
一种自动称重送料系统.pdf

是秋****写意

1/9
2/9
3/9
4/9

5/9
6/9
7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动称重送料系统.pdf
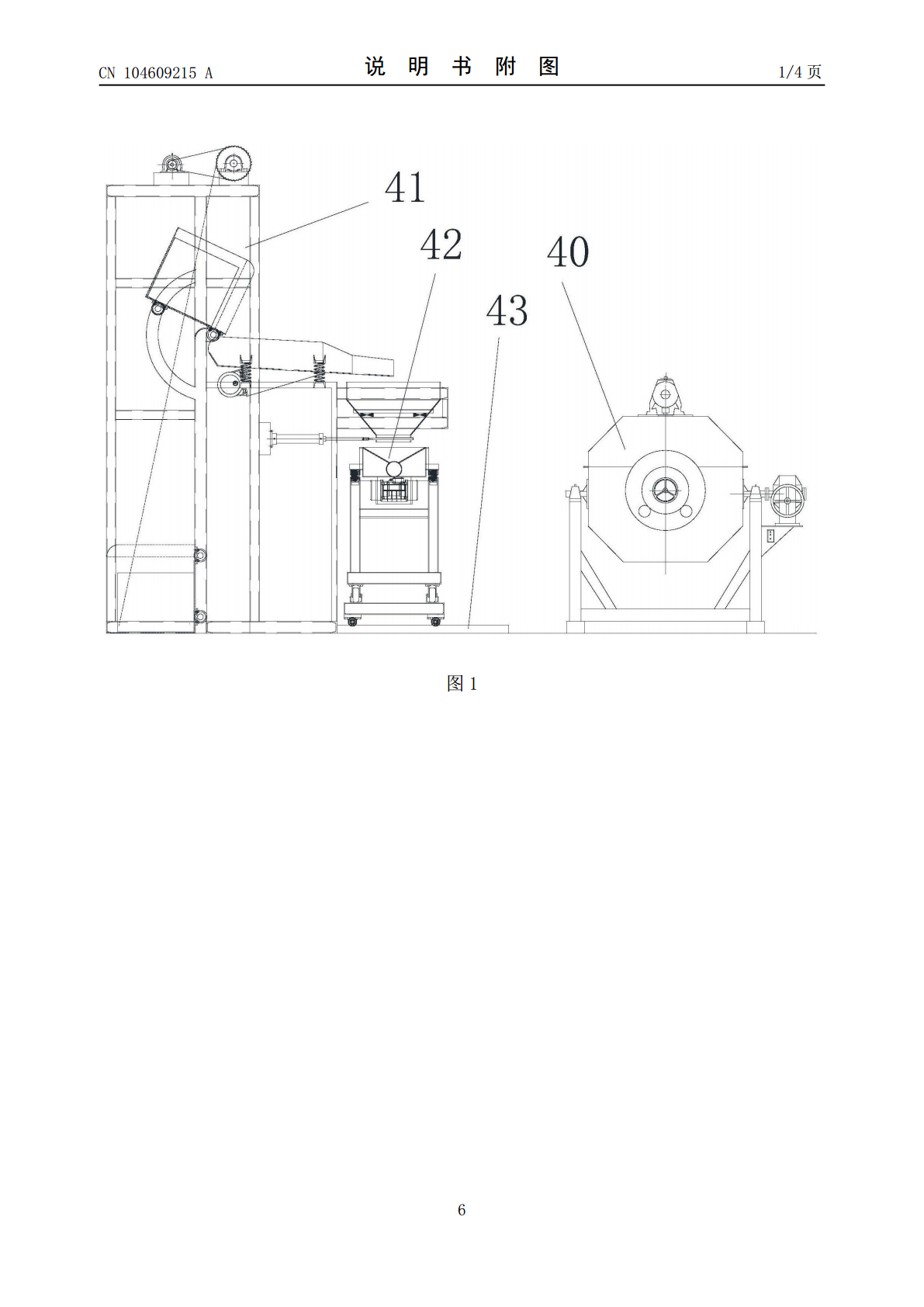
本发明公开了一种自动称重送料系统,属热处理设备领域,解决了人工为炉胆送料费力且不精确的问题。包括自动称重系统、移动式送料系统和轨道系统,所述轨道系统包括两台板车、两条相互平行的纵向轨道和两条相互平行的横向轨道,两条纵向轨道设于两条横向轨道之间,两台板车分别与一条横向轨道滚动连接并可沿横向轨道在两条纵向轨道间滑动,板车表面设有导轨,板车滑动至任一纵向轨道时导轨与该纵向轨道衔接,移动式送料系统的滑轮可从导轨滑至纵向轨道或从纵向轨道滑至导轨。本发明能自动的将炉料送至炉胆内,且数量精确。

一种送料称重系统.pdf
本发明公开了一种送料称重系统,属热处理设备领域,解决了送料量不准确的问题。送料称重系统,包括翻斗式上料结构、振动送料结构和漏斗,翻斗式上料结构包括底座、支撑架、翻斗和动力装置,支撑架竖直固定在底座上,支撑架上设有轨道,翻斗侧部设有高低两组滚轮,两组滚轮与轨道滚动连接,轨道上端设有小弧形轨道和大弧形轨道;振动送料结构包括送料斗和振动装置,振动送料结构与支撑架固定,送料斗包括入口端和出口端,振动装置与送料斗固定;漏斗包括上敞口和下敞口,上敞口设有上闸门,下敞口设有下闸门,下闸门的上表面设有重量感应器,漏斗上还
自动称重投料混料系统.pdf
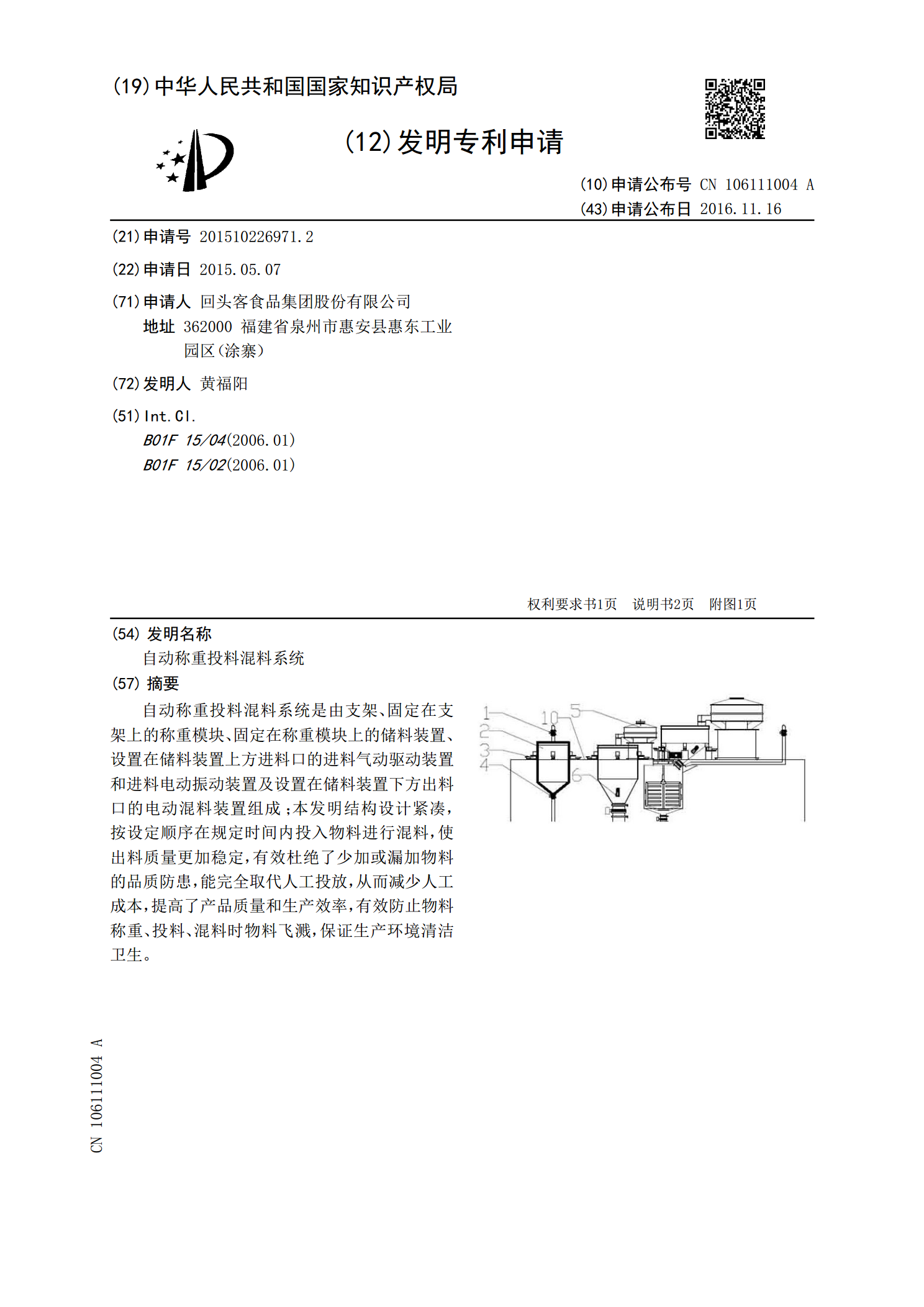
自动称重投料混料系统是由支架、固定在支架上的称重模块、固定在称重模块上的储料装置、设置在储料装置上方进料口的进料气动驱动装置和进料电动振动装置及设置在储料装置下方出料口的电动混料装置组成;本发明结构设计紧凑,按设定顺序在规定时间内投入物料进行混料,使出料质量更加稳定,有效杜绝了少加或漏加物料的品质防患,能完全取代人工投放,从而减少人工成本,提高了产品质量和生产效率,有效防止物料称重、投料、混料时物料飞溅,保证生产环境清洁卫生。

一种自动送料系统.pdf
本申请涉及粉料输送的领域,尤其是涉及一种自动送料系统,其包括真空上料器,真空上料器的一端连接有负压风管,负压风管连接有负压组件,真空上料器的进料口连接有吸料管,吸料管一侧设置有支撑架,支撑架一侧设置有进料通道,支撑架上设置有X滑轨、Y滑轨和Z滑轨,X滑轨上设置有X移动组件,通过X移动组件连接有Y滑轨,Y滑轨上设置有Y移动组件,通过Y移动组件连接有Z滑轨,Z滑轨垂直于支撑架,Z滑轨上设置有Z移动组件,Z移动组件上设置有夹持件,夹持件夹持吸料管,支撑架上设置有清洁机构用于清理掉落在支撑架上的废屑。本申请具有便
一种自动送料系统.pdf
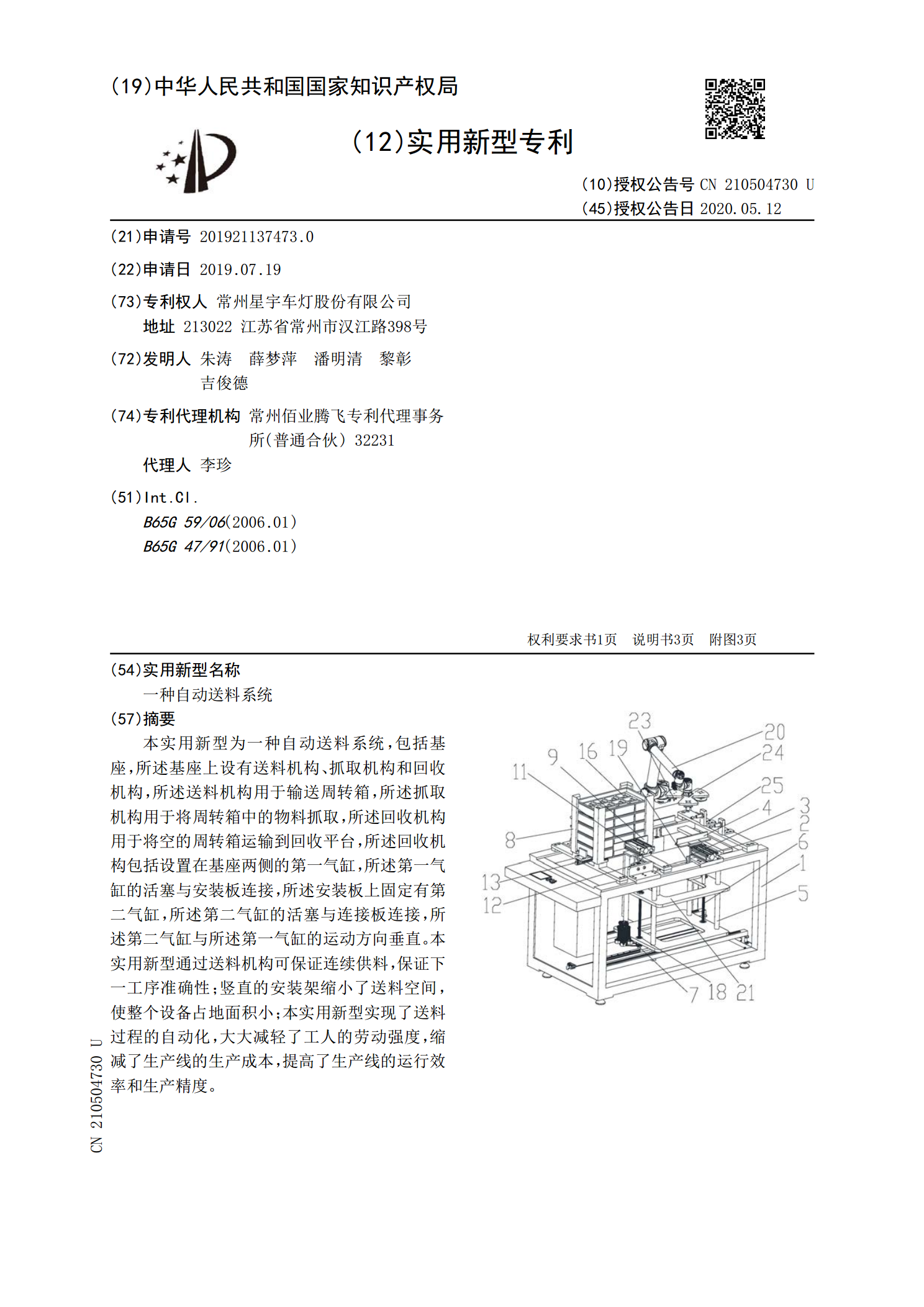
本实用新型为一种自动送料系统,包括基座,所述基座上设有送料机构、抓取机构和回收机构,所述送料机构用于输送周转箱,所述抓取机构用于将周转箱中的物料抓取,所述回收机构用于将空的周转箱运输到回收平台,所述回收机构包括设置在基座两侧的第一气缸,所述第一气缸的活塞与安装板连接,所述安装板上固定有第二气缸,所述第二气缸的活塞与连接板连接,所述第二气缸与所述第一气缸的运动方向垂直。本实用新型通过送料机构可保证连续供料,保证下一工序准确性;竖直的安装架缩小了送料空间,使整个设备占地面积小;本实用新型实现了送料过程的自动化