
铜带浇铸装置.pdf

睿达****的的

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
铜带浇铸装置.pdf
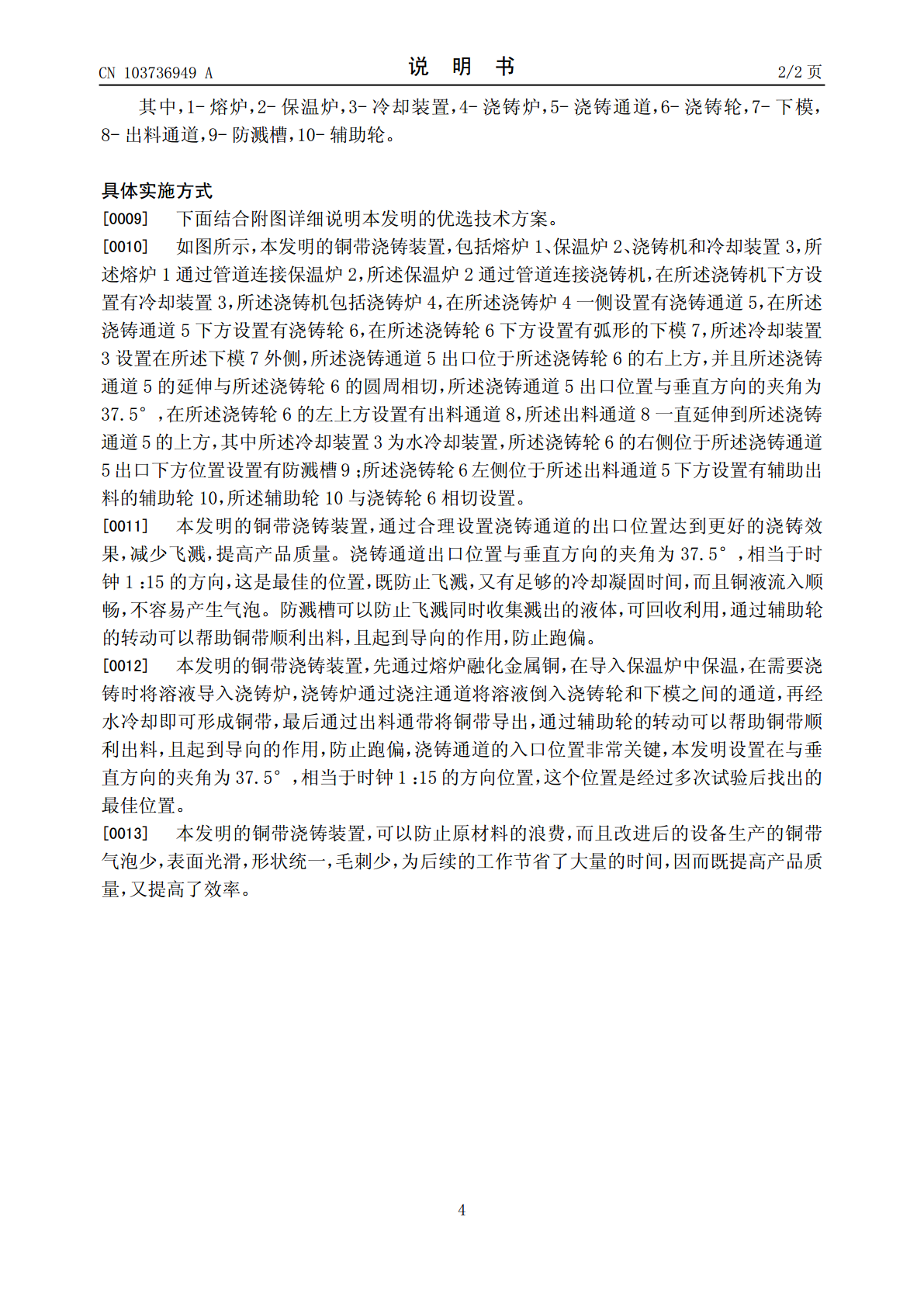
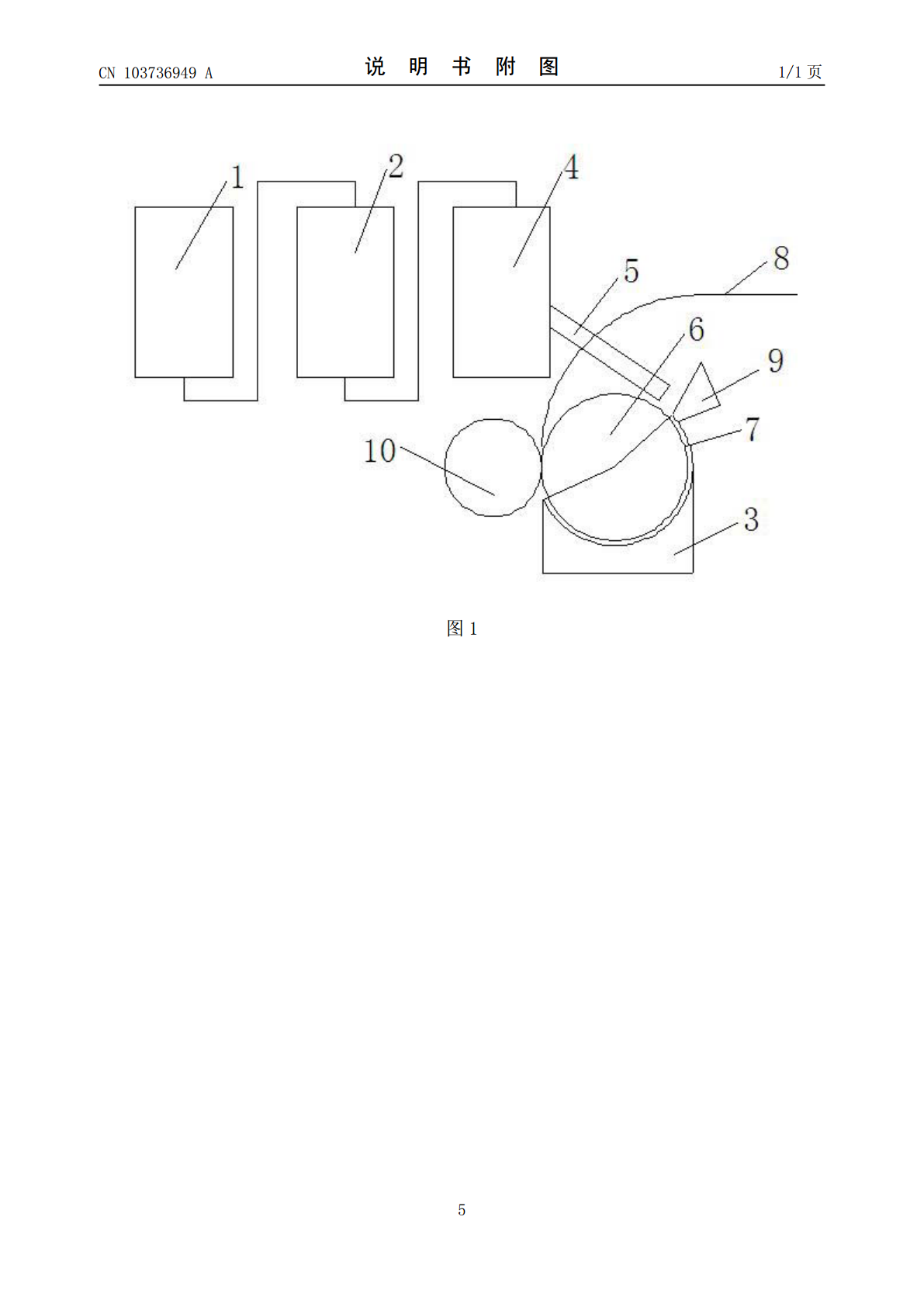
本发明公开了一种铜带浇铸装置,包括熔炉、保温炉、浇铸机和冷却装置,在所述浇铸机下方设置有冷却装置,所述浇铸机包括浇铸炉,在所述浇铸炉一侧设置有浇铸通道,在所述浇铸通道下方设置有浇铸轮,在所述浇铸轮下方设置有弧形的下模,所述冷却装置设置在所述下模外侧,所述浇铸通道出口位于所述浇铸轮的右上方,并且所述浇铸通道的延伸与所述浇铸轮的圆周相切,所述浇铸通道出口位置与垂直方向的夹角为35°-40°,在所述浇铸轮的左上方设置有出料通道,所述出料通道一直延伸到所述浇铸通道的上方。本发明的铜带浇铸装置,通过合理设置浇铸通道
浇铸装置及浇铸方法.pdf
本发明提供一种用于浇铸包含外部底切之金属组件的装置,该装置包含:基座主体(3),其具有第一末端部分(12)及圆周侧壁(13),该圆周侧壁包含楔形内部表面(16);第一模零件(4),其可插入至该基座主体(3)中且形成用于待浇铸之该组件(8)的第一模制表面(23);多个侧模零件(5),其可插入至该基座主体(3)中且在已插入状态下相抵于该基座主体(3)之该圆周侧壁(13)径向地受支撑且形成包含用于待浇铸之该组件(8)之内部模制表面(18)的模环(17);第二模零件(6),其可移动至藉由该等侧模零件(5)形成之该
铜带镀锡装置.pdf
本发明提供了铜带镀锡装置,该装置能够方便、快捷地在铜带上镀锡,并且安全可靠,提高了生产效率,其包括镀锡炉、软管,所述镀锡炉连接所述软管,所述软管连接煤气罐,所述镀锡炉内设有锡液池。
浇铸装置.pdf
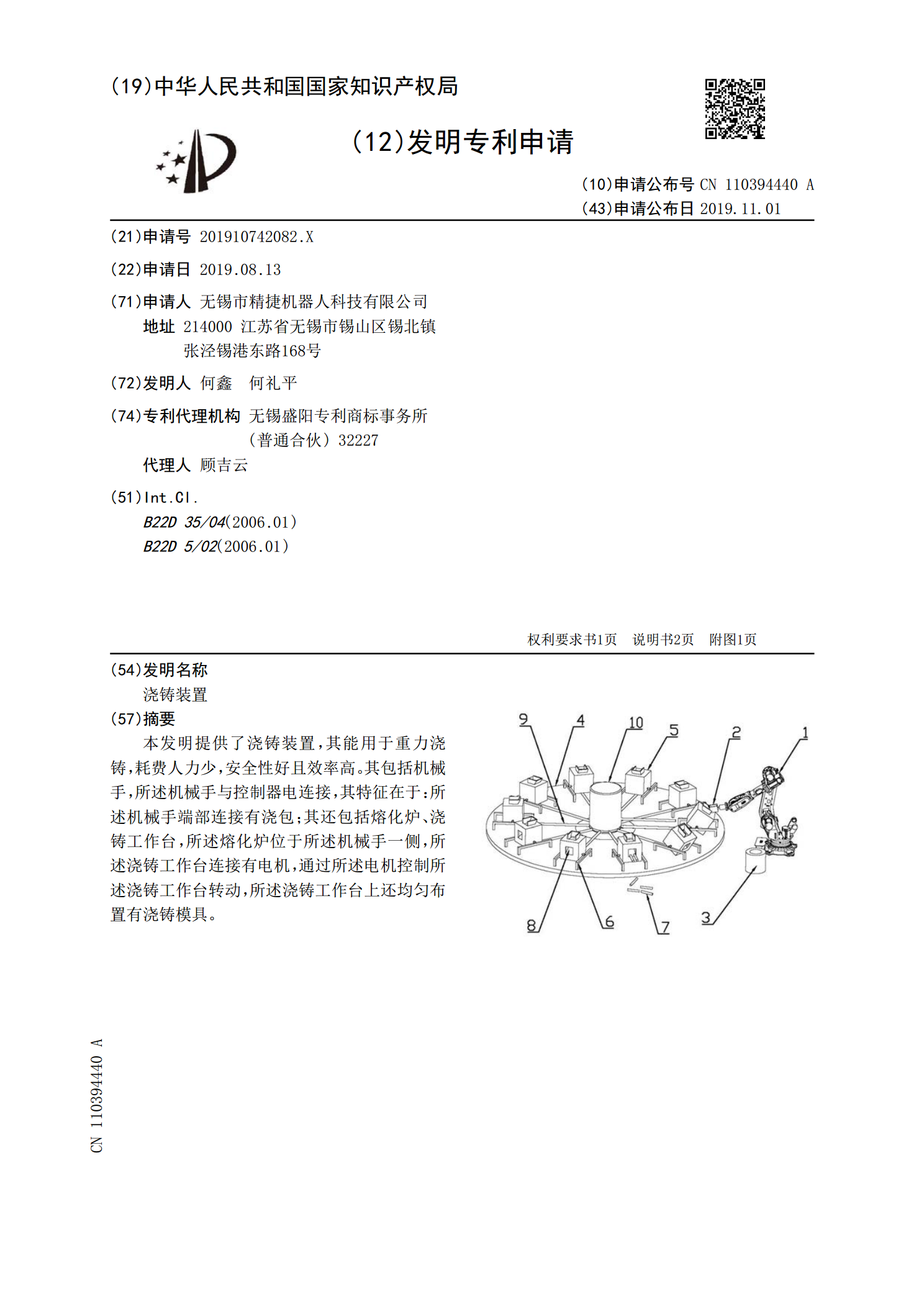
本发明提供了浇铸装置,其能用于重力浇铸,耗费人力少,安全性好且效率高。其包括机械手,所述机械手与控制器电连接,其特征在于:所述机械手端部连接有浇包;其还包括熔化炉、浇铸工作台,所述熔化炉位于所述机械手一侧,所述浇铸工作台连接有电机,通过所述电机控制所述浇铸工作台转动,所述浇铸工作台上还均匀布置有浇铸模具。

浇铸装置.pdf
本发明公开了一种浇铸装置,包括:底座;支架,所述支架可旋转地安装在所述底座上;多个浇铸模,所述多个浇铸模中的每一个均形成有上方有开口的浇铸腔,所述多个浇铸模均匀布置在所述支架外周沿上;回转支承,所述回转支承包括内齿圈和外圈,所述内齿圈与所述支架相连以带动所述支架旋转且所述外圈与所述底座相连;小齿轮,所述小齿轮与所述内齿圈相啮合;和驱动装置,所述驱动装置安装在所述底座上且所述驱动装置与所述小齿轮相连以带动所述小齿轮旋转。根据本发明实施例的浇铸装置,提高了浇铸装置运行的稳定性和可靠性。提高了浇铸装置的工作效率