
高温空气煤气双蓄热式加热炉的加热方法.pdf

是立****92


1/6

2/6
3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

高温空气煤气双蓄热式加热炉的加热方法.pdf
本发明公开了一种高温空气煤气双蓄热式加热炉的加热方法,包括高温空气煤气双蓄热式加热炉,加热炉内包括四个加热段:预热段、二加热段、三加热段和均热段,其中,加热炉内的在炉时间为4.0~5.0h;预热段的加热温度为780~810℃,加热速度为2.0~3.0℃/min;二加热段的加热温度为980~1090℃,加热速度为0.8~1.5℃/min;三加热段的加热温度为1230~1260℃,加热速度为0.8~1.2℃/min;均热段的加热温度为1230~1250℃,加热速度为0.08~0.12℃/min。该高温空气煤气
空气煤气双蓄热式加热炉.pdf
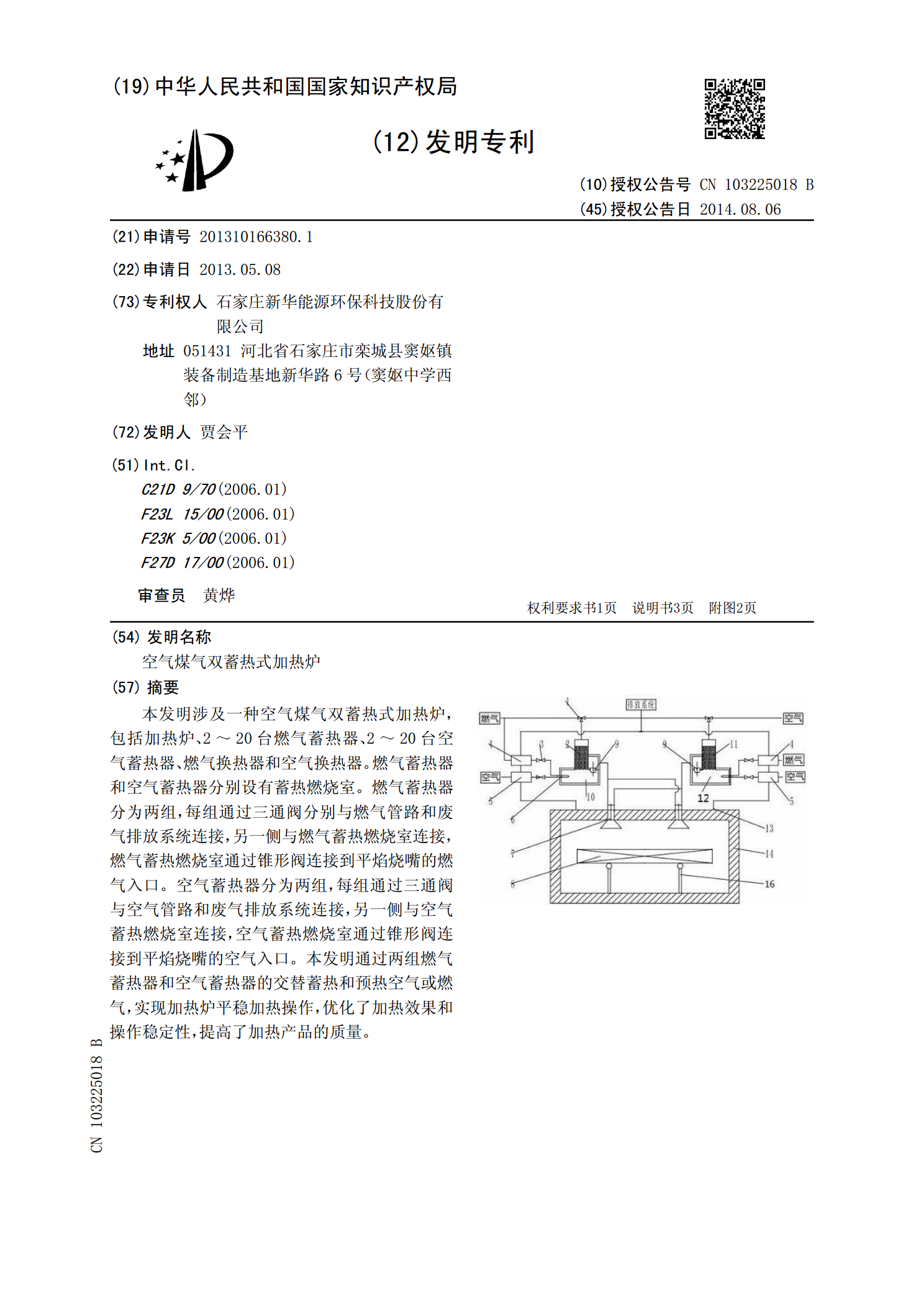
本发明涉及一种空气煤气双蓄热式加热炉,包括加热炉、2~20台燃气蓄热器、2~20台空气蓄热器、燃气换热器和空气换热器。燃气蓄热器和空气蓄热器分别设有蓄热燃烧室。燃气蓄热器分为两组,每组通过三通阀分别与燃气管路和废气排放系统连接,另一侧与燃气蓄热燃烧室连接,燃气蓄热燃烧室通过锥形阀连接到平焰烧嘴的燃气入口。空气蓄热器分为两组,每组通过三通阀与空气管路和废气排放系统连接,另一侧与空气蓄热燃烧室连接,空气蓄热燃烧室通过锥形阀连接到平焰烧嘴的空气入口。本发明通过两组燃气蓄热器和空气蓄热器的交替蓄热和预热空气或燃气

一种实现加热炉平稳加热操作的空气煤气双蓄热式加热炉.pdf
本发明提供一种实现加热炉平稳加热操作的空气煤气双蓄热式加热炉,涉及加热炉技术领域,解决了现有的在实际应用过程中存在着无法对加热炉进行有效的隔震保护,因此会因炉内空气爆震对加热炉的正常运作造成影响,再者是对煤气管道的连接处无法进行有效的保护及存放作用,因此可能会因管道连接处出现漏气对生产安全造成影响的问题,包括加热炉,所述加热炉通过支撑机构固定连接在防撞护架的内部顶端面位置,本发明中,在平稳避震机构中的避震块固定连接在炉箱的底端面位置,因此可在当炉箱的内部产生爆震后利用避震器对炉箱起到隔震保护的作用,该设计

双预热蓄热式加热炉煤气回收装置.pdf
本发明公开了一种双预热蓄热式加热炉煤气回收装置。该装置是在煤气换向阀和煤气蓄热烧嘴之间增加两个煤气通道,并在所有的煤气通道上增加单向控制装置或更换煤气换向阀。改变原来通道中煤气和废气交替流通的状态,使四个煤气通道中两个通道流通煤气,两个通道流通废气,回收随着废气排出的煤气,并排出随着煤气进入加热炉的废气,既达到节约煤气的目的,又缩短了因烧嘴换向造成的断火时间,保证炉膛压力和温度的稳定,提高加热质量和工作效率。

高温空气燃烧技术在蓄热式加热炉中的应用分析.docx
高温空气燃烧技术在蓄热式加热炉中的应用分析高温空气燃烧技术在蓄热式加热炉中的应用分析摘要:蓄热式加热炉是一种重要的工业加热设备,其燃烧技术对能源利用效率和环境污染有着重要的影响。本论文以高温空气燃烧技术在蓄热式加热炉中的应用为研究对象,首先对高温空气燃烧技术进行了概述,包括其原理、优势和应用领域。然后,结合蓄热式加热炉的特点和工作原理,分析了高温空气燃烧技术在蓄热式加热炉中的应用效果和影响因素。最后,提出了进一步优化和改进高温空气燃烧技术在蓄热式加热炉中的应用的建议。一、引言蓄热式加热炉是一种常用的工业加