
采用真空浇注方式生产大型无帽口钢锭的方法.pdf

文阁****23

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
采用真空浇注方式生产大型无帽口钢锭的方法.pdf
本发明涉及一种采用真空浇注方式生产大型无帽口钢锭的方法,通过偏心底出钢电弧炉熔化废钢,调整成分、温度后出钢,钢水炉后钢包中加入合金预脱氧;精炼炉分批加入石灰,加C粉调整渣系进行复合脱氧,升温后分批加其余合金,使成分达标,送电升温,终脱氧后吊包;选择浇注无帽口钢锭对应钢锭模,在真空罐内依次摆放底盘、钢锭模,盖上真空罐盖,座上中间包,对真空罐进行真空抽气,精炼钢水镇静,兑入中间包内,钢水温度到开始浇注温度,浇注成大型无帽口钢锭。采用本发明能实现大型无帽口钢锭顺利生产。钢水成分、内部质量能满足大型无帽口钢锭的要
真空钢锭多包连续浇注用浇钢装置及浇注方法.pdf
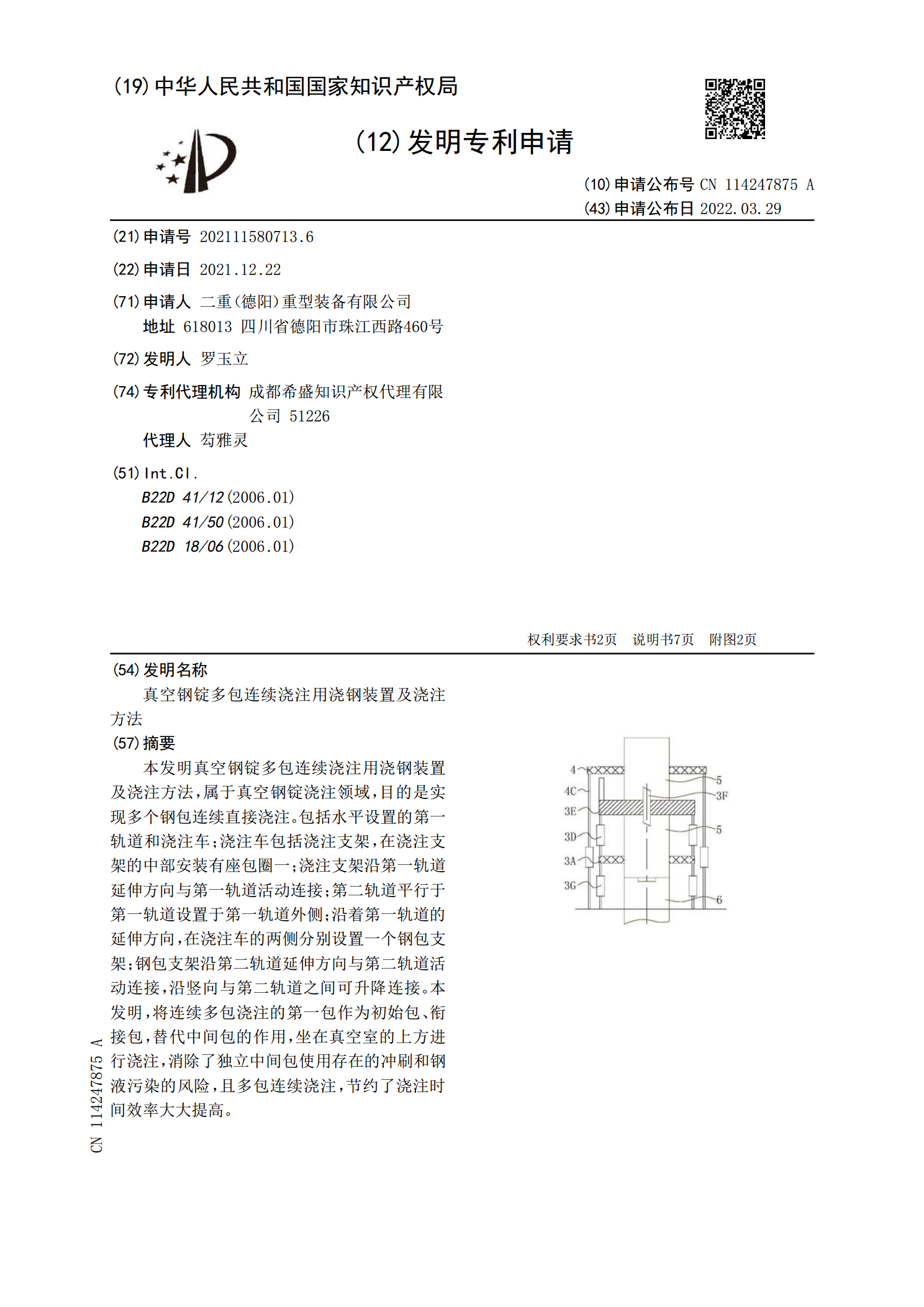
本发明真空钢锭多包连续浇注用浇钢装置及浇注方法,属于真空钢锭浇注领域,目的是实现多个钢包连续直接浇注。包括水平设置的第一轨道和浇注车;浇注车包括浇注支架,在浇注支架的中部安装有座包圈一;浇注支架沿第一轨道延伸方向与第一轨道活动连接;第二轨道平行于第一轨道设置于第一轨道外侧;沿着第一轨道的延伸方向,在浇注车的两侧分别设置一个钢包支架;钢包支架沿第二轨道延伸方向与第二轨道活动连接,沿竖向与第二轨道之间可升降连接。本发明,将连续多包浇注的第一包作为初始包、衔接包,替代中间包的作用,坐在真空室的上方进行浇注,消除

大型钢锭真空浇注水口吹氩技术研究与应用.docx
大型钢锭真空浇注水口吹氩技术研究与应用标题:大型钢锭真空浇注水口吹氩技术研究与应用摘要:钢锭真空浇注是钢铁冶炼过程中的重要环节之一,而水口吹氩技术在此过程中起到关键作用。本论文着重探讨大型钢锭真空浇注水口吹氩技术的研究与应用,从技术原理、实施过程、影响因素等方面进行系统分析和论证,并提出相关改进建议。一、引言随着工业技术的发展,大型钢锭真空浇注技术在钢铁冶炼中得到了广泛的应用。水口吹氩技术作为其中的重要环节,可以避免浇注过程中产生的氧化物,提高钢铁的质量。因此,研究和应用大型钢锭真空浇注水口吹氩技术具有重

绝热板钢锭帽口在生产中的应用.docx
绝热板钢锭帽口在生产中的应用绝热板钢锭帽口在生产中的应用摘要:绝热板钢锭帽口是一种在钢铁生产中应用广泛的关键设备。它的主要作用是防止钢水从锭帽口溢出,并保持钢帽口的稳定状态。本文将从绝热板钢锭帽口的组成、工作原理和应用案例三个方面来探讨它在钢铁生产中的应用。一、绝热板钢锭帽口的组成绝热板钢锭帽口主要由下料槽、定位器、钢顶板、绝热板和密封件等几个部分组成。下料槽用于接受钢水,定位器用于固定钢帽口的位置,钢顶板用于覆盖在钢帽口上,绝热板则用于隔热,并保持钢帽口的温度稳定。密封件则起到密封效果,避免钢水从帽口处

发热帽口在大扁钢锭上的应用.docx
发热帽口在大扁钢锭上的应用发热帽口在大扁钢锭上的应用摘要:发热帽口是一种用于控制和调节大扁钢锭温度的关键设备。本文通过介绍发热帽口的原理、结构和工作过程,分析了发热帽口在大扁钢锭生产过程中的应用。进一步探讨了发热帽口在大扁钢锭生产中的优势和存在的问题,并提出了相应的解决方案。最后,总结了发热帽口在大扁钢锭生产中的应用效果和发展前景。关键词:发热帽口;大扁钢锭;应用;优势;问题;解决方案;效果;前景一、引言随着工业生产的发展,大扁钢锭作为重要的铁合金产品,在建筑、桥梁和机械制造等领域得到了广泛应用。而大扁钢