
石油管材粉末内喷涂工艺.pdf

努力****星驰

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
石油管材粉末内喷涂工艺.pdf
一种石油管材粉末内喷涂工艺,包括以下步骤:1、使用热清洁炉将管材内表面各种油污、杂质烧成灰;2、对管材内壁进行表面喷砂处理。3、利用高压无气喷涂设备对石油管材进行底漆喷涂;4、进入连续炉烘烤,使管体温度达到180~200℃;5、在管材表面温度高于170℃时,使用粉末喷涂设备对石油管材进行粉末内喷涂。6、粉末喷涂完毕后,立即进入固化炉烘烤,固化温度为220~235℃,固化时间为60分钟。7、管材冷却后进行漏点检测,合格品的漏点为0。本发明利用环保型粉末喷涂替代了溶剂型涂料喷涂工艺,同时满足油田对石油管材的内

石油管道粉末内喷涂方法.pdf
本发明公开了一种石油管道粉末内喷涂方法,其特征在于,包括:喷丸除锈,用压缩空气携带钢丸,形成高速流动的物流,通过喷枪的喷嘴对管道内表面进行强烈冲击;将管道置于热清洁炉内,将粘附在管道内表面上的油污、杂质烧成灰;取出清洁完的管道,中频感应加热;利用喷涂设备对管道内壁进行喷涂操作,将环氧粉末喷涂在管道内壁上;余热固化,将管道送入固化炉内烘烤固化,温度控制在225-230℃;快速水冷;质检,其粉末的附着力强,管道性能良好。
石油开采用钢管的粉末内喷涂装置.pdf
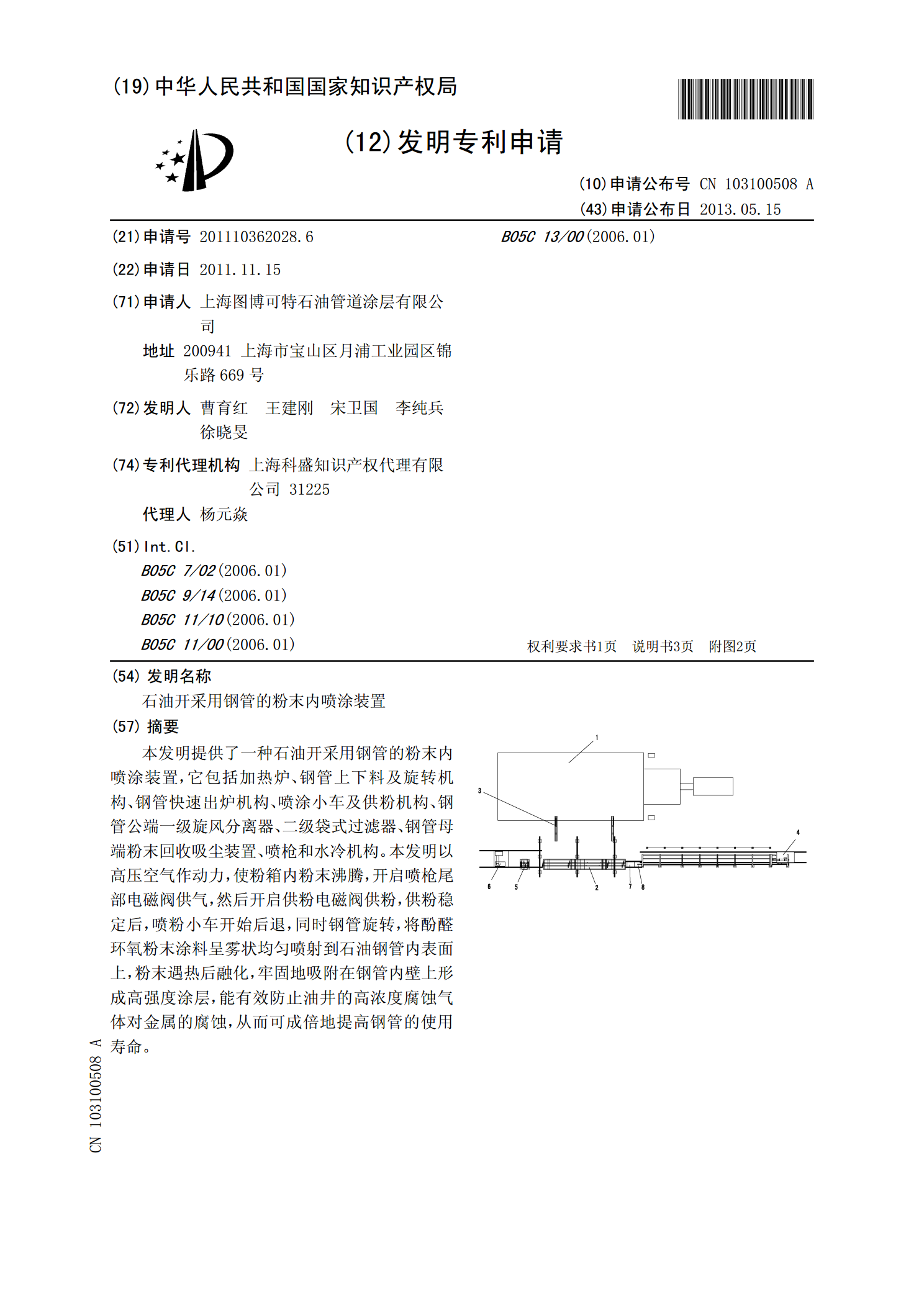
本发明提供了一种石油开采用钢管的粉末内喷涂装置,它包括加热炉、钢管上下料及旋转机构、钢管快速出炉机构、喷涂小车及供粉机构、钢管公端一级旋风分离器、二级袋式过滤器、钢管母端粉末回收吸尘装置、喷枪和水冷机构。本发明以高压空气作动力,使粉箱内粉末沸腾,开启喷枪尾部电磁阀供气,然后开启供粉电磁阀供粉,供粉稳定后,喷粉小车开始后退,同时钢管旋转,将酚醛环氧粉末涂料呈雾状均匀喷射到石油钢管内表面上,粉末遇热后融化,牢固地吸附在钢管内壁上形成高强度涂层,能有效防止油井的高浓度腐蚀气体对金属的腐蚀,从而可成倍地提高钢管的

粉末喷涂工艺.pptx

粉末喷涂工艺.pptx
粉末喷涂工艺2.静电粉末喷涂的优缺点1.静电粉末喷涂原理1.静电粉末喷涂原理2.静电粉末喷涂的优缺点3.影响静电粉末喷涂的主要因素4.静电粉末涂装的主要设备5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工艺规程5.静电粉末喷涂工