁;(3)将压扁的梯形管坯放入金属弯头模具中冲压即得成品无缝冲压弯头。本发明具有能降低弯头冲压的成本、生产工艺简单和生产效率高的优点。
碳钢无缝弯头.ppt
碳钢无缝弯头碳钢无缝弯头碳钢无缝弯头

无缝弯头规格尺寸.doc

冲压弯头_.doc
1.5D和2.5D是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数;D是指该弯头的公称直径。比如DN100的弯头,1.5D的弯曲半径=1.5x100=150mm;2.5D的弯曲半径=2.5X100=250mm。所以钢管弯头1.5D和2.5D的区别相似于以150mm和250mm画一个圆的区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的型号标注一样,外径乘以壁厚的毫米数,如:Φ57×3.5;Φ89×4.5;Φ108×4.5;Φ159×6;Φ273×6;Φ325×8;市面上的9
一种无缝互换型弯头加工设备.pdf
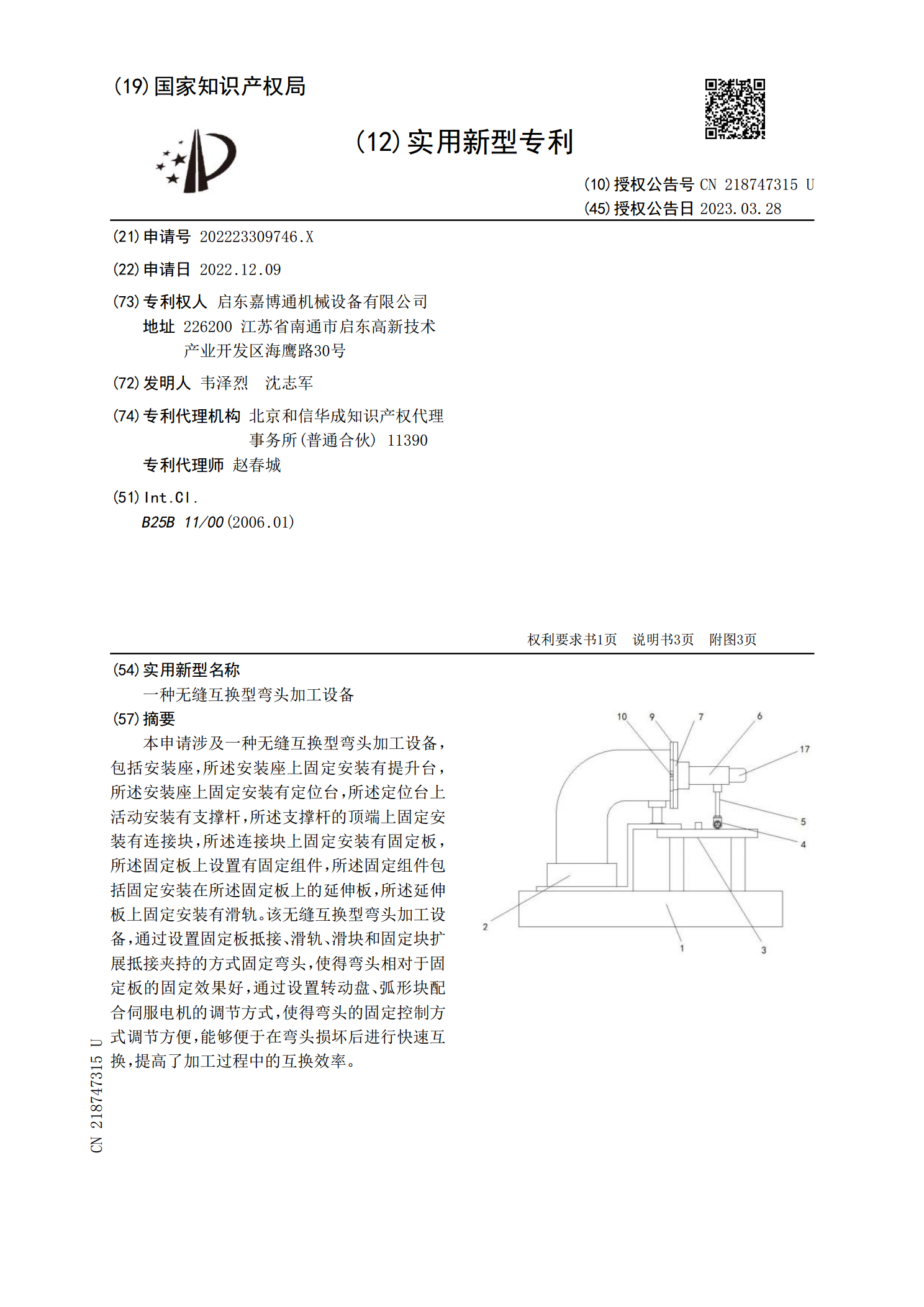
本申请涉及一种无缝互换型弯头加工设备,包括安装座,所述安装座上固定安装有提升台,所述安装座上固定安装有定位台,所述定位台上活动安装有支撑杆,所述支撑杆的顶端上固定安装有连接块,所述连接块上固定安装有固定板,所述固定板上设置有固定组件,所述固定组件包括固定安装在所述固定板上的延伸板,所述延伸板上固定安装有滑轨。该无缝互换型弯头加工设备,通过设置固定板抵接、滑轨、滑块和固定块扩展抵接夹持的方式固定弯头,使得弯头相对于固定板的固定效果好,通过设置转动盘、弧形块配合伺服电机的调节方式,使得弯头的固定控制方式调节方