
无氧化热处理炉辐射管漏点在线快速定位方法.pdf

雨巷****莺莺

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
无氧化热处理炉辐射管漏点在线快速定位方法.pdf
无氧化热处理炉辐射管漏点在线快速定位方法,其步骤:降低炉内钢带的运行速度不超过70米/分钟,并查看钢带表面的水迹、氧化黑印的起始部位;根据破损辐射管所在的供热区域进行分组;按照顺序关闭及打开各组辐射管上的烧嘴,并观察炉内压力或露点变化情况;进行逐个排查。本发明不需要停炉和降炉温即可实施,不影响生产,可及时快速地确定漏点,减少产品降判和质量停机事故;不需要制作密封垫和防爆片等测试构件,不需要对辐射管烧嘴管路进行拆卸和封堵,也不需要额外准备气源和送气管路等大量前期准备工作即可实施,成本低,工作量小,测试周期缩
辊底式无氧化炉辐射管在线快速测漏方法.pdf
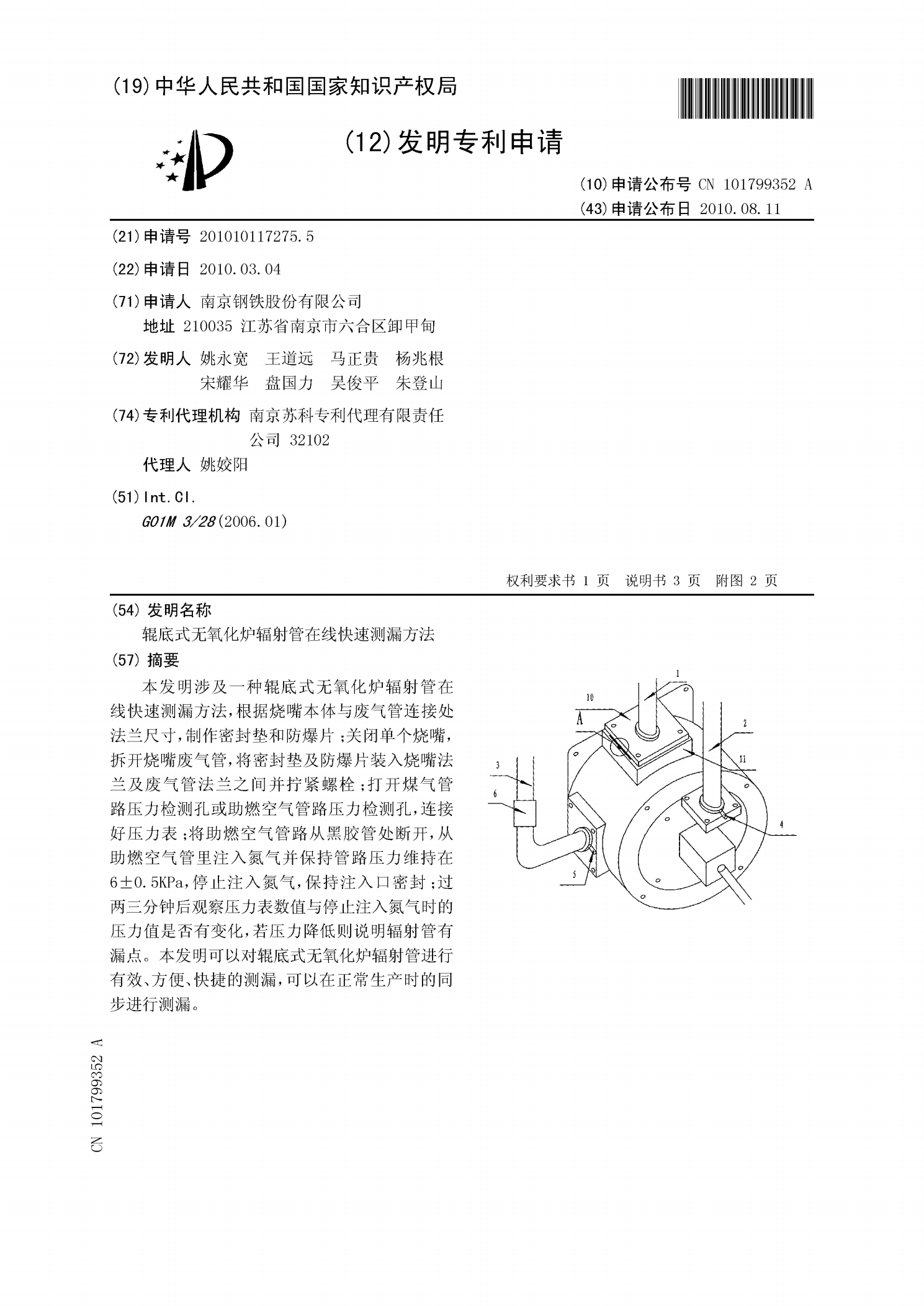
本发明涉及一种辊底式无氧化炉辐射管在线快速测漏方法,根据烧嘴本体与废气管连接处法兰尺寸,制作密封垫和防爆片;关闭单个烧嘴,拆开烧嘴废气管,将密封垫及防爆片装入烧嘴法兰及废气管法兰之间并拧紧螺栓;打开煤气管路压力检测孔或助燃空气管路压力检测孔,连接好压力表;将助燃空气管路从黑胶管处断开,从助燃空气管里注入氮气并保持管路压力维持在6±0.5KPa,停止注入氮气,保持注入口密封;过两三分钟后观察压力表数值与停止注入氮气时的压力值是否有变化,若压力降低则说明辐射管有漏点。本发明可以对辊底式无氧化炉辐射管进行有效、
辊底式无氧化炉辐射管批量快速测漏方法.pdf
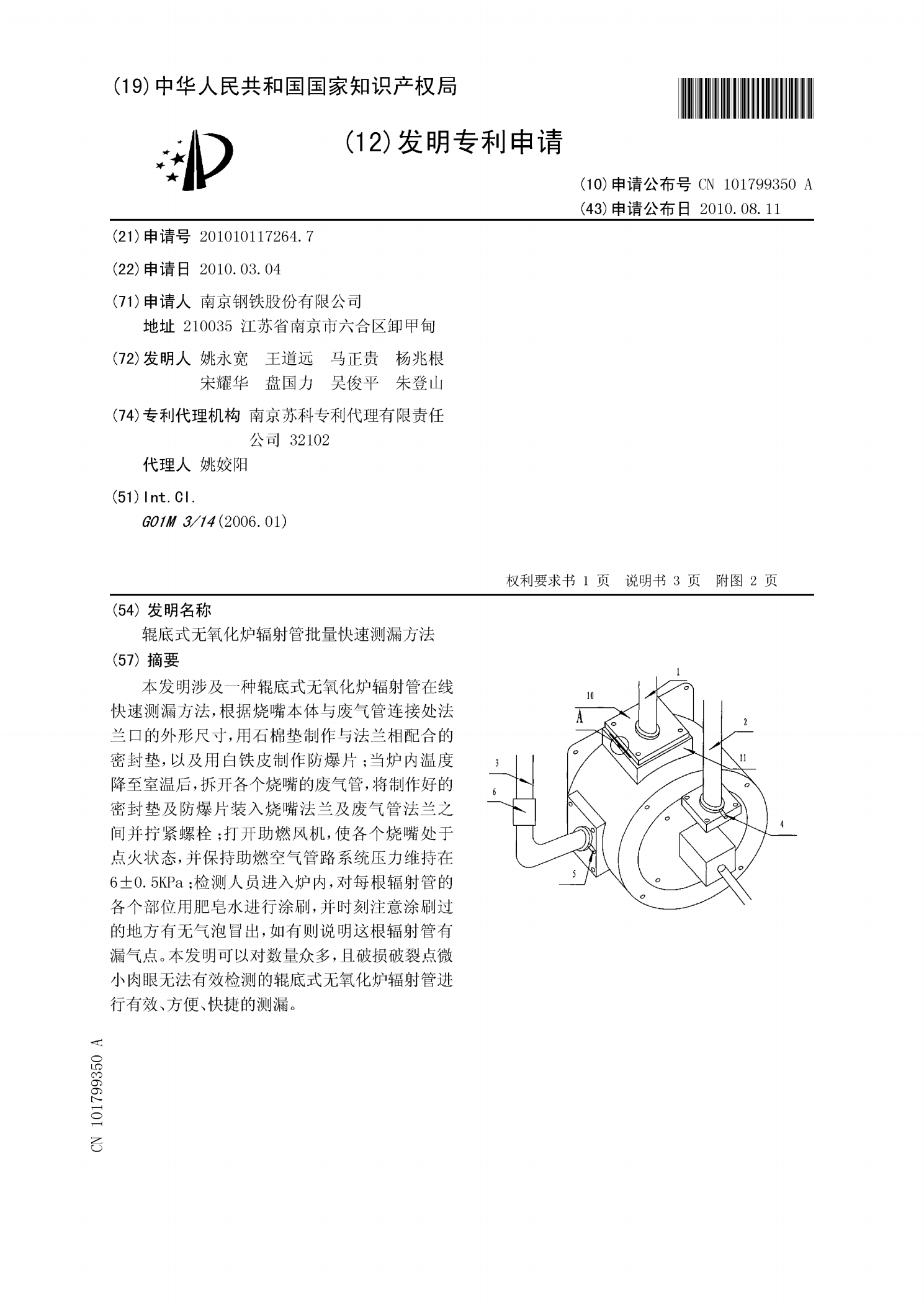
本发明涉及一种辊底式无氧化炉辐射管在线快速测漏方法,根据烧嘴本体与废气管连接处法兰口的外形尺寸,用石棉垫制作与法兰相配合的密封垫,以及用白铁皮制作防爆片;当炉内温度降至室温后,拆开各个烧嘴的废气管,将制作好的密封垫及防爆片装入烧嘴法兰及废气管法兰之间并拧紧螺栓;打开助燃风机,使各个烧嘴处于点火状态,并保持助燃空气管路系统压力维持在6±0.5KPa;检测人员进入炉内,对每根辐射管的各个部位用肥皂水进行涂刷,并时刻注意涂刷过的地方有无气泡冒出,如有则说明这根辐射管有漏气点。本发明可以对数量众多,且破损破裂点微
热处理炉辐射管在线检漏方法及其装置.pdf
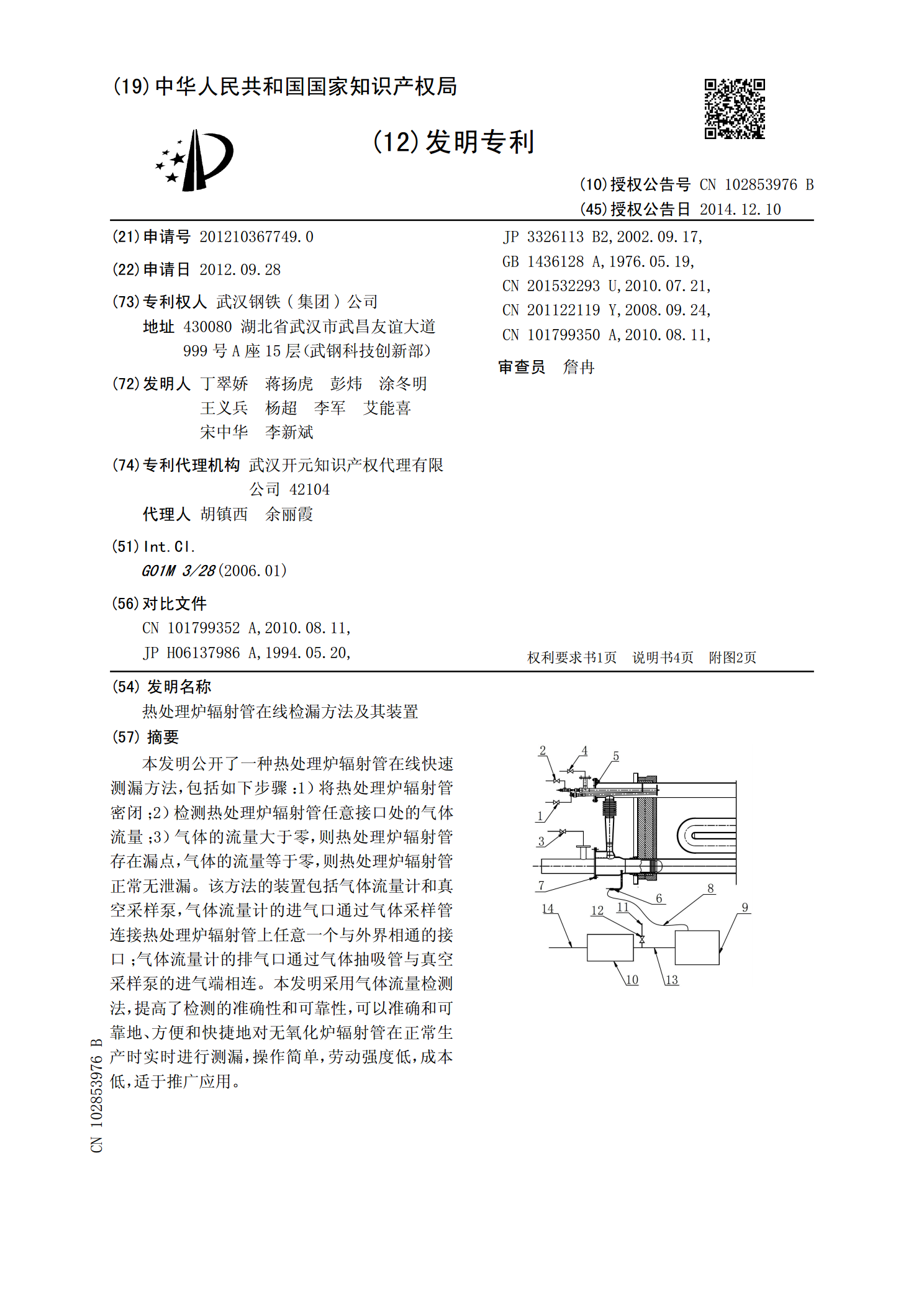
本发明公开了一种热处理炉辐射管在线快速测漏方法,包括如下步骤:1)将热处理炉辐射管密闭;?2)检测热处理炉辐射管任意接口处的气体流量;?3)气体的流量大于零,则热处理炉辐射管存在漏点,气体的流量等于零,则热处理炉辐射管正常无泄漏。实该漏方法的装置,包括气体流量计和真空采样泵,气体流量计的进气口通过气体采样管连接热处理炉辐射管上任意一个与外界相通的接口;气体流量计的排气口通过气体抽吸管与真空采样泵的进气端相连。本发明采用气体流量检测法,提高了检测的准确性和可靠性,可以准确和可靠地、方便和快捷地对无氧化炉辐射
含氢保护气的无氧化炉辐射管在线检漏方法及其装置.pdf
本发明公开了一种含氢保护气的无氧化炉辐射管在线测漏方法包括如下步骤:1)将无氧化炉辐射管中的气体排空,封闭无氧化炉辐射管;2)开启密闭空间的任意一个接口,使其中的采样气体经接口与氢分析仪相连通;3)分析采样气体,如果采样气体中含有氢气,则说明无氧化炉辐射管存在漏点,如果采样气体中氢气含量为零,则说明无氧化炉辐射管无漏点。本发明装置包括氢分析仪,氢分析仪的进气口与气体采样管的一端相连,气体采样管的另一端用于连接无氧化炉辐射管上任意一个与外界相通的接口,所述氢分析仪的排气口连接有排气管。本发明方法可准确、可靠