
大型薄壁回旋体高强度铝合金铸件铸造方法.pdf

雨巷****凝海


1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
大型薄壁回旋体高强度铝合金铸件铸造方法.pdf
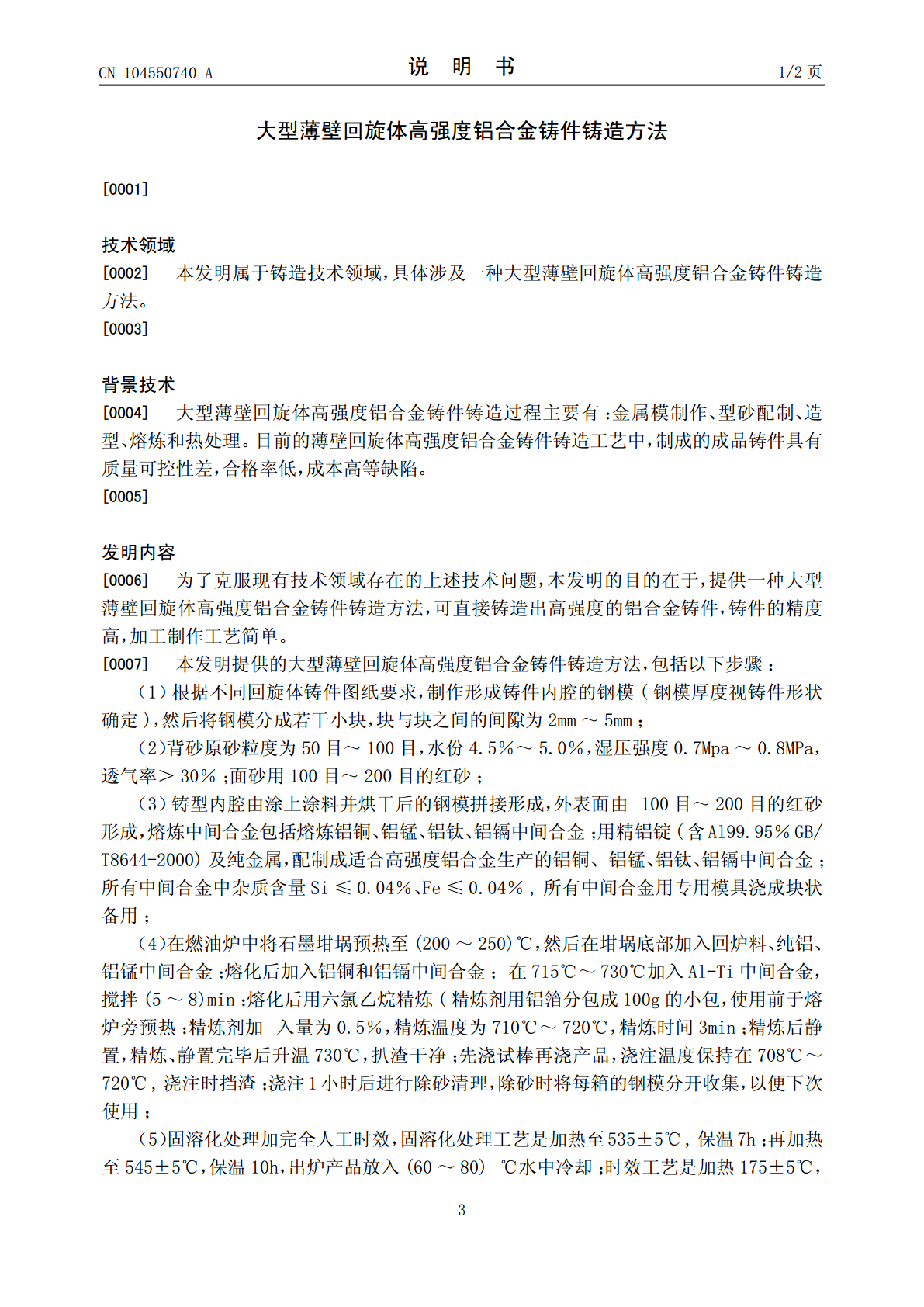
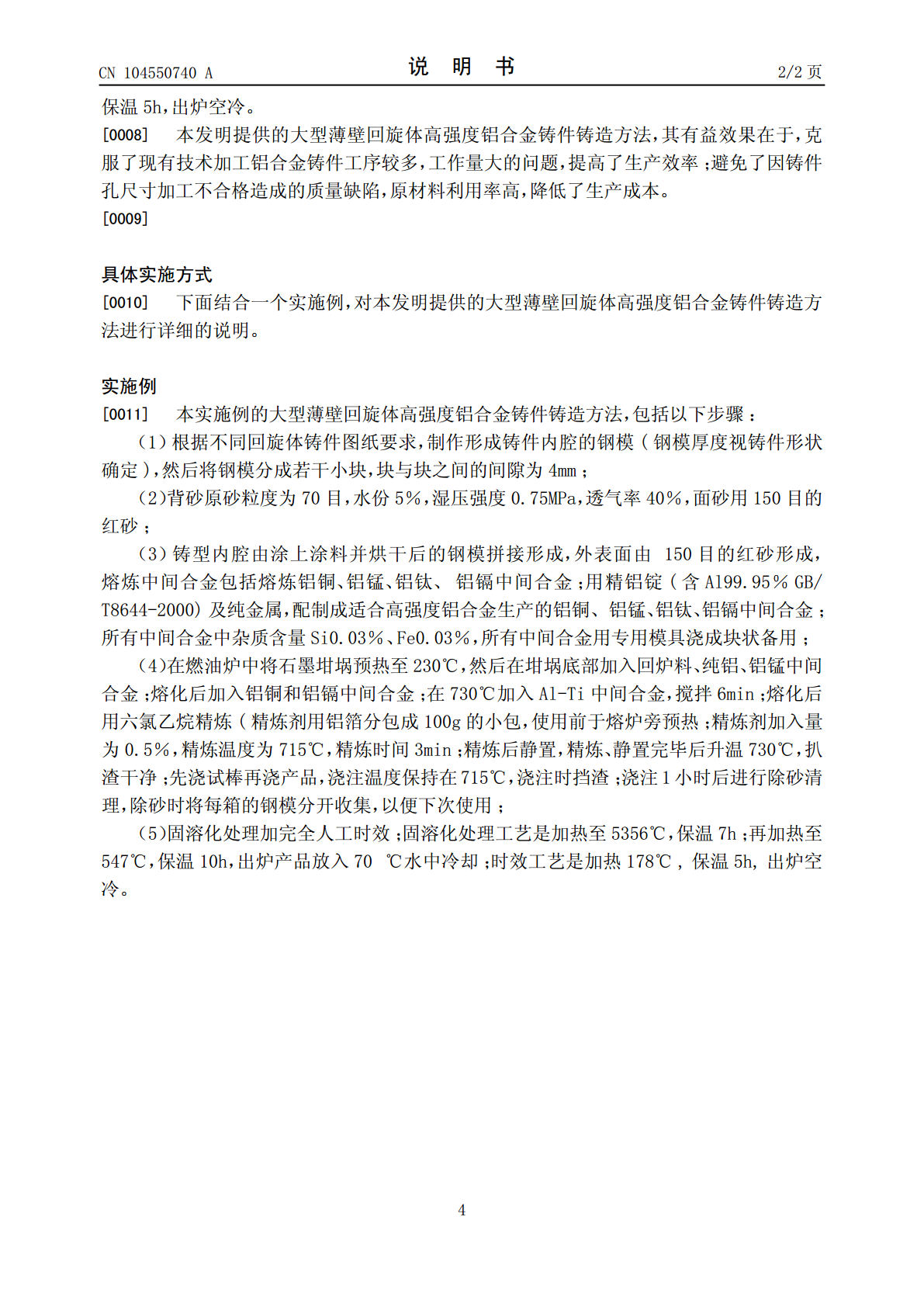
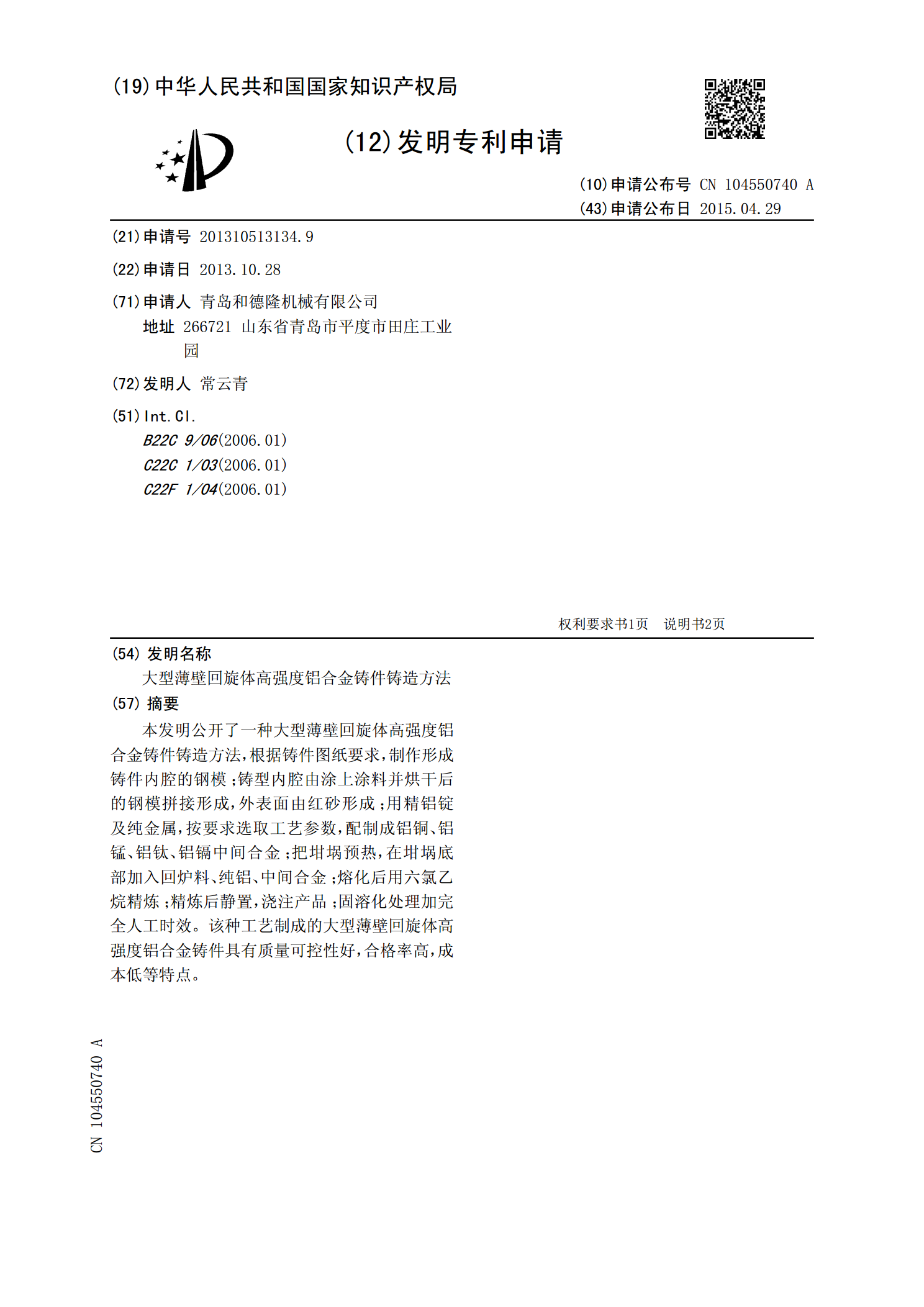
本发明公开了一种大型薄壁回旋体高强度铝合金铸件铸造方法,根据铸件图纸要求,制作形成铸件内腔的钢模;铸型内腔由涂上涂料并烘干后的钢模拼接形成,外表面由红砂形成;用精铝锭及纯金属,按要求选取工艺参数,配制成铝铜、铝锰、铝钛、铝镉中间合金;把坩埚预热,在坩埚底部加入回炉料、纯铝、中间合金;熔化后用六氯乙烷精炼;精炼后静置,浇注产品;固溶化处理加完全人工时效。该种工艺制成的大型薄壁回旋体高强度铝合金铸件具有质量可控性好,合格率高,成本低等特点。
薄壁铝合金铸件的铸造方法.pdf
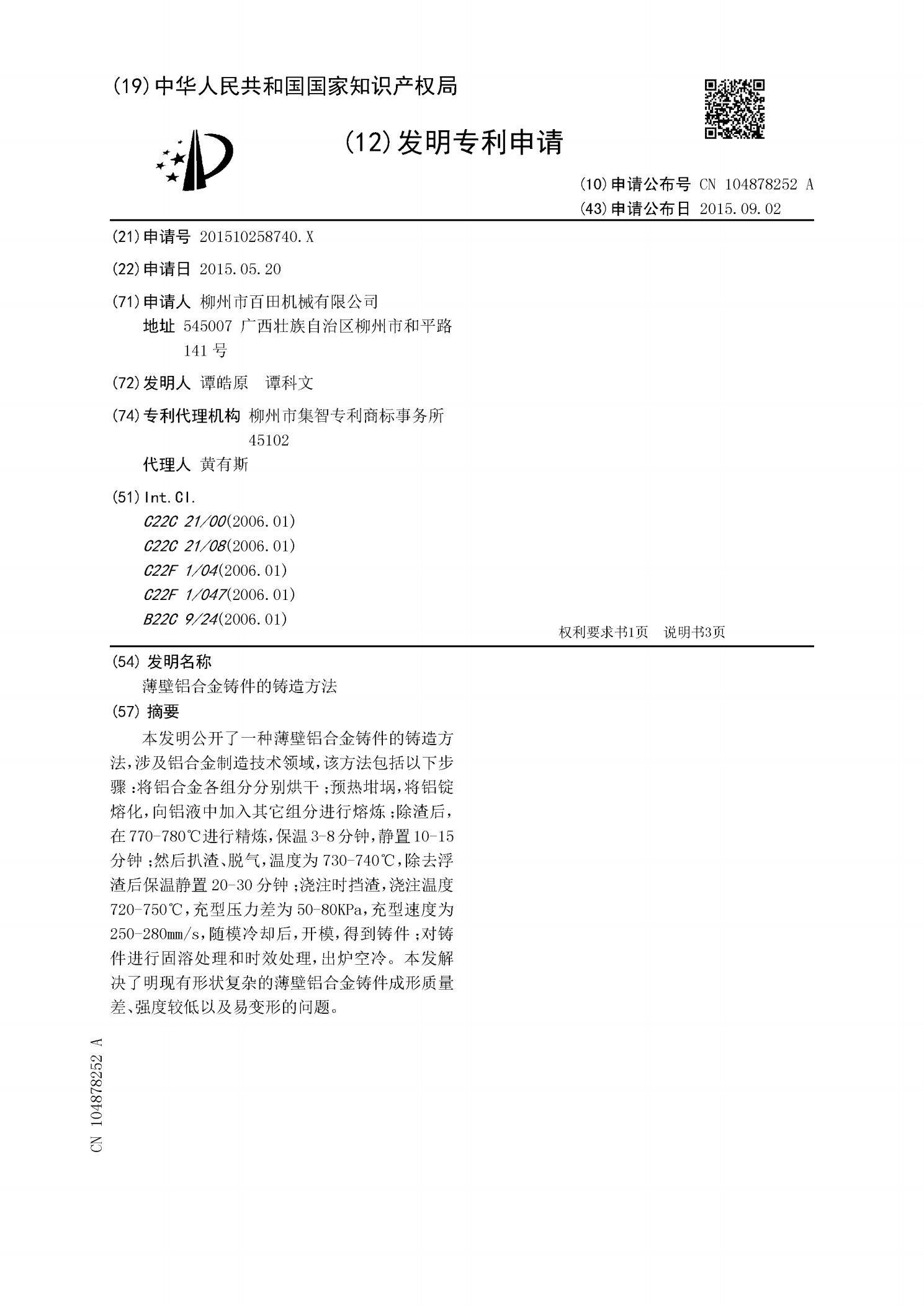
本发明公开了一种薄壁铝合金铸件的铸造方法,涉及铝合金制造技术领域,该方法包括以下步骤:将铝合金各组分分别烘干;预热坩埚,将铝锭熔化,向铝液中加入其它组分进行熔炼;除渣后,在770-780℃进行精炼,保温3-8分钟,静置10-15分钟;然后扒渣、脱气,温度为730-740℃,除去浮渣后保温静置20-30分钟;浇注时挡渣,浇注温度720-750℃,充型压力差为50-80KPa,充型速度为250-280mm/s,随模冷却后,开模,得到铸件;对铸件进行固溶处理和时效处理,出炉空冷。本发解决了明现有形状复杂的薄壁铝

大型薄壁铝合金铸件重力铸造工艺实例分析.docx
大型薄壁铝合金铸件重力铸造工艺实例分析大型薄壁铝合金铸件重力铸造工艺实例分析摘要:铝合金铸件在工业制造中具有广泛的应用,其中大型薄壁铝合金铸件更是具有重要的地位。本文以大型薄壁铝合金铸件重力铸造工艺为研究对象,分析了该工艺的原理、优势和应用,同时结合实际案例进行了案例分析和讨论。通过本文的研究,可以为相关领域的工程技术人员和研究人员提供参考和借鉴。关键词:大型薄壁铝合金铸件、重力铸造、工艺分析、案例研究1.引言铝合金铸件因其重量轻、强度高、导热性能好等优点,在航空航天、汽车、机械制造等领域得到广泛应用。大

大型航空薄壁铝合金铸件低压铸造研究的开题报告.docx
大型航空薄壁铝合金铸件低压铸造研究的开题报告一、课题背景与意义航空航天工业中使用的薄壁铝合金铸件具有重量轻、强度高、耐腐蚀等优点,因此在航空航天工业领域有着广泛的应用。在薄壁铝合金铸件制造过程中,低压铸造技术是一种常见的铸造方法,其主要优点是生产过程中的气流和气孔较少,制造成本较低。然而,低压铸造大型薄壁铝合金铸件的研究仍然存在一定的困难,需要进一步深入研究和探索。本课题旨在研究大型航空薄壁铝合金铸件低压铸造技术,通过对铸造工艺、模具设计、铸件成型等方面进行研究和试验,寻找最优的制造工艺,提高薄壁铝合金铸

一种大型薄壁环形铸件铸造方法的研究.docx
一种大型薄壁环形铸件铸造方法的研究随着现代工业的发展,铸造技术也在不断地创新和提升。而其中一种备受关注的技术,就是大型薄壁环形铸件的铸造方法。本文将深入探讨这种方法的技术原理和实现方式,并分析其在实际应用中的优势和缺陷。大型薄壁环形铸件是指直径在一定范围内,而厚度比较薄的一种铸件,因其尺寸较大且形状复杂,铸造难度较高,传统的铸造方法难以胜任。而大型薄壁环形铸件铸造方法的出现,则为其铸造提供了一种有效的解决方案。该方法的核心理念,是通过将液态金属沿铸型的特定流道注入到模腔中,并以一定的速度填充整个模腔,从而