
一种球墨铸铁壳体的配方及其铸造工艺.pdf

是你****嘉嘉


1/8

2/8
3/8
4/8

5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种球墨铸铁壳体的配方及其铸造工艺.pdf
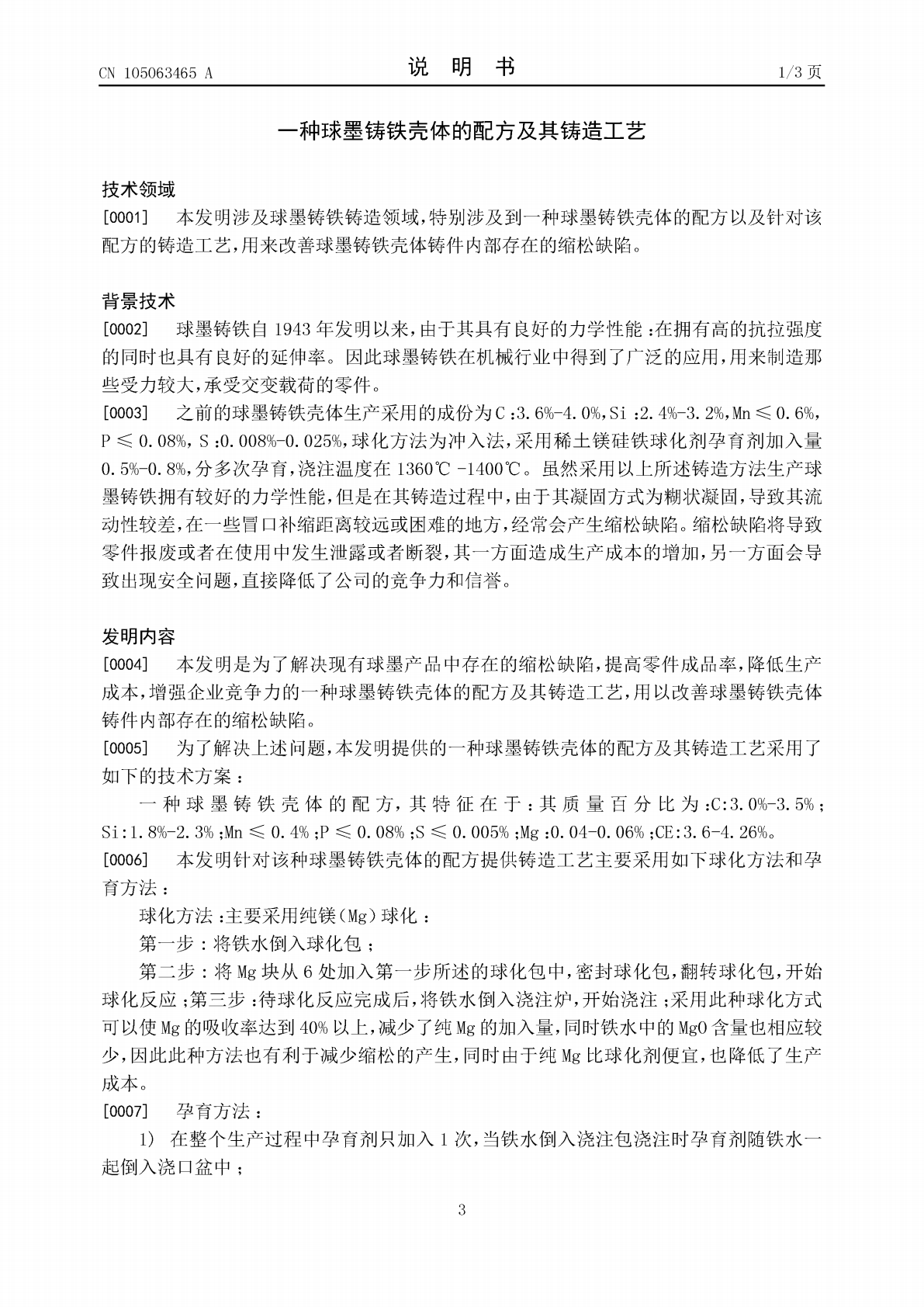
一种球墨铸铁壳体的配方及其铸造工艺,用以改善球墨铸铁壳体铸件内部存在的缩松缺陷。一种球墨铸铁壳体的配方,其特征在于:其质量百分比为:C:3.0%-3.5%;Si:1.8%-2.3%;Mn≤0.4%;P≤0.08%;S≤0.005%;Mg:0.04-0.06%;CE:3.6-4.26%。在铸造过程中采用如下球化方法:第一步:将铁水倒入球化包;第二步:将镁从6处加入第一步所述的球化包中,密封球化包,翻转球化包,开始球化反应;第三步:待球化反应完成后,将铁水倒入浇注炉,开始浇注。本发明的有益效果在于:通过对球墨

球墨铸铁壳体的铸造工艺.docx
球墨铸铁壳体的铸造工艺标题:球墨铸铁壳体的铸造工艺摘要:球墨铸铁作为一种重要的工程材料,广泛应用于机械制造、汽车制造、农机制造等行业。球墨铸铁壳体的铸造工艺是该材料应用中的重要环节。本文以球墨铸铁壳体的铸造工艺为主题,探究其铸造过程、工艺参数的选择以及常见缺陷及其预防方法,以期为球墨铸铁壳体的生产提供一定的指导和借鉴。1.球墨铸铁壳体的铸造工艺概述1.1球墨铸铁壳体的定义和特点1.2球墨铸铁壳体的应用领域2.球墨铸铁壳体的铸造过程2.1原材料准备2.2模具制备2.3铸造工艺流程2.4球墨铸铁壳体的热处理3

一种球墨铸铁铸造齿轮及其加工工艺.pdf
本发明公开了一种球墨铸铁铸造齿轮及其加工工艺,所述齿轮主要包含以下重量百分比的组分:C为3.5-3.6%;Si为2.3-2.4%;Mn为0.4-0.45%;Cr&lt0.1%;Cu为0.4-0.45%;Mg为0.03-0.045%;S≤0.02%;P≤0.05%;余量为Fe。齿轮的加工工艺包括以下步骤:(1)熔炼铁水;(2)球化孕育;(3)浇铸成型;(4)抛丸清理;(5)热处理;(6)粗加工;(7)表&754淬火;(8)精加工。本发明的铸造齿轮,采用低&192废&050为原

球墨铸铁铸造工艺.docx
球墨铸铁铸造工艺1、金属炉料的要求1.1各种入炉金属炉料必须明确成份,除回炉铁和废钢由炉前配料人员根据炉料状况确定外,螺纹钢不准加入球铁中。其余炉料必须具备化学成份化验单方可使用,同时应保证炉料、合金干燥。1.2防止有密闭容器混入炉料中。1.3所有炉料应按配料单过称。2.1球墨铸铁化学成分牌号CSiMnPSCuNiReMgQT400LT3.7/3.82.0/2.150.1/0.15<0.1<0.020.02/0.030.05/0.06QT4003.55/3.752.5/2.7<0.3<0.1<0.020.

一种球墨铸铁正时齿轮铸造工艺.pdf
本发明涉及一种球墨铸铁正时齿轮铸造工艺,在常规造型方法基础上,设有2个冒口和1个浇口,浇口可兼作为冒口使用,尺寸为型砂紧致细密;内浇道采用半环形;浇注时,球墨铸铁铁液通过浇口流入内浇道,再经过内浇道流入齿轮腔,由于内浇道采用的是半环形,因此铁液进入齿轮腔时比较平稳,可以有效避免铁液氧化;浇注过程中,2个冒口起补缩作用,当浇注完毕时,2个冒口及1个浇口同时起补缩作用。本发明采用浇注系统和冒口联合补缩的工艺形式并结合石墨化膨胀消除了铸件缺陷,获得了内在和外在质量都高的齿轮铸件,铸件合格率大大提高。