
一种砂型铸造的无烟浇注工艺.pdf

灵波****ng


1/4
2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种砂型铸造的无烟浇注工艺.pdf
本发明提供一种砂型铸造的无烟浇注工艺,包括制作泡沫型、泡沫型表面涂刷水基涂料,填充树脂砂、铁水浇注、除砂成型,在泡沫型的正面开设若干暗冒口,每个暗冒口上浅插入插块使暗冒口内保持空间,铁水出炉温度为1460-1500℃,泡沫型密度为13-25kg/m
一种砂型铸造用浇注系统.pdf
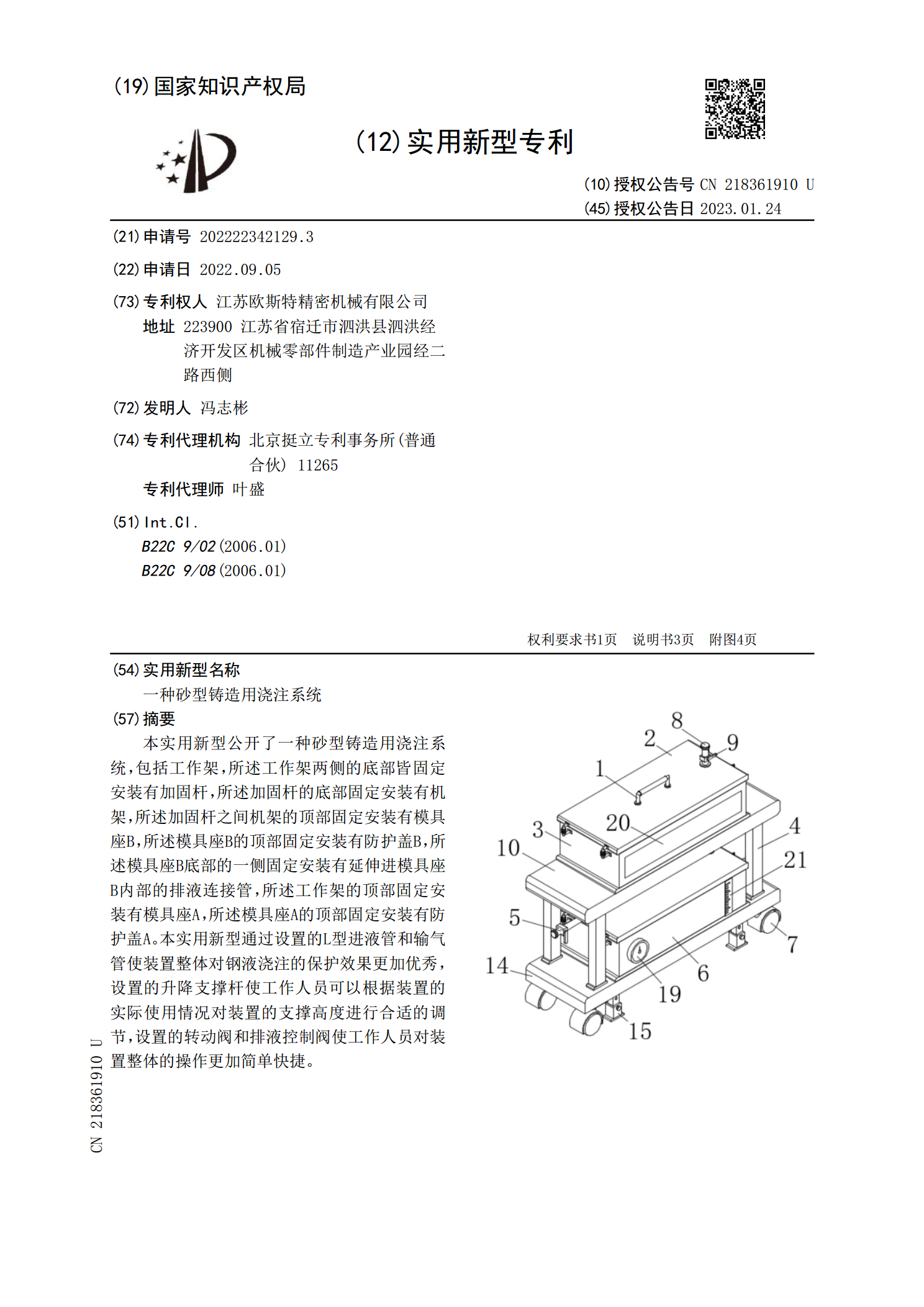
本实用新型公开了一种砂型铸造用浇注系统,包括工作架,所述工作架两侧的底部皆固定安装有加固杆,所述加固杆的底部固定安装有机架,所述加固杆之间机架的顶部固定安装有模具座B,所述模具座B的顶部固定安装有防护盖B,所述模具座B底部的一侧固定安装有延伸进模具座B内部的排液连接管,所述工作架的顶部固定安装有模具座A,所述模具座A的顶部固定安装有防护盖A。本实用新型通过设置的L型进液管和输气管使装置整体对钢液浇注的保护效果更加优秀,设置的升降支撑杆使工作人员可以根据装置的实际使用情况对装置的支撑高度进行合适的调节,设置
一种砂型铸造用活动浇注装置.pdf
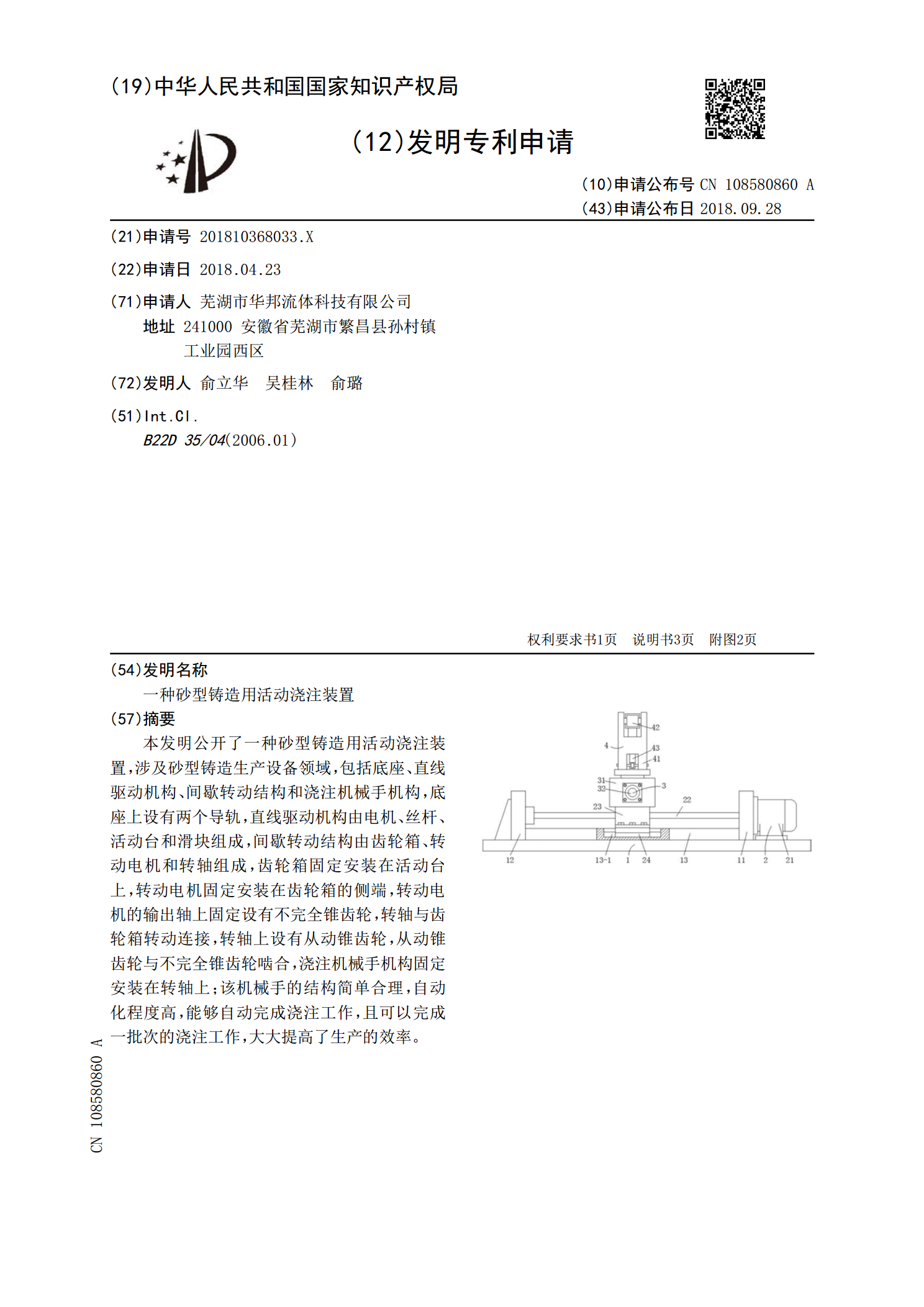
本发明公开了一种砂型铸造用活动浇注装置,涉及砂型铸造生产设备领域,包括底座、直线驱动机构、间歇转动结构和浇注机械手机构,底座上设有两个导轨,直线驱动机构由电机、丝杆、活动台和滑块组成,间歇转动结构由齿轮箱、转动电机和转轴组成,齿轮箱固定安装在活动台上,转动电机固定安装在齿轮箱的侧端,转动电机的输出轴上固定设有不完全锥齿轮,转轴与齿轮箱转动连接,转轴上设有从动锥齿轮,从动锥齿轮与不完全锥齿轮啮合,浇注机械手机构固定安装在转轴上;该机械手的结构简单合理,自动化程度高,能够自动完成浇注工作,且可以完成一批次的浇
一种砂型铸造工艺.pdf
本发明公开了一种砂型铸造工艺,包括以下步骤:(1)、加原砂,将原砂经过量斗爬式加料机将原砂加入滚动的加热炉内;(2)、加热,加热炉正转时砂子不会跑出来,在炉筒内加热到140℃‑170℃时,起动混砂机,将砂子卸入混砂机盆腔内;(3)、混砂,砂子在混砂机盆腔内加树脂充分混合均匀至20‑40秒,加乌洛托品水溶液;(4)、卸砂,混至砂子将松散时,再加硬脂酸钙再混30‑60秒钟后卸砂;(5)、冷却蓄存,卸下的砂子流入混砂机下方的振动冷却筛里充分冷却完毕后蓄存备用。本发明的砂型铸造工艺,通过各步骤中温度、时间等参数的
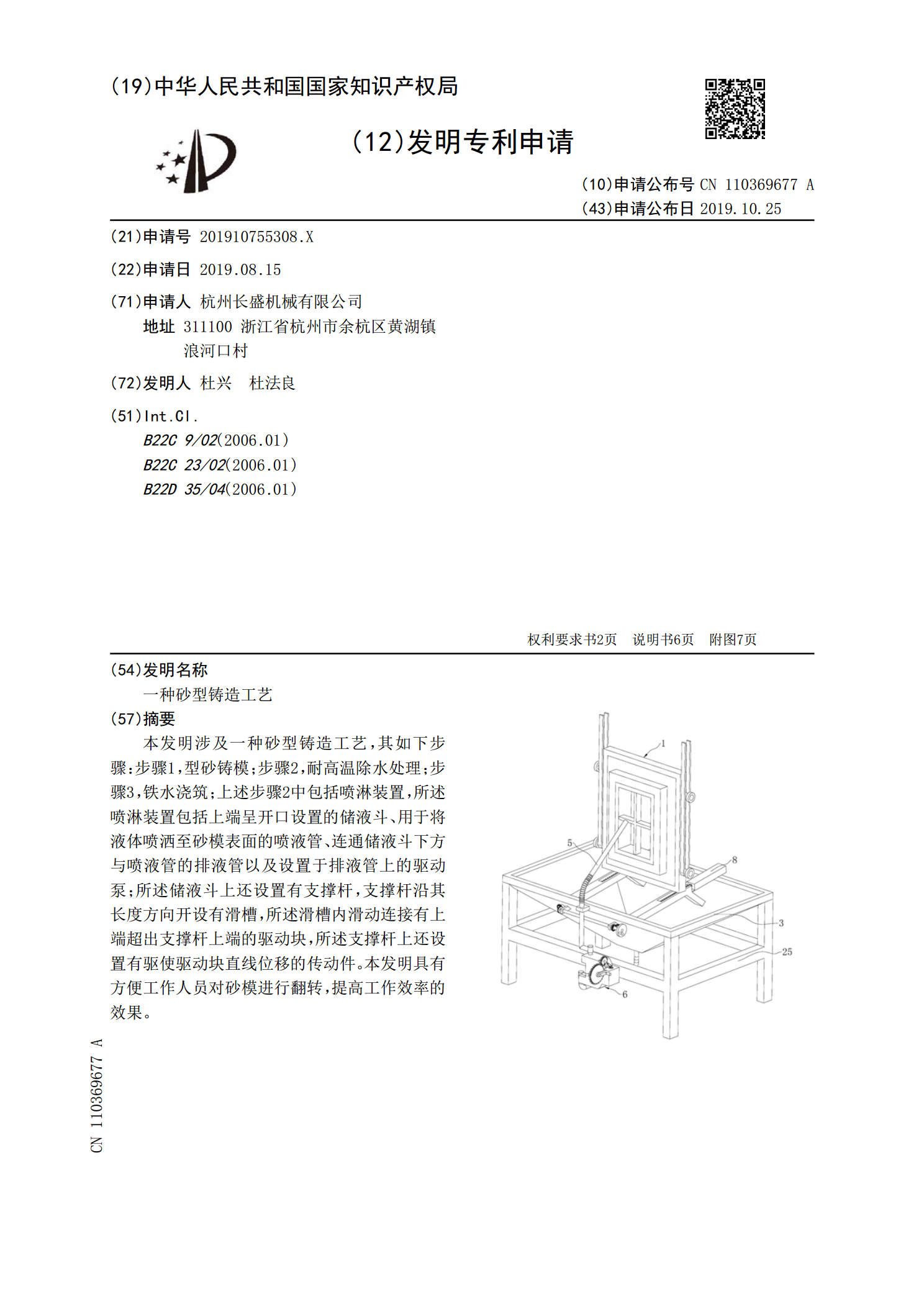
一种砂型铸造工艺.pdf
本发明涉及一种砂型铸造工艺,其如下步骤:步骤1,型砂铸模;步骤2,耐高温除水处理;步骤3,铁水浇筑;上述步骤2中包括喷淋装置,所述喷淋装置包括上端呈开口设置的储液斗、用于将液体喷洒至砂模表面的喷液管、连通储液斗下方与喷液管的排液管以及设置于排液管上的驱动泵;所述储液斗上还设置有支撑杆,支撑杆沿其长度方向开设有滑槽,所述滑槽内滑动连接有上端超出支撑杆上端的驱动块,所述支撑杆上还设置有驱使驱动块直线位移的传动件。本发明具有方便工作人员对砂模进行翻转,提高工作效率的效果。