
一种高脆性铜锌焊丝/焊片的制备方法.pdf

哲妍****彩妍

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高脆性铜锌焊丝/焊片的制备方法.pdf
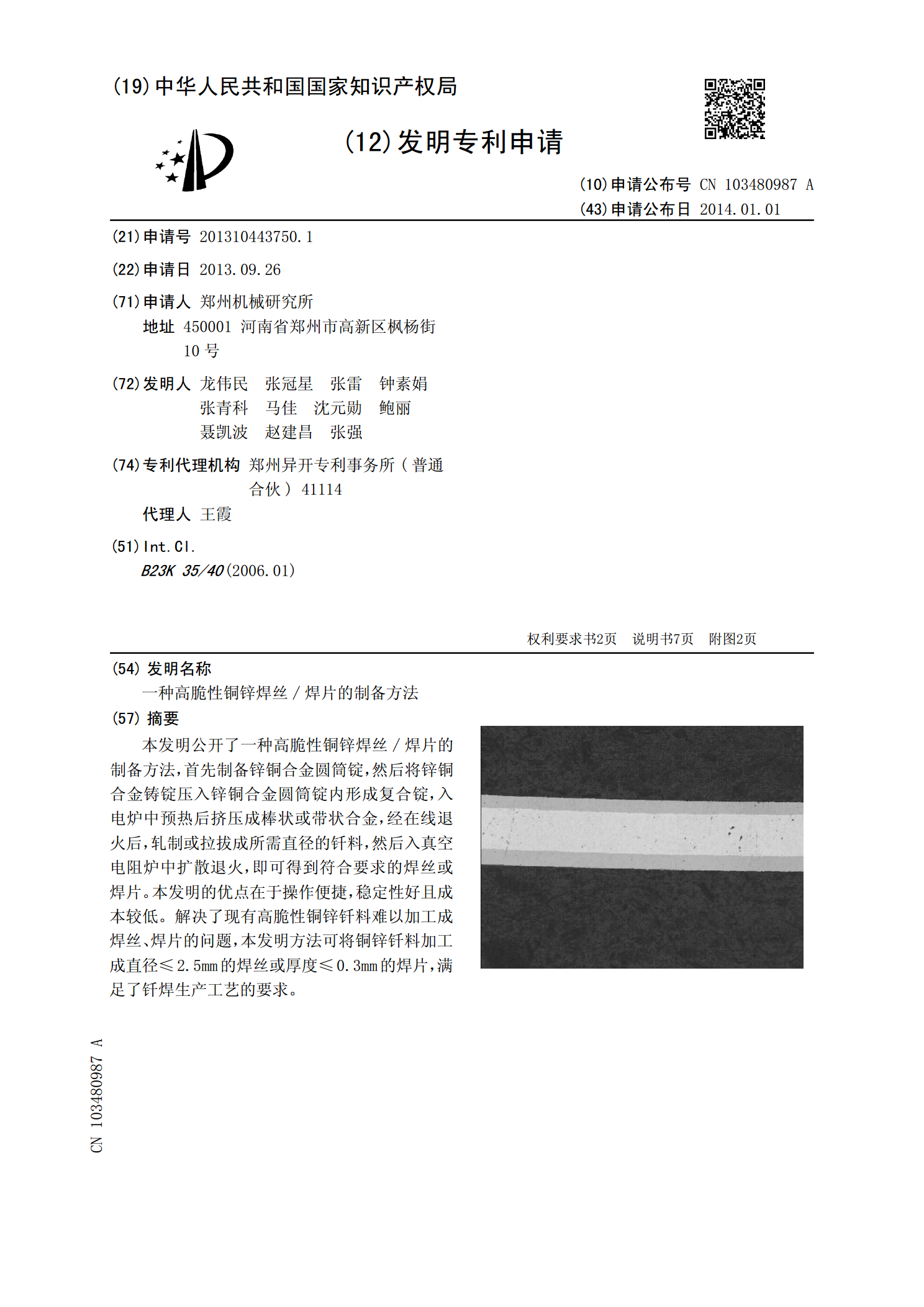
本发明公开了一种高脆性铜锌焊丝/焊片的制备方法,首先制备锌铜合金圆筒锭,然后将锌铜合金铸锭压入锌铜合金圆筒锭内形成复合锭,入电炉中预热后挤压成棒状或带状合金,经在线退火后,轧制或拉拔成所需直径的钎料,然后入真空电阻炉中扩散退火,即可得到符合要求的焊丝或焊片。本发明的优点在于操作便捷,稳定性好且成本较低。解决了现有高脆性铜锌钎料难以加工成焊丝、焊片的问题,本发明方法可将铜锌钎料加工成直径≤2.5mm的焊丝或厚度≤0.3mm的焊片,满足了钎焊生产工艺的要求。
一种高脆性合金焊片的制备方法.pdf
本发明涉及一种高脆性合金焊片的制备方法,包括以下步骤步骤一,将金属原料进行高温熔融将质量分数为20~30份的In、40~50的Sn和25~40的Si加入频炉中进行融化,熔融温度为1200~1500℃,保护气为氮气;步骤二,将熔融液置于模具中铸造将步骤一中得到的金属液置于模腔为长100mm、宽20mm、厚5mm的模具中,得到长条形合金片;步骤三,将合金片置于电阻炉中预加热,退火后采用热轧机压延为带材或棒材;步骤四将上述带材或棒材置于真空电阻炉中退火即可,退火温度为600~760℃,退火时间为6~8h。本发

一种银铜磷钎料焊片的制备方法.pdf
本发明提供的一种银铜磷钎料焊片的制备方法,取熔炼浇铸后的BCu80AgP钎料,经车床加工、液压机挤压后,还包括三个阶段轧制:(1)将钎料放入管道电阻炉中退火,退火温度为700-720℃摄氏度,再进入轧机;(2)将钎料放入管道电阻炉中退火,退火温度为700-710℃,再进入轧机;(3)将钎料用气保护炉与急冷相结合的方式进行退火,在炉中通入氢气,退火温度690-700℃;退火后,再通过轧机,使钎料厚度从0.5mm轧制到0.05mm。该方法使焊片表面无氧化,易加工,提高了成材率,减轻了员工的劳动力,避免员工烫伤
一种气体保护焊焊丝的制备方法.pdf
本发明公开了一种气体保护焊焊丝的制备方法,所述焊丝由C、Si、Mn、P、S、Nb、Ti、Ca、Ni、N、O和Fe组成;所述制备方法为:1)通过铁水脱硫、转炉顶底吹炼、真空深处理及成分微调制成上述成份的铸坯;2)控制轧制:所述控制轧制方法为:开轧温度1160~1180℃,控轧末三道累计压下率≥35%,终轧温度880~900℃;3)控制冷却:控制焊丝冷却速度≥6℃/s,将焊丝空冷至室温,即可检验交货。本发明通过合理的组份及配比,低合金元素设计,生产出的焊丝具备优良的强韧性匹配,采用本发明的焊丝焊接后,焊缝具有
一种新型铜铁焊丝的制备方法.pdf
本发明提供了一种新型铜铁焊丝的制备方法,具体包括:配料:按百分含量计,原料中Fe元素的百分含量为5~15%,余料为Cu元素;采用真空熔炼的方式进行熔炼;浇铸、出炉,浇铸速度是先慢、再适当加快,最后再减慢;热锻、车外圆;热轧、盘圆;拉拔及中间退火;矫直、裁剪分切;本发明所制备的铜铁焊丝铁相程纤维状,均匀的分布于铜基体内,合金整体组织均匀;且所制备的铜铁焊丝因其同时含有铜、铁的成分,能够很好的满足铜材料与铁材料之间的焊接。