
一种镍基合金棒材的新型轧制工艺.pdf

如灵****姐姐

1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基合金棒材的新型轧制工艺.pdf
本发明公开了一种镍基合金棒材的新型轧制工艺,步骤为:a.准备边长为240mm的方坯;b.将坯料放置连续式加热炉中加热至1220℃,保温5小时;c.将完成步骤b的坯料在650轧机上进行9道往复式轧制;d.将完成步骤c的坯料在500轧机上连续轧制;e.空冷,冷却后取样分析,本发明的一种镍基合金棒材的新型轧制工艺采用热轧工艺将坯料加热到一定的温度进行轧制,再进行定尺分切,准确的控制尺寸,降低材料损失,轧制变形均匀,分析晶粒及硬度良好。

一种镍基合金带材的冷轧制备工艺.pdf
本发明公开了一种镍基合金带材的冷轧制备工艺,属于轧钢技术领域,包括以下步骤:冷轧压延:将型材进行多轧次的轧制制备成冷轧带;特殊退火:向真空退火炉中填充保护气体,将制备好的冷轧带放入真空退火炉中,进行初次退火处理;矫形精整:将经过特殊退火后的冷轧带过矫形设备矫形,得到质地均匀的冷轧带;常规退火:向真空退火炉中填装保护气体,将矫形后的冷轧带放入真空退火炉中,进行二次退火处理;本发明通过使用1∶2混合的氢气和氩气作为特殊退火的保护气体,氢气对镍基合金的组织具有改善作用,从而降低其加工硬化程度,氩气则可以防止氧化
发动机活塞盖用镍基膨胀合金棒材加工工艺.pdf
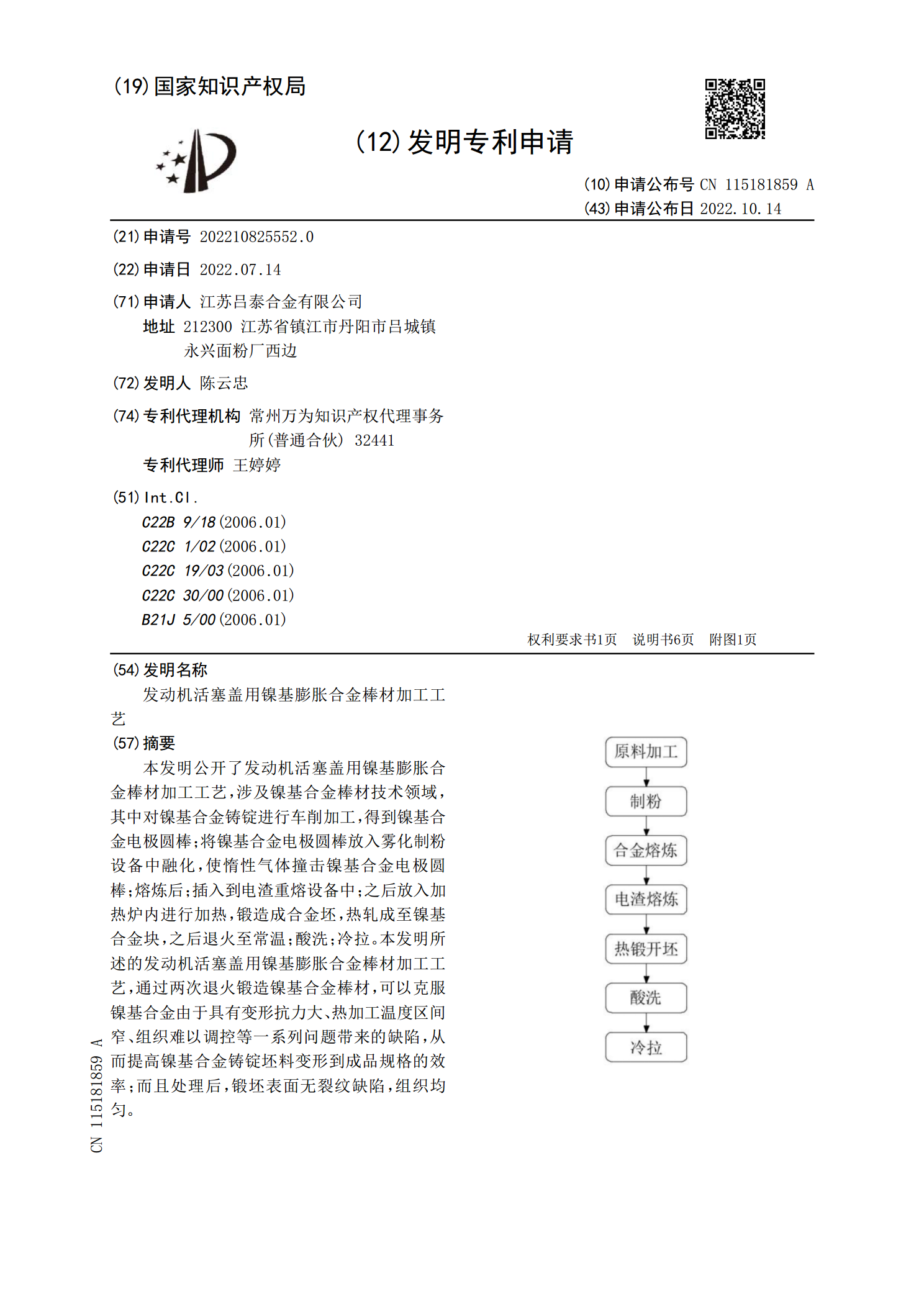
本发明公开了发动机活塞盖用镍基膨胀合金棒材加工工艺,涉及镍基合金棒材技术领域,其中对镍基合金铸锭进行车削加工,得到镍基合金电极圆棒;将镍基合金电极圆棒放入雾化制粉设备中融化,使惰性气体撞击镍基合金电极圆棒;熔炼后;插入到电渣重熔设备中;之后放入加热炉内进行加热,锻造成合金坯,热轧成至镍基合金块,之后退火至常温;酸洗;冷拉。本发明所述的发动机活塞盖用镍基膨胀合金棒材加工工艺,通过两次退火锻造镍基合金棒材,可以克服镍基合金由于具有变形抗力大、热加工温度区间窄、组织难以调控等一系列问题带来的缺陷,从而提高镍基合
一种镍基合金挤压棒材感应加热方法.pdf
本发明涉及一种镍基合金挤压棒材感应加热方法,它包括:Ⅰ用辊底炉加热,时间不低于150min,出炉温度900~950℃;Ⅱ坯料送至感应加热炉,坯料直径≤260mm,长度不大于感应炉加热线圈长度的90%;Ⅲ用两阶段控制感应加热;第一阶段,加热功率(KW)=坯料直径(mm)×K1(KW/mm),功率调节系数K1=1.1-1.2;加热时间(s)=1/2坯料直径(mm)×M(s/mm),时间调节系数M=1.4-1.6;第二阶段感应加热坯料直接升至目标温度,加热功率(KW)=坯料直径(mm)×K2(KW/mm),功率

棒材切分轧制工艺.ppt
棒材切分轧制工艺学习目标切分轧制的概念切分轧制的特点棒材切分轧制工艺布置切分轧制工艺的意义切分轧制工艺的意义切分轧制中的问题二切分工艺概况二切分孔型1二切分孔型2三线切分轧制工艺概况三切分孔型四线切分工艺概况四线切分工艺概况四切分工艺概况切分轧制对温度的要求温度高低对轧制的影响切分轧制对速度调整的要求两线差的速度图示