
自升式钻井平台桩腿半圆板压制方法.pdf

安双****文章

1/5

2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

自升式钻井平台桩腿半圆板压制方法.pdf
本发明公开了一种自升式钻井平台桩腿半圆板压制方法,包括:将钢板放入加热炉中加热至910℃~960℃;将加热的钢板移到水槽入水,使钢板冷却至180℃~200℃;将冷却的钢板加热至600℃~650℃;将钢板快速移到压制设备上进行热压成型,获得成型半圆板;将成型半圆板加热至600℃~650℃;将成型半圆板快速移到压制设备上进行热压成型。本发明通过新型的工艺流程,合理的温度、压力和各环节时间等参数的控制,不仅保证了半圆板的性能指标,而且使内应力得到释放,有效解决了压制后回弹和内应力对变形的影响,保证了半圆板的尺寸

自升式钻井平台桩腿、桩靴防腐研究与设计.docx
自升式钻井平台桩腿、桩靴防腐研究与设计摘要:自升式钻井平台是海洋石油开发的重要设备之一,而钻井平台的桩腿和桩靴是确保钻井平台安全稳定运行的关键部件。然而,由于复杂的海洋环境和腐蚀性物质的存在,桩腿和桩靴容易受到腐蚀,从而影响钻井平台的使用寿命和安全性。因此,本文将对桩腿和桩靴的防腐研究和设计进行探讨,并提出相应的解决方案和建议。第一部分:引言1.1研究背景和意义1.2目的和研究方法第二部分:自升式钻井平台桩腿防腐设计2.1桩腿腐蚀机理的分析2.2防腐涂层的选择与设计2.3防腐材料的选用和表面处理2.4防腐
自升式平台桩腿的安装方法.pdf
本发明提供了一种自升式平台桩腿的安装方法,包括步骤:完成上一段桩腿分段的齿条板的部分焊接量,该齿条板的部分焊接量能够满足上一段桩腿分段的焊接强度要求。将下一段桩腿分段进行吊装合拢定位,同时完成上一段桩腿分段的齿条板的剩余焊接量。上述自升式平台桩腿的安装方法实现吊装合拢等待时间的减少,提高合拢效率,缩短吊机使用周期,减少吊机及拖轮费用的投入。
一种自升式钻井平台用桩腿.pdf
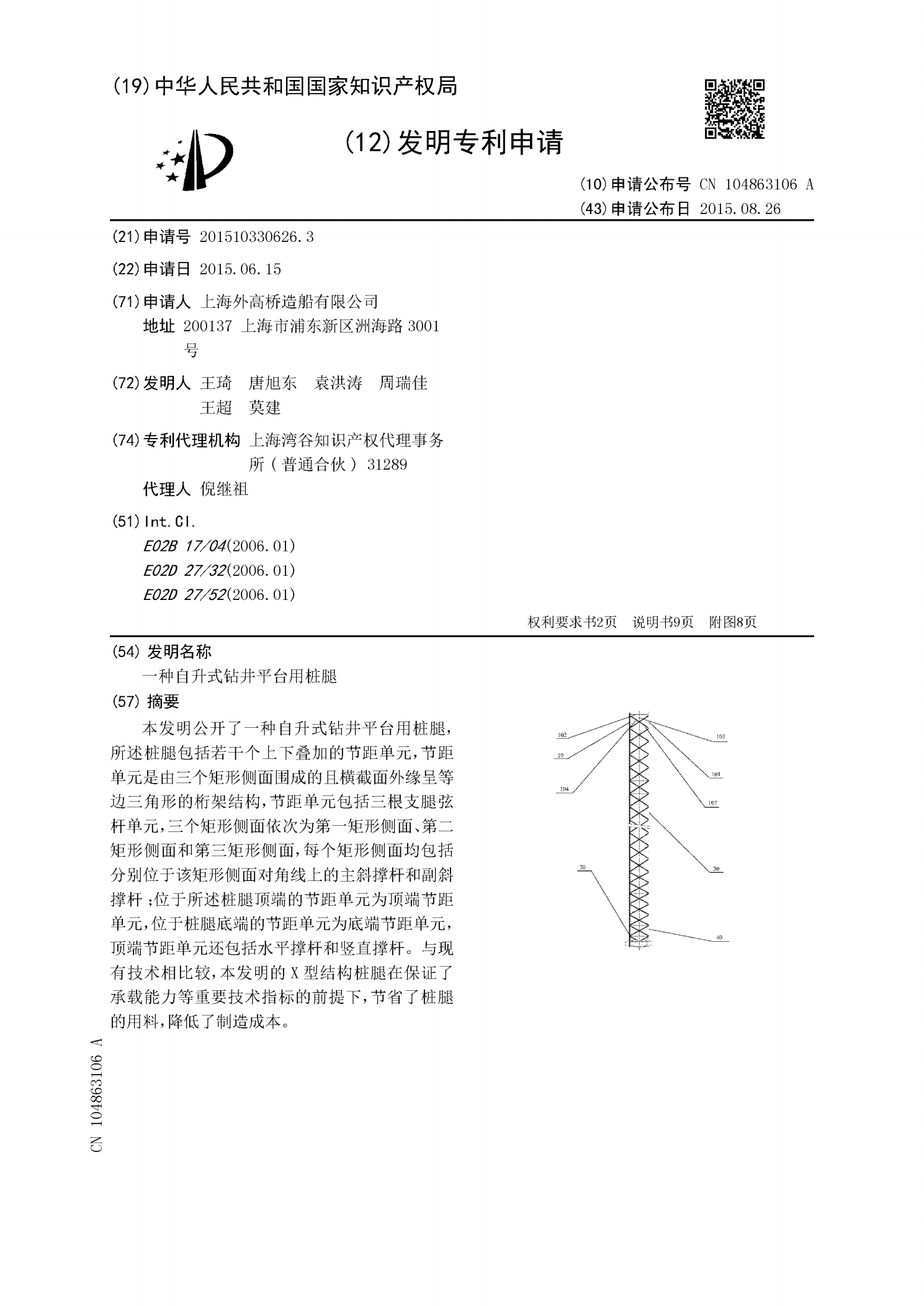
本发明公开了一种自升式钻井平台用桩腿,所述桩腿包括若干个上下叠加的节距单元,节距单元是由三个矩形侧面围成的且横截面外缘呈等边三角形的桁架结构,节距单元包括三根支腿弦杆单元,三个矩形侧面依次为第一矩形侧面、第二矩形侧面和第三矩形侧面,每个矩形侧面均包括分别位于该矩形侧面对角线上的主斜撑杆和副斜撑杆;位于所述桩腿顶端的节距单元为顶端节距单元,位于桩腿底端的节距单元为底端节距单元,顶端节距单元还包括水平撑杆和竖直撑杆。与现有技术相比较,本发明的X型结构桩腿在保证了承载能力等重要技术指标的前提下,节省了桩腿的用料

自升式钻井平台桩腿海上对接碰撞研究.docx
自升式钻井平台桩腿海上对接碰撞研究摘要:自升式钻井平台作为海上油气勘探开发的主要设备之一,其安全运行至关重要。桩腿海上对接是自升式钻井平台进入工作状态的关键环节,而桩腿对接碰撞事故是自升式钻井平台运行过程中的一个主要隐患。本论文将通过对桩腿海上对接碰撞事故的研究,从事故原因分析、预防和应急措施等方面进行探讨,以提高自升式钻井平台的安全性。1.引言2.桩腿对接原理2.1桩腿对接过程2.2桩腿对接所面临的挑战3.桩腿对接碰撞事故案例分析3.1桩腿对接碰撞事故概述3.2桩腿对接碰撞事故原因分析4.桩腿对接碰撞事