
一种热处理用风冷炉.pdf

东耀****哥哥


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种热处理用风冷炉.pdf
本发明涉及一种热处理用冷却设备,特别涉及一种风冷炉,该风冷炉具有圆柱形风冷炉本体和位于风冷炉内部空腔底面的工作台,风冷炉本体一侧设有弧形炉门,风冷炉本体上设有红外温度检测装置。本发明可满足工件在封闭的空间内进行冷却,且红外温度检测装置的设置可实时监控风冷炉内部工件的温度,并结合冷却时间得出冷却速度,从而通过冷却风机上的变频调速装置对冷却速度进行实时调节;或工件达到某一设定温度时,将信号传输到上位机控制系统提示出炉,完全实现自动化,避免了人为监控温度带来的不确定性因素而导致的不同炉工件冷速差异,从而确保了工
一种热处理炉用风机.pdf
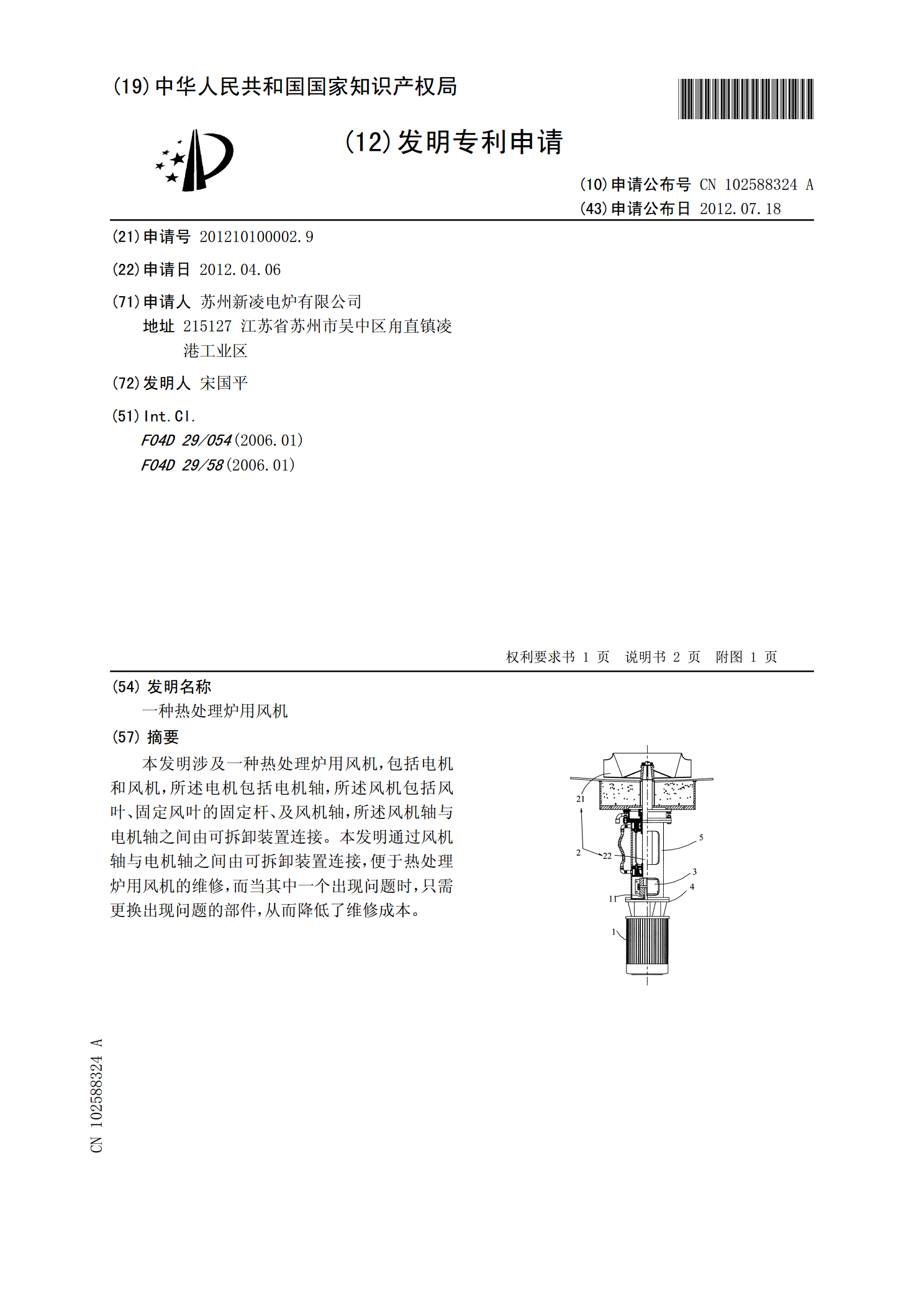
本发明涉及一种热处理炉用风机,包括电机和风机,所述电机包括电机轴,所述风机包括风叶、固定风叶的固定杆、及风机轴,所述风机轴与电机轴之间由可拆卸装置连接。本发明通过风机轴与电机轴之间由可拆卸装置连接,便于热处理炉用风机的维修,而当其中一个出现问题时,只需更换出现问题的部件,从而降低了维修成本。

一种热处理炉用台车及其安装方法和热处理炉.pdf
本发明提供了一种热处理炉用台车及其安装方法和热处理炉。热处理炉包括喷火嘴,台车包括移动机构、耐火层以及垫铁机构,其中,移动机构包括移动本体以及与移动本体连接的轮组;耐火层设置在移动本体上;垫铁机构设置在耐火层上,垫铁机构用于放置待热处理的工件,垫铁机构包括垂直于台车进炉方向设置的若干相互平行且等高的支撑垫片以及若干沿台车进炉方向设置在支撑垫片上的支撑条,支撑垫片沿台车进炉方向具有预定的厚度,若干支撑垫片的上表面共同所在的平面与若干支撑条上表面共同所在的平面为同一平面且所述同一平面平行于地面,垫铁机构为镂空

一种热处理炉用测温炉门.pdf
本发明属于机械加工设备技术领域,具体涉及一种热处理炉用测温炉门,包括热处理炉,所述热处理炉的一端固定设置有炉门架,所述炉门架的内侧滑动吊装有热炉门,所述热炉门的正面一侧固定安装有测温器,所述主撑架的顶端固定焊接有顶横梁,所述顶横梁的下表面中间固定安装有感应器,所述顶横梁的一端固定安装有报警器,所述炉门架背离所述热处理炉的一侧固定设置有区域降温装置。本发明能够改变了传统单一固定式的炉门结构,解决炉门与炉体之间存在间隙的问题,尽可能保证炉外温度不受炉内热气的影响,同时还可降低人工工作区域内的空气温度,另外,还

一种热处理用高温台车炉炉壳.pdf
本发明公开了一种热处理用高温台车炉炉壳,包括壳体,所述壳体的后端内侧设置有防撞缓冲结构,所述防撞缓冲结构包括套筒、缓冲气囊、支撑柱、缓冲弹簧以及受力支撑板,所述壳体的上端设置有烟气回收箱,所述烟气回收箱的侧端设置有进烟口,所述进烟口的内侧设置有过滤网,所述烟气回收箱的内侧设置导热管,所述烟气回收箱的相对于进烟口的一侧设置有氧化反应盒,所述烟气回收箱的上端设置有换热水箱。本发明所述的一种热处理用高温台车炉炉壳,具有一定的防撞缓冲能力,可以防止台车进入炉内时碰撞到炉壳后端,同时,配合烟气回收箱,可以将烟气中的