
用上引连铸方法生产B10合金管坯的方法及其设备.pdf

书生****aa


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

用上引连铸方法生产B10合金管坯的方法及其设备.pdf
本发明公开了一种用上引连铸方法生产B10合金管坯的方法及其设备。1.将纯铜置于熔化炉中熔化;2.然后加入镍、铁、锰至充分熔化;3.将熔化后的合金铜水,引入结晶器内;4.用上引连铸机进行拉拔,其拉拔速度由计算机进行同步控制;5.当拉拔到所需长度的时候,用上引连铸机上的等离子切割机进行切割;6.然后将切割后的管坯放入二辊冷轧机中进行冷轧;7.最后进行矫直、定尺、分装入库。前述的用上引连铸方法生产B10合金管坯的设备为上引连铸机。本发明具有加工流程短、减少设备投资,碳排量少,无酸污染、产量高的优点;一次成材率达
大方坯齿轮钢铸坯的连铸生产方法.pdf
本发明涉及一种大方坯齿轮钢铸坯的连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚度均匀。本发明可确保大方坯齿轮
生产连铸圆坯的方法.pdf
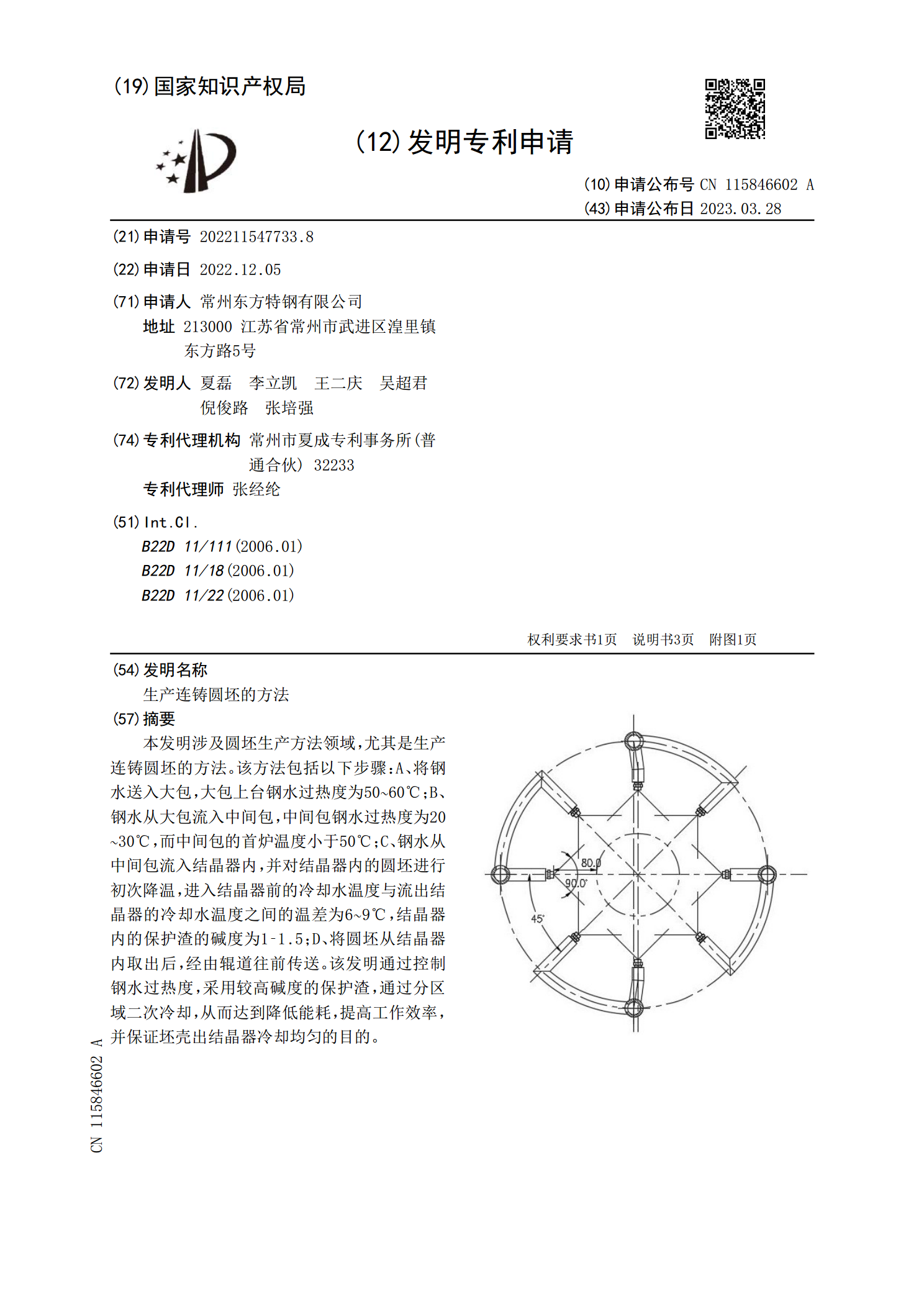
本发明涉及圆坯生产方法领域,尤其是生产连铸圆坯的方法。该方法包括以下步骤:A、将钢水送入大包,大包上台钢水过热度为50~60℃;B、钢水从大包流入中间包,中间包钢水过热度为20~30℃,而中间包的首炉温度小于50℃;C、钢水从中间包流入结晶器内,并对结晶器内的圆坯进行初次降温,进入结晶器前的冷却水温度与流出结晶器的冷却水温度之间的温差为6~9℃,结晶器内的保护渣的碱度为1‑1.5;D、将圆坯从结晶器内取出后,经由辊道往前传送。该发明通过控制钢水过热度,采用较高碱度的保护渣,通过分区域二次冷却,从而达到降低

铸坯表面缺陷少的连铸方法.docx
铸坯表面缺陷少的连铸方法标题:现代连铸技术在降低铸坯表面缺陷中的应用摘要:连铸技术在钢铁制造过程中起到了至关重要的作用,尤其对于铸坯表面缺陷的控制。本论文将介绍现代连铸技术在降低铸坯表面缺陷中的应用。首先,将对铸坯表面缺陷的影响因素进行分析,然后介绍几种常用的连铸技术及其在降低缺陷方面的优势。最后,探讨了未来发展的趋势和挑战。1.引言连铸技术是钢铁工业中最常见的铸造方法之一。它通过将熔融金属倒入连续运动的结晶器中,快速凝固并冷却,形成连续坯料。连铸技术不仅可以提高生产效率,而且能够生产出具有良好性能的铸坯

连铸坯切割方法的完善.docx
连铸坯切割方法的完善随着钢铁行业的不断发展和进步,连铸技术在生产过程中所占的地位也越来越重要。连铸技术在钢铁生产中的应用越来越广泛,它不仅可以提高生产效率,还可以显著提高钢材质量,减少生产成本,提高市场竞争力。在连铸生产过程中,连铸坯切割是非常重要的一环。连铸坯切割是指将钢水铸造成为一定形状、尺寸的连铸坯,并将这些连铸坯切割成一定长度的工件。连铸坯切割的质量直接关系到后续的热轧加工和下道工序的质量,因此连铸坯切割技术的完善对钢铁生产具有重要的意义。目前,连铸坯切割方法主要有火炬切割、刨刀切割和流星锯切割等