
一种确定钢坯加热炉炉温设定值的方法.pdf

猫巷****志敏

1/9
2/9

3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种确定钢坯加热炉炉温设定值的方法.pdf
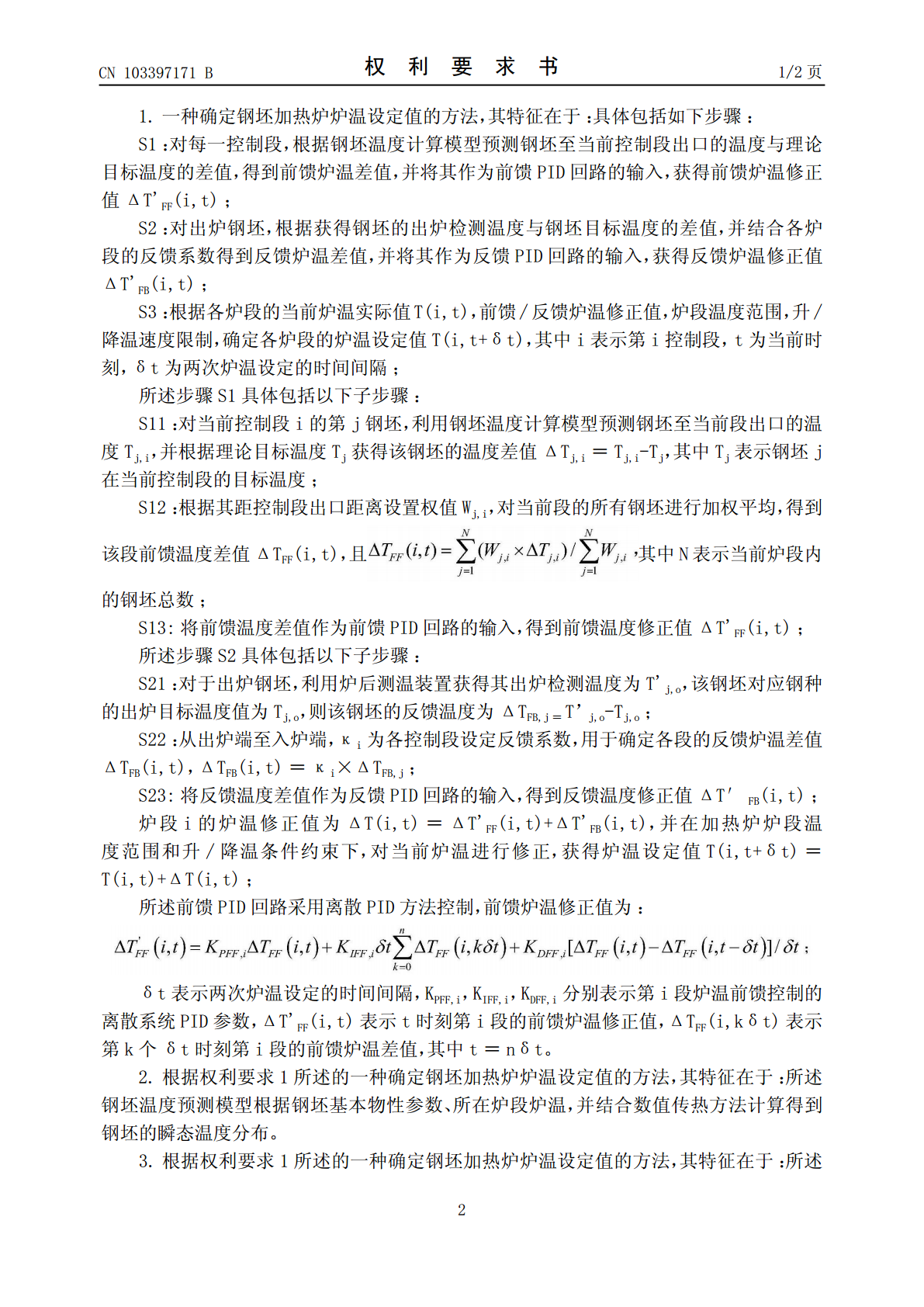
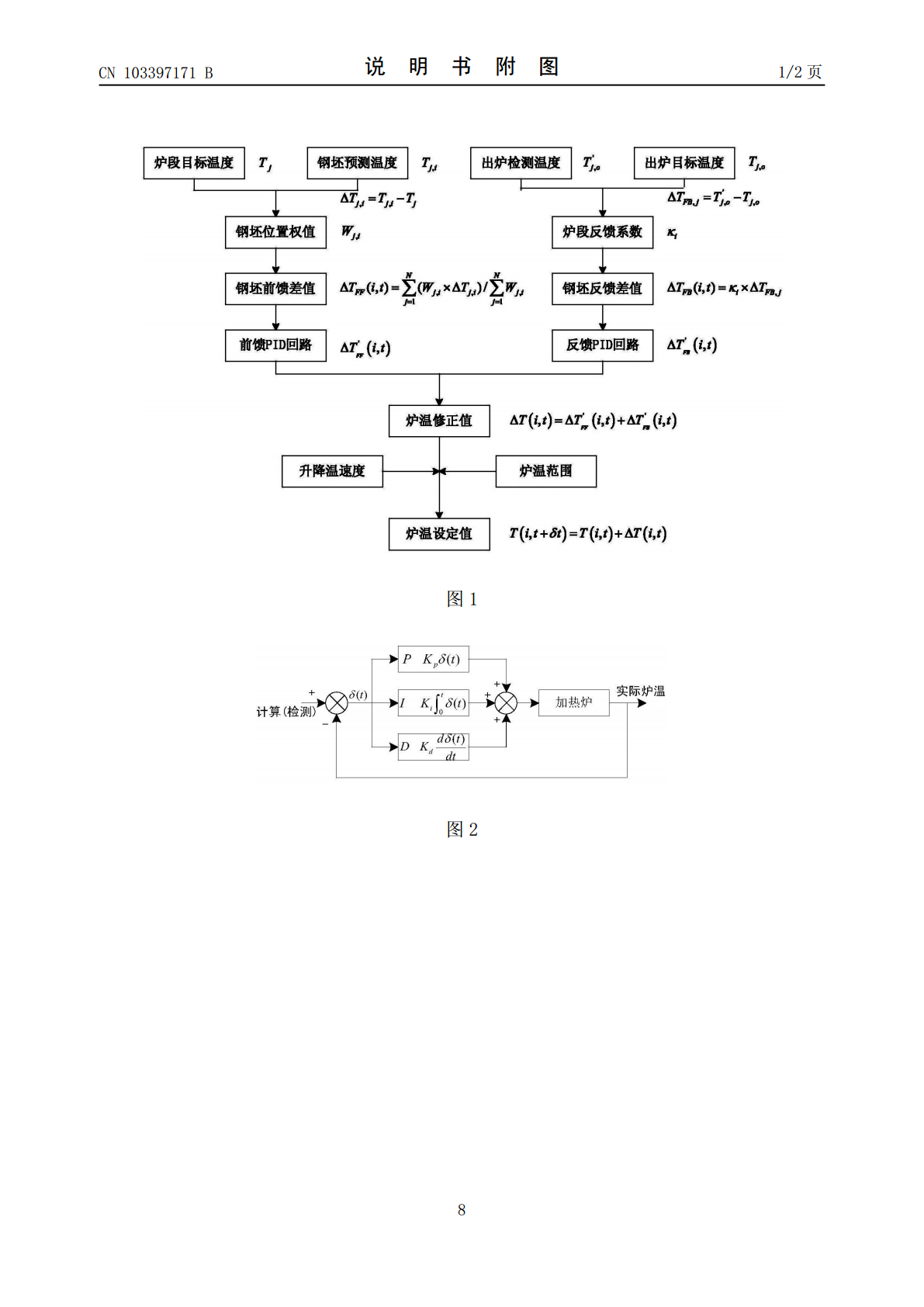
本发明公开了一种可用于轧钢加热炉的炉温控制方法,以确定加热炉炉温设定值。该方法包括以下步骤:S1:根据钢坯温度计算模型预测钢坯至当前控制段出口的温度与理论目标温度的差值,将其作为前馈PID回路的输入,以得到前馈炉温修正值;S2:根据炉后测温装置获得钢坯的出炉检测温度与钢坯出炉目标值的差值,并结合各炉段的反馈系数,将其作为反馈PID回路的输入,并得到反馈炉温修正值;S3:根据各炉段的当前炉温值,前馈/反馈炉温修正值,升/降温速度限制,确定各炉段的炉温设定值T(i,t+δt)。本发明集成炉内钢坯前馈控制与出炉

一种冷热钢坯混装的加热炉炉温设定方法.pdf
本发明公开了一种冷热钢坯混装的加热炉炉温设定方法,该方法通过测温仪表检测入炉钢坯温度数值,并通过钢坯位置记录模块跟踪入炉钢坯在炉内的位置,根据加热炉炉膛尺寸,确定每一钢坯所处加热炉的加热段位置,通过计算某一加热段内所有钢坯的入炉温度均值和出钢温度计算模块获得出钢温度数值,共同补偿加热段的炉温设定,以在冷热钢坯混装时优化各加热段炉温设定以稳定出钢温度。
一种预测加热炉内后续钢坯温度和加热炉温度的方法.pdf
本发明公开了一种预测加热炉内后续钢坯温度和加热炉温度的方法,属于板带轧制技术领域。本发明预测加热炉内后续钢坯温度和加热炉温度的方法包括以下步骤:建立钢坯升温系数概念设立钢坯升温系数α
一种基于钢坯优化加热曲线的加热炉炉温决策方法.pdf
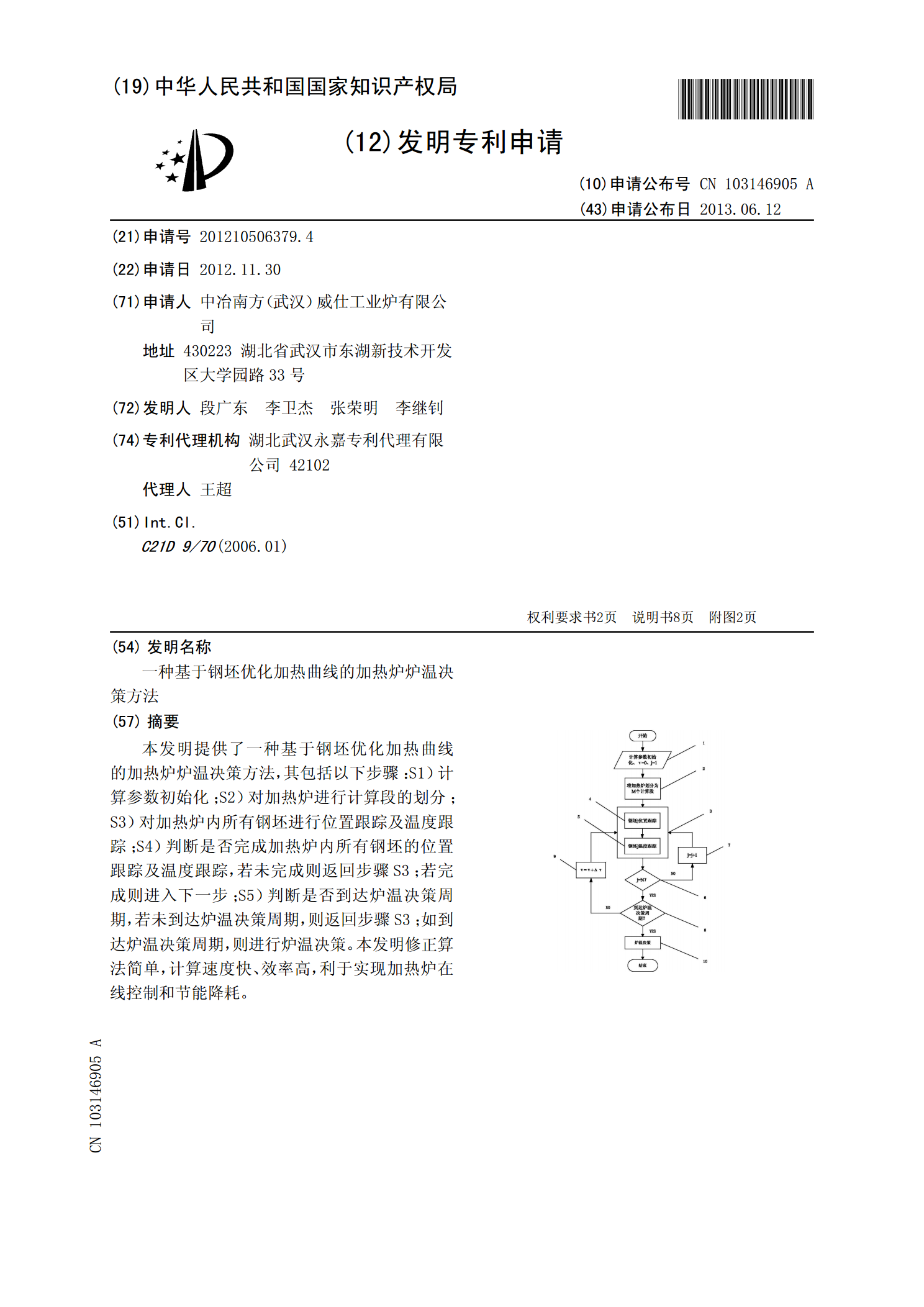
本发明提供了一种基于钢坯优化加热曲线的加热炉炉温决策方法,其包括以下步骤:S1)计算参数初始化;S2)对加热炉进行计算段的划分;S3)对加热炉内所有钢坯进行位置跟踪及温度跟踪;S4)判断是否完成加热炉内所有钢坯的位置跟踪及温度跟踪,若未完成则返回步骤S3;若完成则进入下一步;S5)判断是否到达炉温决策周期,若未到达炉温决策周期,则返回步骤S3;如到达炉温决策周期,则进行炉温决策。本发明修正算法简单,计算速度快、效率高,利于实现加热炉在线控制和节能降耗。

基于钢坯规格的加热炉炉温设定滚动优化方法.docx
基于钢坯规格的加热炉炉温设定滚动优化方法基于钢坯规格的加热炉炉温设定滚动优化方法摘要:在现代钢铁生产中,加热炉是一个非常重要的环节。炉温的设定对产品质量和生产效率都具有重要影响。本论文基于钢坯规格的加热炉炉温设定滚动优化方法进行探讨。首先,分析了加热炉对钢坯的加热过程,然后介绍了常用的炉温设定方法,接着提出了基于钢坯规格的滚动优化方法,并详细阐述了其优势和实施步骤。最后,通过数值模拟验证了该方法的有效性。1.引言钢铁工业是现代工业的基础行业之一,钢坯加热是钢铁生产过程中的关键步骤。加热炉的炉温设定直接影响