
一种中厚板剪切机耐高温剪刃及其生产方法.pdf

努力****承悦

1/5
2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中厚板剪切机耐高温剪刃及其生产方法.pdf
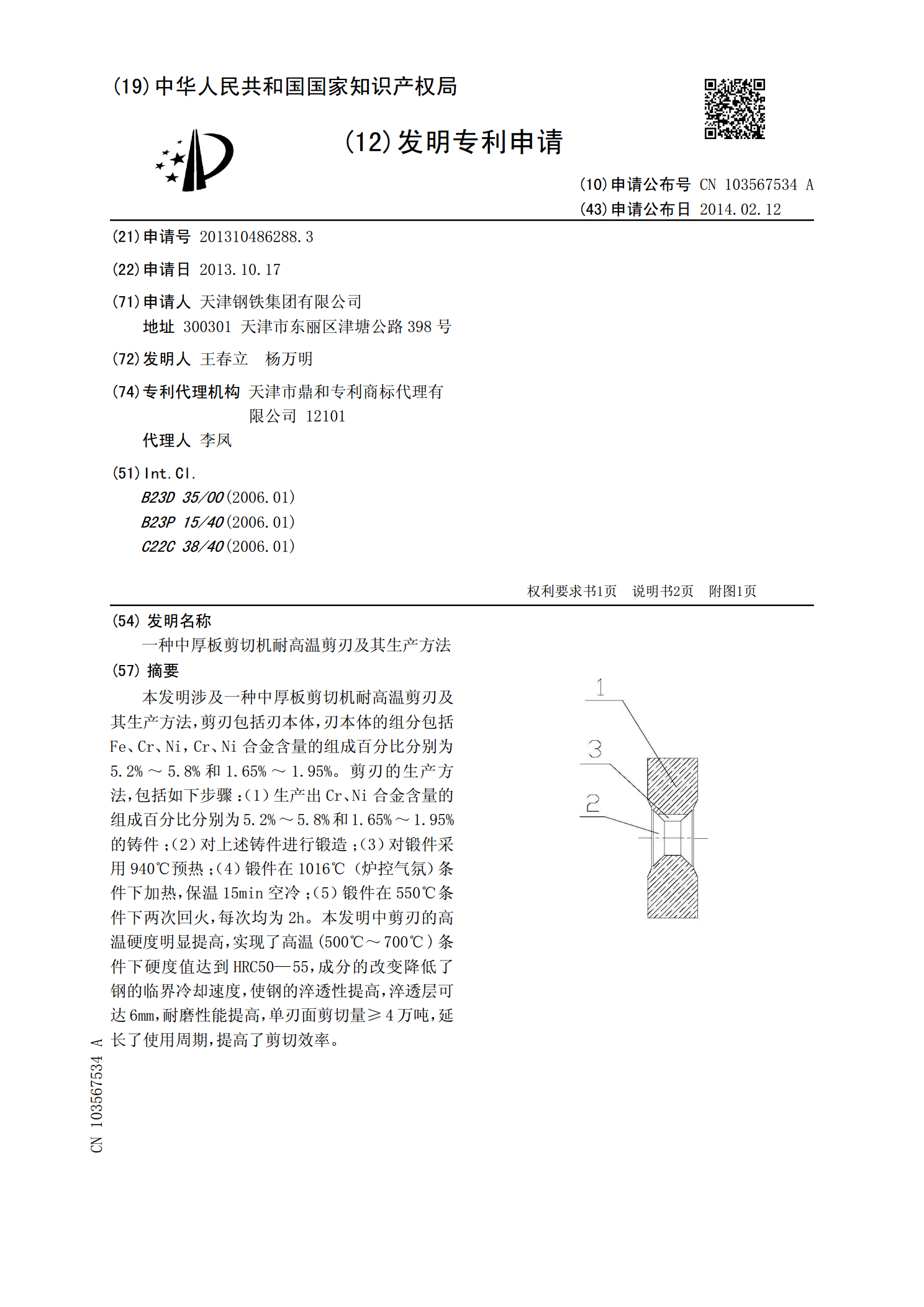
本发明涉及一种中厚板剪切机耐高温剪刃及其生产方法,剪刃包括刃本体,刃本体的组分包括Fe、Cr、Ni,Cr、Ni合金含量的组成百分比分别为5.2%~5.8%和1.65%~1.95%。剪刃的生产方法,包括如下步骤:(1)生产出Cr、Ni合金含量的组成百分比分别为5.2%~5.8%和1.65%~1.95%的铸件;(2)对上述铸件进行锻造;(3)对锻件采用940℃预热;(4)锻件在1016℃(炉控气氛)条件下加热,保温15min空冷;(5)锻件在550℃条件下两次回火,每次均为2h。本发明中剪刃的高温硬度明显提高

剪切机飞剪斜刃剪圆盘剪.ppt
1主要内容剪切机的分类;平行剪刃剪机结构参数、剪切力参数(剪切力与剪切静力矩)计算;平行刃剪切机典型结构分析;上切式与下切式剪切机;斜刃剪(圆盘剪)、参数及其结构分析。3456789101112131415161718192021222324252627282930313233343536373839404142434445464748495051525354555657585960616263646566676869707172737475767778

热剪切机剪刃修复工艺.docx
热剪切机剪刃修复工艺热剪切机剪刃修复工艺热剪切机是一种常见的金属加工设备,主要用于切割金属板材、钢筋等。然而,随着使用次数的增加,刀刃的磨损和损坏也会越来越严重,这就需要对热剪切机的刀刃进行修复。本文将介绍热剪切机剪刃修复的工艺和流程。一、热剪切机剪刃的损坏类型热剪切机的剪刃损坏类型主要包括:1.刀刃口和开口变形:热剪切机刀刃很容易因为切割过程中承受的压力变形。2.开口过大:如果剪刃过度磨损,其开口会变大,影响切割品质,同时也增加了安全风险。3.刀刃缺损:当热剪切机用来切割过硬的物料时,刀刃会被磨损或者损

GD钢在中厚板剪刃上的应用.docx
GD钢在中厚板剪刃上的应用GD钢在中厚板剪刃上的应用摘要:GD钢是一种高硬度冷作模具钢,具有优异的切割性能和耐磨性能。本论文旨在探讨GD钢在中厚板剪刃上的应用。首先介绍了GD钢的特性及其在其他领域的应用,然后详细讨论了GD钢在中厚板剪刃上的优势和适用场景。最后总结了GD钢在中厚板剪刃上的应用前景和发展方向。引言中厚板剪刃广泛应用于钢铁、造船、车辆制造等行业中。随着工业技术的进步和对产品质量的要求日益增高,对中厚板剪刃的要求也越来越高。传统的中厚板剪刃材料,如T8钢、T10钢等,在切割过程中容易磨损,导致剪

基于MATLAB的平行刃剪切机剪刃侧隙的优化设计.docx
基于MATLAB的平行刃剪切机剪刃侧隙的优化设计随着制造业的不断发展,机器人技术越来越成熟,成为了各种加工工序的重要力量。平行刃剪切机是机器人加工中的常见设备之一,经常用于金属板材的切割加工。平行刃剪切机在使用中,刀口间的侧隙大小对切割质量和刀具使用寿命有着重要影响,因此对侧隙大小进行优化设计显得尤为重要。本文通过MATLAB进行分析和优化设计,旨在达到提高平行刃剪切机切割精度和刀具使用寿命的目的。1.平行刃剪切机的工作原理平行刃剪切机主要由机械结构、驱动系统和控制系统三部分组成。机械结构包括机床、刀具和