
五缸柱塞泵泵头体锻件加工方法.pdf

傲丝****账号

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
五缸柱塞泵泵头体锻件加工方法.pdf
本发明涉及一种五缸柱塞泵泵头体锻件加工方法,钢种选用32CrNi3MoV,?钢种选用32CrNi3MoV,采用电弧炉冶炼、钢包精炼、双真空处理的冶炼工艺,电炉出钢时控制P含量,出钢温度;精炼过程中加入Cr、Ni、Mo合金等调整化学成分至要求,Ar气搅拌;采用两镦两拔工艺方法进行锻造,锻造终锻温度在Ac3以下,扩氢退火在Ac3+70℃短时奥氏体化,保温得到铁素体+珠光体的整合组织,隔断组织遗传;最终热处理采用正火+淬火+二次高温回火的热处理工艺方法,Ac3+80℃正火,Ac3+40℃淬火,得晶粒度大于8级的

一种五缸柱塞泵泵头体锻件加工设备及其加工方法.pdf
本发明公开了一种五缸柱塞泵泵头体锻件加工设备及其加工方法,该设备包括支撑底座,支撑底座的上表面固定安装有支撑柱,支撑柱的一侧外壁沿竖直方向活动安装有升降安装板,升降安装板位于支撑底座的上方,升降安装板的一侧沿水平方向活动安装有移动座,移动座的下方设置有加工刀头,支撑底座的内侧下壁固定安装有冷却液槽,冷却液槽的内侧底壁通过焊接竖直固定有两组支撑杆,两组支撑杆之间设置有置物托板,减速电机的输出轴与转动杆连接,升降链条的一端与连接板固定连接;该泵头体锻件加工设备可以自动对锻件进行快速冷却,提高了工作效率,保证了

柱塞泵泵头体失效分析.docx
柱塞泵泵头体失效分析柱塞泵泵头体失效分析随着工业技术的高速发展,泵作为一种常用的流体输送设备,扮演着不可或缺的重要角色。柱塞泵是常见的一种泵,其结构复杂、运行稳定、输送流量大的特点,适用于多种行业领域。但是,随着时间的推移,柱塞泵的泵头体也会受到各种因素的影响而出现失效,造成泵的使用效率降低,甚至损坏泵头体影响生产。本文以某矿山某条生产线的柱塞泵为例,对柱塞泵泵头体失效的原因进行分析,并提出改善建议,旨在提高柱塞泵的使用寿命和经济效益。一、失效原因分析1.机械因素柱塞泵泵头体中常配备着部件的配合面,如阀座

轴向柱塞泵变量头加工工艺及夹具设计.docx
轴向柱塞泵变量头加工工艺及夹具设计一、轴向柱塞泵变量头的加工工艺轴向柱塞泵变量头是一种自动控制的液压元件,其性能受到加工工艺的影响。为了保证轴向柱塞泵变量头的精度和质量,下面针对轴向柱塞泵变量头的加工工艺进行分析:1.加工材料的选择在轴向柱塞泵变量头的加工过程中,材料的选择非常重要。因为材料的硬度、韧性等性能直接决定了加工难度和加工质量。一般来说,轴向柱塞泵变量头的加工材料以高强度、高刚性的硬质材料为主,如铝合金、不锈钢、灰铸铁等。2.加工精度控制由于轴向柱塞泵变量头是一种高精度机件,所以在加工过程中,需
泵头总成和柱塞泵.pdf
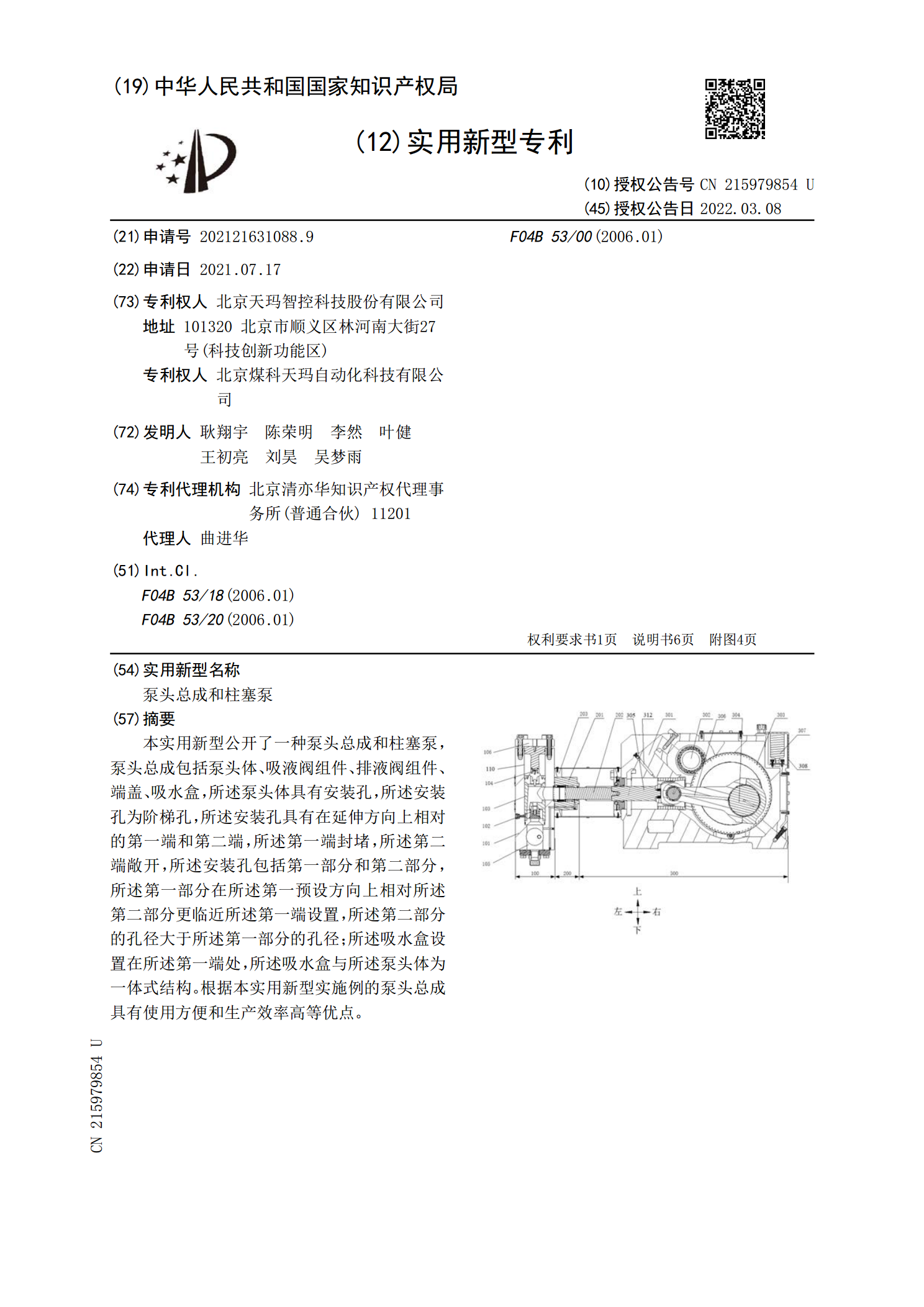
本实用新型公开了一种泵头总成和柱塞泵,泵头总成包括泵头体、吸液阀组件、排液阀组件、端盖、吸水盒,所述泵头体具有安装孔,所述安装孔为阶梯孔,所述安装孔具有在延伸方向上相对的第一端和第二端,所述第一端封堵,所述第二端敞开,所述安装孔包括第一部分和第二部分,所述第一部分在所述第一预设方向上相对所述第二部分更临近所述第一端设置,所述第二部分的孔径大于所述第一部分的孔径;所述吸水盒设置在所述第一端处,所述吸水盒与所述泵头体为一体式结构。根据本实用新型实施例的泵头总成具有使用方便和生产效率高等优点。