
重轨钢中MnS夹杂物的优化控制方法.pdf

一只****爱敏

1/8

2/8

3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

重轨钢中MnS夹杂物的优化控制方法.pdf
本发明提供了一种重轨钢中MnS夹杂物的优化控制方法,包括铁水预处理、转炉冶炼、LF精炼、RH精炼、连铸、步进式加热、热连轧、轧后控冷的步骤,其中,所述步进式加热时,控制炉气温度为1210~1250℃,一加热段加热时间50~80min,二加热段时间为50~80min,均热段时间为100~180min。实践证明,采用该方法能有效控制钢中MnS形态由轧制后的长条状夹杂变为短条状,减少大型长条MnS对钢质的危害,同时也能大大降低重轨钢的脱硫成本。

高速重轨钢中MnS夹杂物的控制方法.pdf
本发明公开了一种高速重轨钢中MnS夹杂物的控制方法,该方法包括铁水预处理、转炉冶炼、LF精炼、RH精炼、连铸、热连轧、轧后控冷的步骤,所述RH精炼操作中,当硫含量在0.01~0.02%时加入钛,并控制所加入钛含量为钢液重量的0.006~0.01%。实践证明,采用该方法能有效解决重轨钢中A类夹杂物超标的问题,同时也能大大降低重轨钢的脱硫成本。
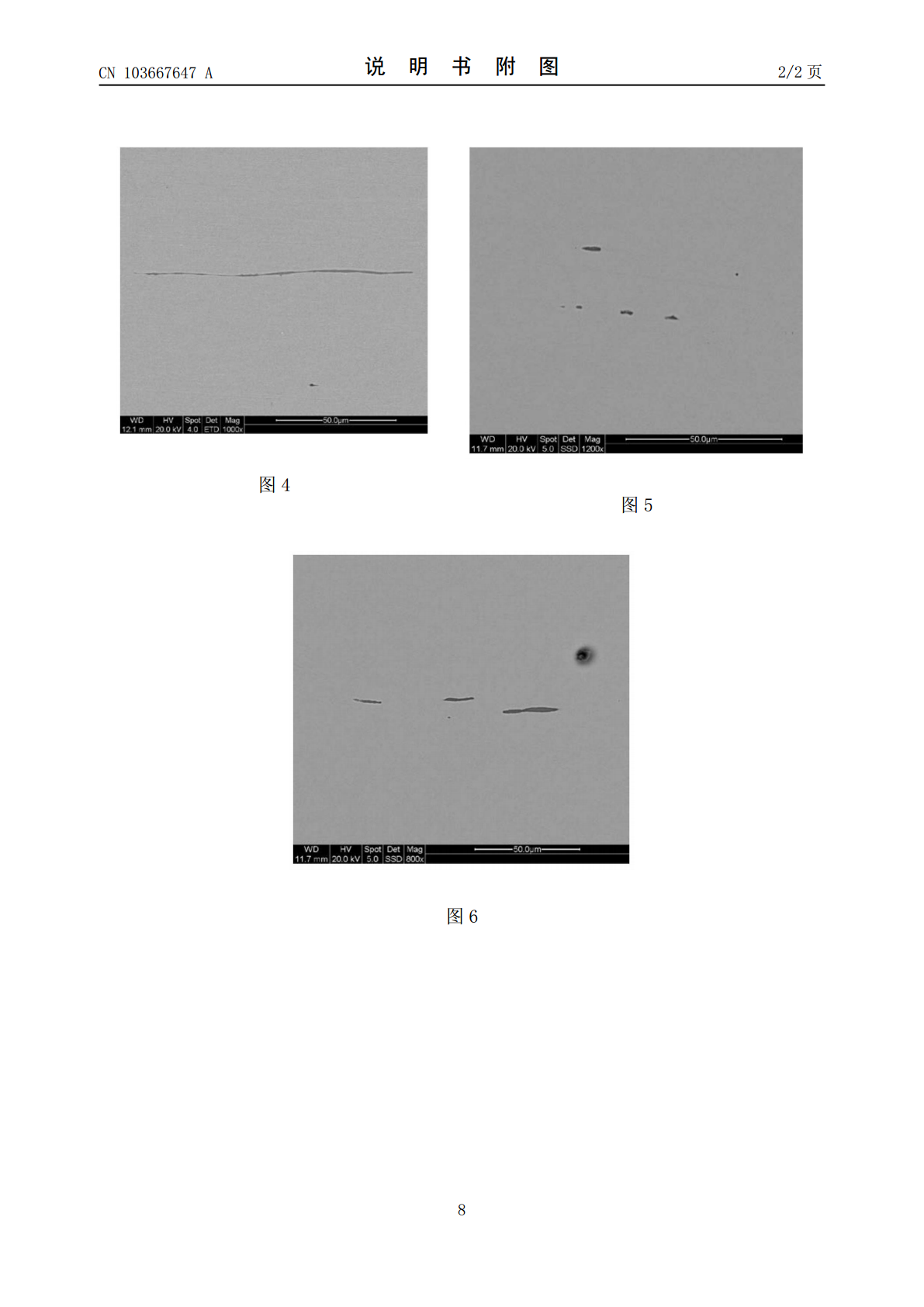
一种重轨钢MnS夹杂物的变性方法.pdf
本发明公开了一种重轨钢MnS夹杂物的变性方法,属于钢铁冶金技术领域。本发明解决的技术问题是一种重轨钢MnS夹杂物的变性方法。重轨钢MnS夹杂物的变性方法,包括铁水预处理、转炉冶炼、LF精炼、RH精炼、连铸、热连轧、轧后控冷的步骤,所述LF精炼中,进行精准脱硫,控制钢水S含量为0.003~0.010%,控制钢水氧活度≤0.0015%;所述转炉冶炼、LF精炼和RH精炼中,控制钢水N含量≤0.0050%,并在RH精炼中加入Ti合金,控制钢水Ti含量为0.0050%~0.0150%。本发明方法通过对钢水S、a[O

U75V重轨钢连铸坯中MnS夹杂物演变研究.docx
U75V重轨钢连铸坯中MnS夹杂物演变研究Title:EvolutionofMnSInclusionsinU75VHeavyRailContinuousCastingBilletsAbstract:ThepresenceofMnSinclusionsinsteelproductscansignificantlyaffecttheirmechanicalandmetallurgicalproperties.ThisstudyaimstoinvestigatetheevolutionofMnSinclusio
一种重轨钢夹杂物的控制方法.pdf
本发明公开了一种重轨钢夹杂物的控制方法。本发明提供了一种重轨钢夹杂物的控制方法。该方法流程为:转炉冶炼→LF炉精炼→RH真空处理→连铸。本发明通过在转炉采用活性石灰、精炼过程中采用活性石灰、碳化硅以及石英砂造渣的精炼方法,控制钢液中S的质量含量降低到0.006%以下,并且保证钢材夹杂物评级均小于或等于2.0级。本发明采用相对较高的碱度,脱硫效率高且稳定,并且对于钢液各类夹杂物都起到了明显的改善作用。