
袋体的制造方法.pdf

白真****ng

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
袋体的制造方法.pdf
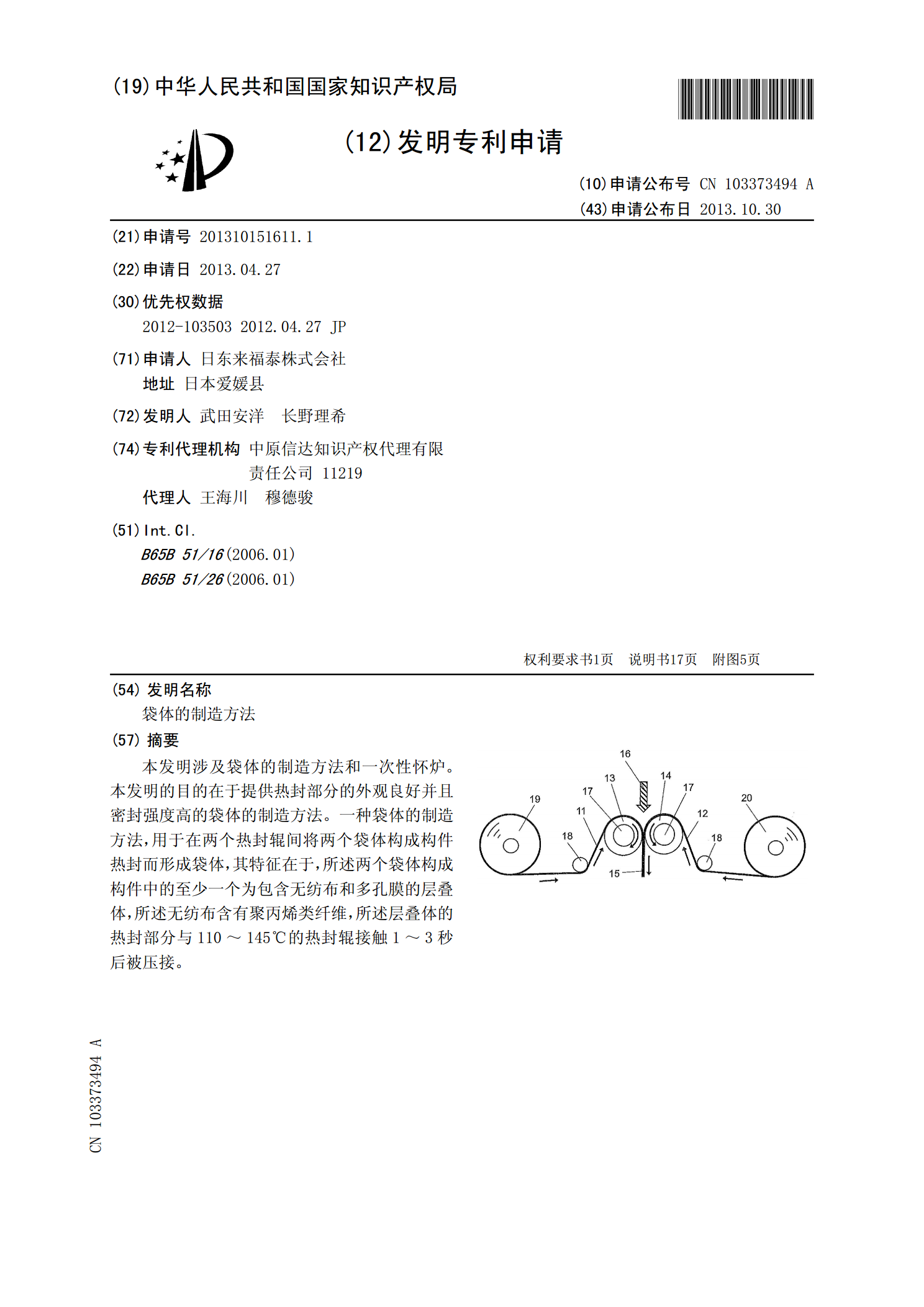
本发明涉及袋体的制造方法和一次性怀炉。本发明的目的在于提供热封部分的外观良好并且密封强度高的袋体的制造方法。一种袋体的制造方法,用于在两个热封辊间将两个袋体构成构件热封而形成袋体,其特征在于,所述两个袋体构成构件中的至少一个为包含无纺布和多孔膜的层叠体,所述无纺布含有聚丙烯类纤维,所述层叠体的热封部分与110~145℃的热封辊接触1~3秒后被压接。

制品收纳外袋及其制造方法以及袋体供给方法.pdf
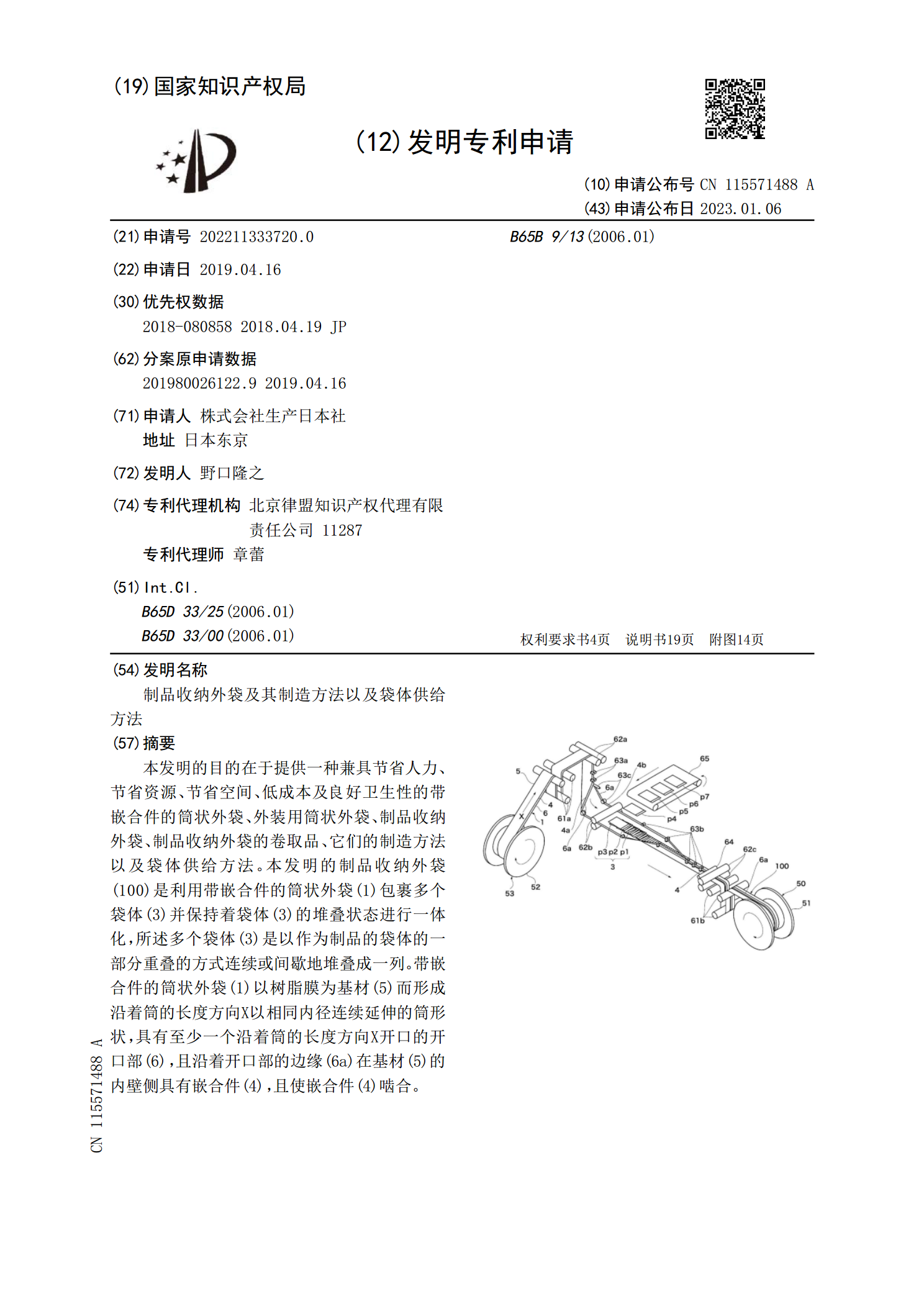
本发明的目的在于提供一种兼具节省人力、节省资源、节省空间、低成本及良好卫生性的带嵌合件的筒状外袋、外装用筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法。本发明的制品收纳外袋(100)是利用带嵌合件的筒状外袋(1)包裹多个袋体(3)并保持着袋体(3)的堆叠状态进行一体化,所述多个袋体(3)是以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列。带嵌合件的筒状外袋(1)以树脂膜为基材(5)而形成沿着筒的长度方向X以相同内径连续延伸的筒形状,具有至少一个沿着筒的长度方向X开口的
制品收纳外袋及其制造方法以及袋体供给方法.pdf
本发明的目的在于提供一种兼具节省人力、节省资源、节省空间、低成本及良好卫生性的带嵌合件的筒状外袋、外装用筒状外袋、制品收纳外袋、制品收纳外袋的卷取品、它们的制造方法以及袋体供给方法。本发明的制品收纳外袋(100)是利用带嵌合件的筒状外袋(1)包裹多个袋体(3)并保持着袋体(3)的堆叠状态进行一体化,所述多个袋体(3)是以作为制品的袋体的一部分重叠的方式连续或间歇地堆叠成一列。带嵌合件的筒状外袋(1)以树脂膜为基材(5)而形成沿着筒的长度方向X以相同内径连续延伸的筒形状,具有至少一个沿着筒的长度方向X开口的
袋体、四面立体包装体及四面立体包装体的制造方法.pdf
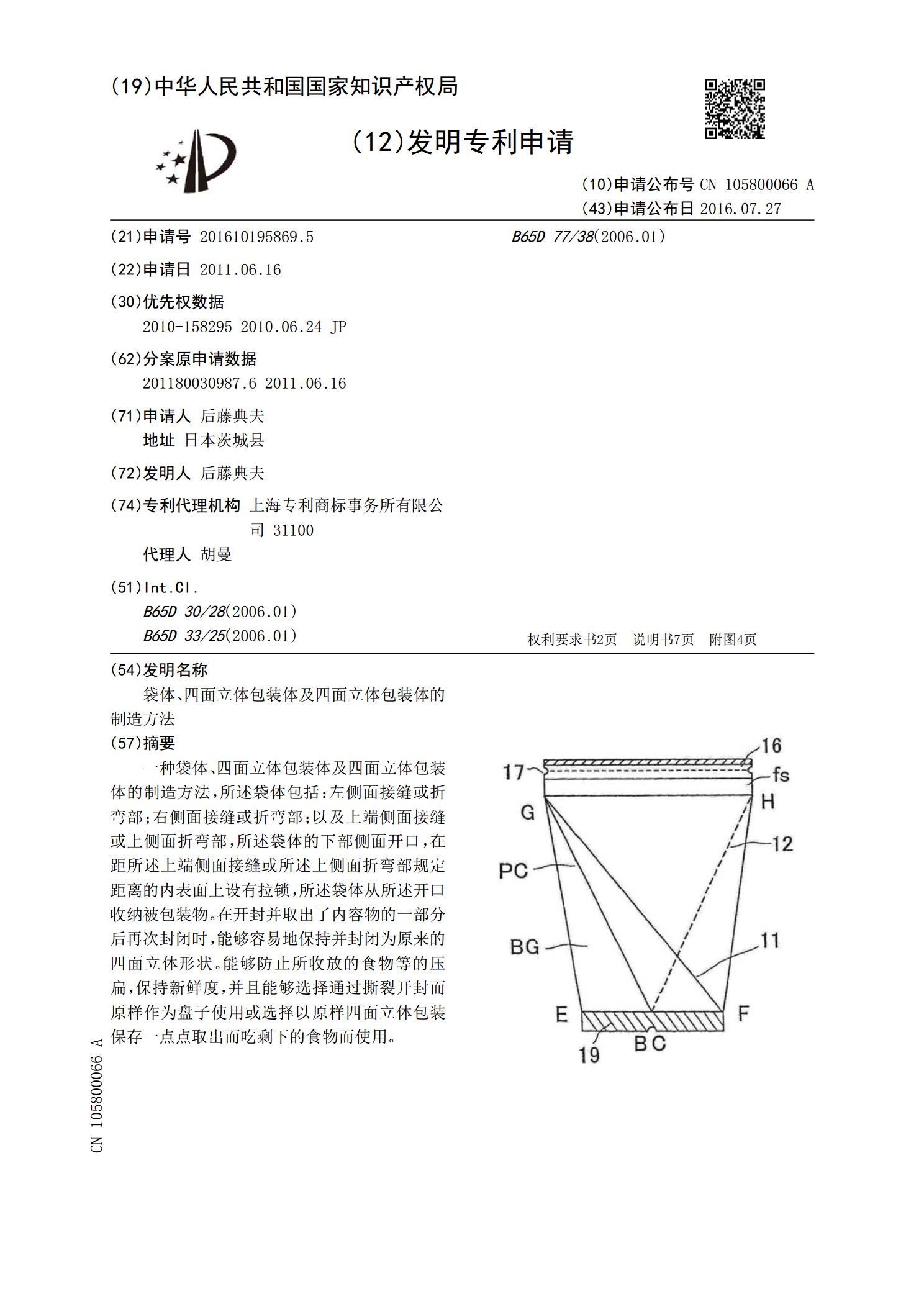
一种袋体、四面立体包装体及四面立体包装体的制造方法,所述袋体包括:左侧面接缝或折弯部;右侧面接缝或折弯部;以及上端侧面接缝或上侧面折弯部,所述袋体的下部侧面开口,在距所述上端侧面接缝或所述上侧面折弯部规定距离的内表面上设有拉锁,所述袋体从所述开口收纳被包装物。在开封并取出了内容物的一部分后再次封闭时,能够容易地保持并封闭为原来的四面立体形状。能够防止所收放的食物等的压扁,保持新鲜度,并且能够选择通过撕裂开封而原样作为盘子使用或选择以原样四面立体包装保存一点点取出而吃剩下的食物而使用。

无纺布环保袋制造方法及制造设备.pdf
本申请公开了一种无纺布环保袋制造方法及制造设备,其将一条无纺布料对折后形成横放的窄U型结构,然后在该横放的窄U型结构上冲孔形成提手,然后按照环保袋所需宽度将无纺布料上折叠在一起的部分从整个无纺布料上裁切下来形成袋体,再将袋体进行缝合,并保留设置有冲孔的一侧作为袋体的开口,最终形成一个无纺布环保袋。该环保袋只需一条无纺布料即可,步骤简单,生产效率高。