
一种高硬度半钢轧辊的热处理方法.pdf

飞飙****ng

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高硬度半钢轧辊的热处理方法.pdf
本发明涉及一种高硬度半钢轧辊的热处理方法。该轧辊的热处理方法包括以下步骤:1)将轧辊整体加热到正火温度950-1000℃,并保温15-30h;2)迅速将轧辊吊出加热炉,放入淬火油中冷却20-30分钟;3)将轧辊迅速吊到喷雾机上进行吹风冷却;4)当轧辊表面温度能够保持在480℃以下300℃以上且不再升高时,空冷即可。本发明将正火处理过程中的喷雾冷却改为油冷和风冷的分级淬火方法,通过恰当控制油冷时间、不同阶段的冷却温度,打破了半钢和铸铁材料不能进行水冷或油冷处理的观念;再通过控制风量和吹风的强度,使轧辊在一定

一种高硬度半钢轧辊的热处理方法.pdf
本发明公开了一种高硬度半钢轧辊的热处理方法,适用于材料为155CrNiMo或180CrNiMo辊身直径为Φ850~1350mm的轧辊。热处理工艺方法包括将轧辊整体加热到正火温度950-1000℃,并保温15~30h;迅速将轧辊吊出加热炉,放入淬火油中冷却,使轧辊表面温度达到230~250℃,50mm深处的温度为270~300℃,100mm深处的温度400-450℃;再将轧辊迅速吊到喷雾机上进行吹风冷却,使轧辊表面温度达到≤480℃且不再升温后再逐步下调风压,整个风冷过程的冷速控制在2-5℃/min;当轧辊

一种高硬度石墨钢型钢轧辊及其制备方法.pdf
本发明涉及一种高硬度石墨钢型钢轧辊及其制备方法。本发明采用纯净的半钢液,在液相温度的基础上,加温55‑65℃出炉,加入0.03%的铝脱氧,经5‑10分钟镇静,然后加入0.50‑0.80%的CaSi合金球化处理,再用0.40‑0.60%的BaCa孕育剂孕育,用电磁搅拌机搅拌0.5‑1分钟浇注;轧辊至550‑650℃时热开箱进行特殊热处理,至Acm+50‑80℃保温24小时,出炉进行水雾喷淬,至480‑580℃时回火处理,轧辊再经检测获得合格成品。本发明与普通型钢轧辊相比,其特点是石墨呈球状,分布均匀,轧辊硬
一种高硬度粉末钢及其热处理方法.pdf
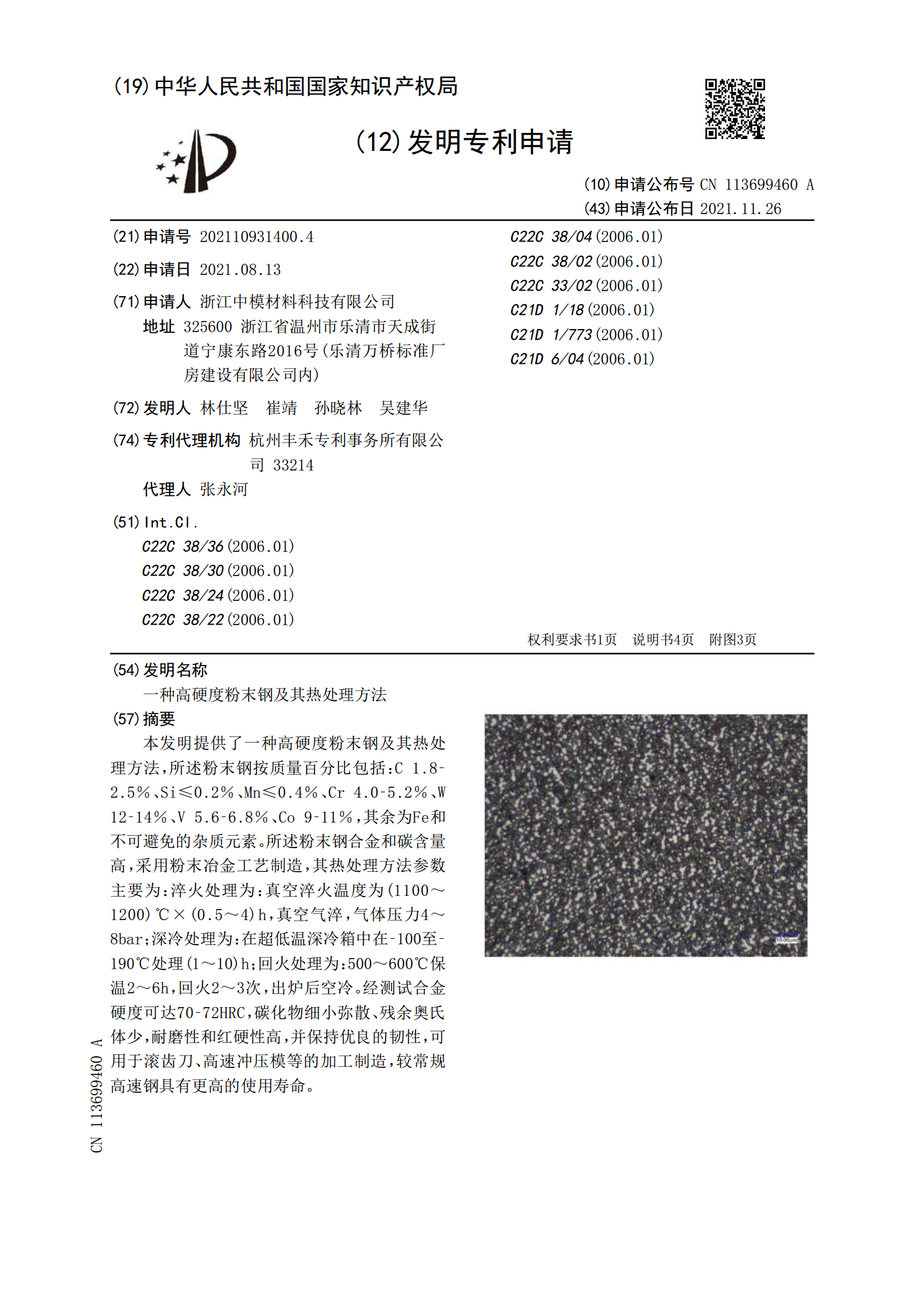
本发明提供了一种高硬度粉末钢及其热处理方法,所述粉末钢按质量百分比包括:C1.8‑2.5%、Si≤0.2%、Mn≤0.4%、Cr4.0‑5.2%、W12‑14%、V5.6‑6.8%、Co9‑11%,其余为Fe和不可避免的杂质元素。所述粉末钢合金和碳含量高,采用粉末冶金工艺制造,其热处理方法参数主要为:淬火处理为:真空淬火温度为(1100~1200)℃×(0.5~4)h,真空气淬,气体压力4~8bar;深冷处理为:在超低温深冷箱中在‑100至‑190℃处理(1~10)h;回火处理为:500~600

一种轧辊用高速钢的热处理方法.pdf
本发明公开了一种轧辊用高速钢的热处理方法,所述高速钢的化学组成以重量百分数计由下列组份组成:C:3.2-3.6,W:1.2-1.6,Mo:5.0-7.0,V:2.0-3.0,Cr:8.0-10.0,Al:0.1-0.4,Ni:2.2-2.6,Co:6.5-7.5,Nb:0.2-0.4,Ti:0.2-0.4,Ce:0.4-0.6,Zr:0.05-0.20,Si<0.8,Mn<1.5,S<0.03,P<0.04,其余为Fe,该高速钢浇注成坯并粗加工后进行淬火处理,淬火处理工艺是随炉加热至1260℃-1280℃