
斜轧穿孔工艺制造双金属复合管的方法.pdf

王秋****哥哥

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

斜轧穿孔工艺制造双金属复合管的方法.pdf
本发明提供斜轧穿孔工艺制造双金属复合管的方法,包括以下步骤:模铸法浇注复合铸锭,首先冶炼高合金钢一炉,浇注高合金钢铸锭,然后将高合金钢铸锭锻造并机加工成高合金钢圆坯,将高合金钢圆坯竖直固定在锭模中心,再利用50Kg感应炉冶炼碳钢一炉,再进行浇注,即可获得复合铸锭,即铸锭芯部为高合金钢,铸锭外层为普通碳钢;将复合铸锭进行锻造并机加工获得复合管坯;利用二辊斜轧穿孔机对所述复合管坯进行斜轧穿孔获得内层为高合金钢、外层为普通碳钢的双金属复合管。有益效果是采用冶金复合方式,结合力强。采用斜轧穿孔工艺,壁厚精度高,可

单主动导盘斜轧穿孔新工艺.docx
单主动导盘斜轧穿孔新工艺单主动导盘斜轧穿孔新工艺摘要:单主动导盘斜轧穿孔新工艺是一种通过斜轧穿孔机床实现的具有高效率和高精度的穿孔加工方法。本文介绍了单主动导盘斜轧穿孔的原理和工艺特点,并对其应用进行了探讨。通过实验验证,证明了该新工艺具有较好的加工效果和经济效益。关键词:单主动导盘;斜轧;穿孔;加工效果1.引言穿孔是一种常见的金属加工方法,可以用于制作各种零部件和设备。传统的穿孔方法包括冲压、钻孔和拉削等,但这些方法存在着加工效率低、尺寸精度不高的问题。因此,研究和开发新的穿孔工艺具有重要意义。2.单主
一种双金属复合管的制造方法.pdf
本发明公开了一种双金属复合管的制造方法,包括1)对内管外表面和外管内表面进行表面处理;2)将外管的内表面或内管的外表面涂覆一层金属层,干燥;3)将内管穿入外管;4)将内、外管采用机械复合管工艺复合;5)热处理熔合;6)将热处理熔合后的双金属复合管,进行空冷或者炉冷;7)对双金属复合管的端口修整,外表面进行除污处理;8)检验入库。本发明的双金属复合管的制造方法,采用机械复合配合冶金复合方式,克服了冶金复合管的工效低、内外管厚度不均等缺点,并具有冶金复合管的结合强度高的特点,适合大批量生产,外管和内管之间存在

斜轧穿孔方式方法论.docx
斜轧穿孔方式方法论斜轧穿孔方式方法论摘要:斜轧穿孔是一种在金属加工中常用的方式,它可以通过轧制工序对金属材料进行穿孔加工。本文将对斜轧穿孔的原理、方法、特点等进行详细的探讨,并对其在工业生产中的应用进行分析与总结。关键词:斜轧穿孔;金属加工;轧制工序;应用1.引言斜轧穿孔作为一种金属加工方式,在工业生产中得到了广泛应用。它通过将金属材料放置在滚轮或辊子之间,利用辊子的旋转和压力,使辊子与金属材料之间的接触面发生摩擦,进而在金属材料上形成一个孔洞。斜轧穿孔方式具有高效、精度高、操作简单等优点,已成为金属加工
双金属复合管双面焊接的工艺方法.pdf
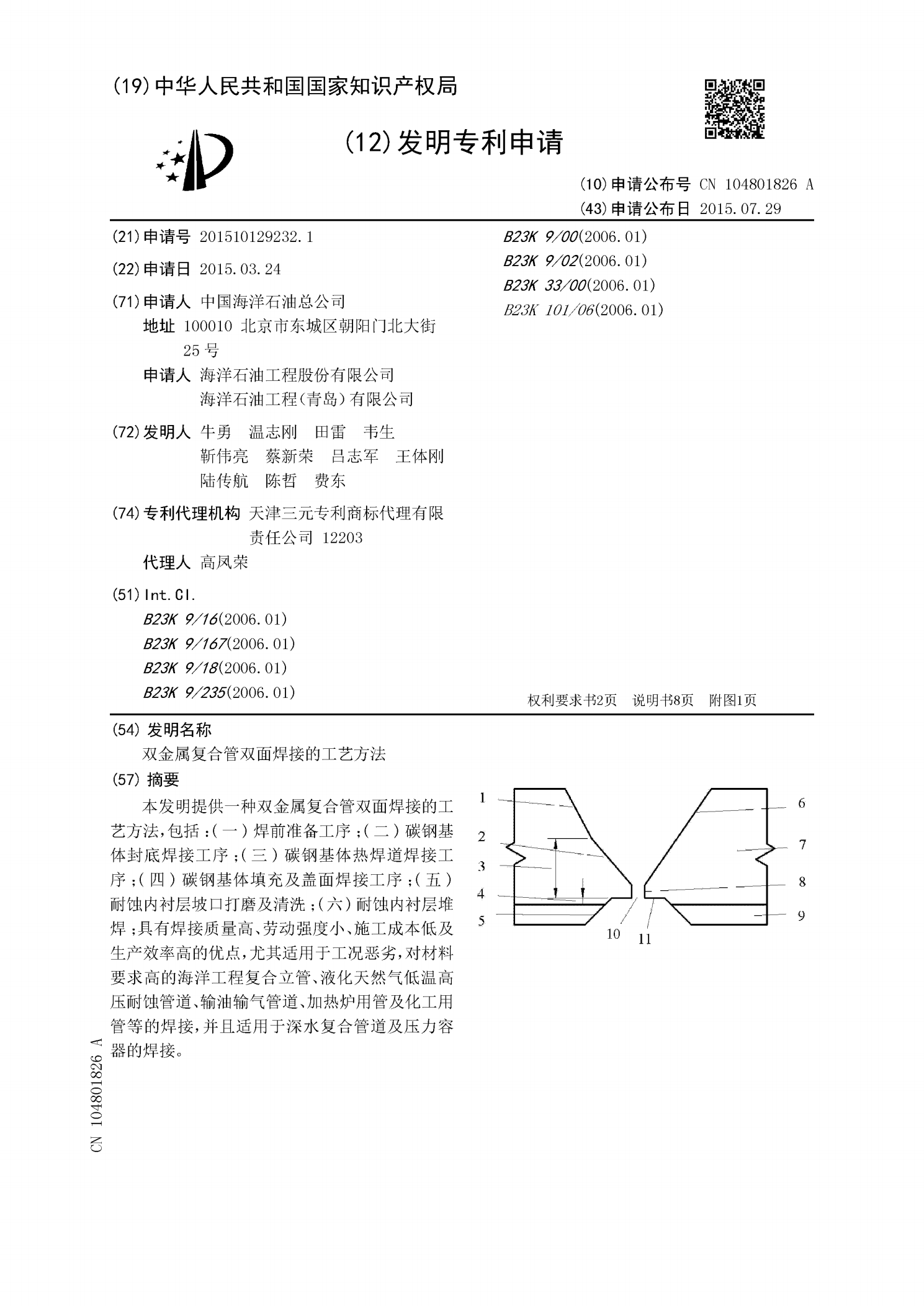
本发明提供一种双金属复合管双面焊接的工艺方法,包括:(一)焊前准备工序;(二)碳钢基体封底焊接工序;(三)碳钢基体热焊道焊接工序;(四)碳钢基体填充及盖面焊接工序;(五)耐蚀内衬层坡口打磨及清洗;(六)耐蚀内衬层堆焊;具有焊接质量高、劳动强度小、施工成本低及生产效率高的优点,尤其适用于工况恶劣,对材料要求高的海洋工程复合立管、液化天然气低温高压耐蚀管道、输油输气管道、加热炉用管及化工用管等的焊接,并且适用于深水复合管道及压力容器的焊接。