
一种高效脱除低温甲醇洗系统洗涤甲醇中杂质的方法.pdf

猫巷****永安


1/5

2/5

3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效脱除低温甲醇洗系统洗涤甲醇中杂质的方法.pdf
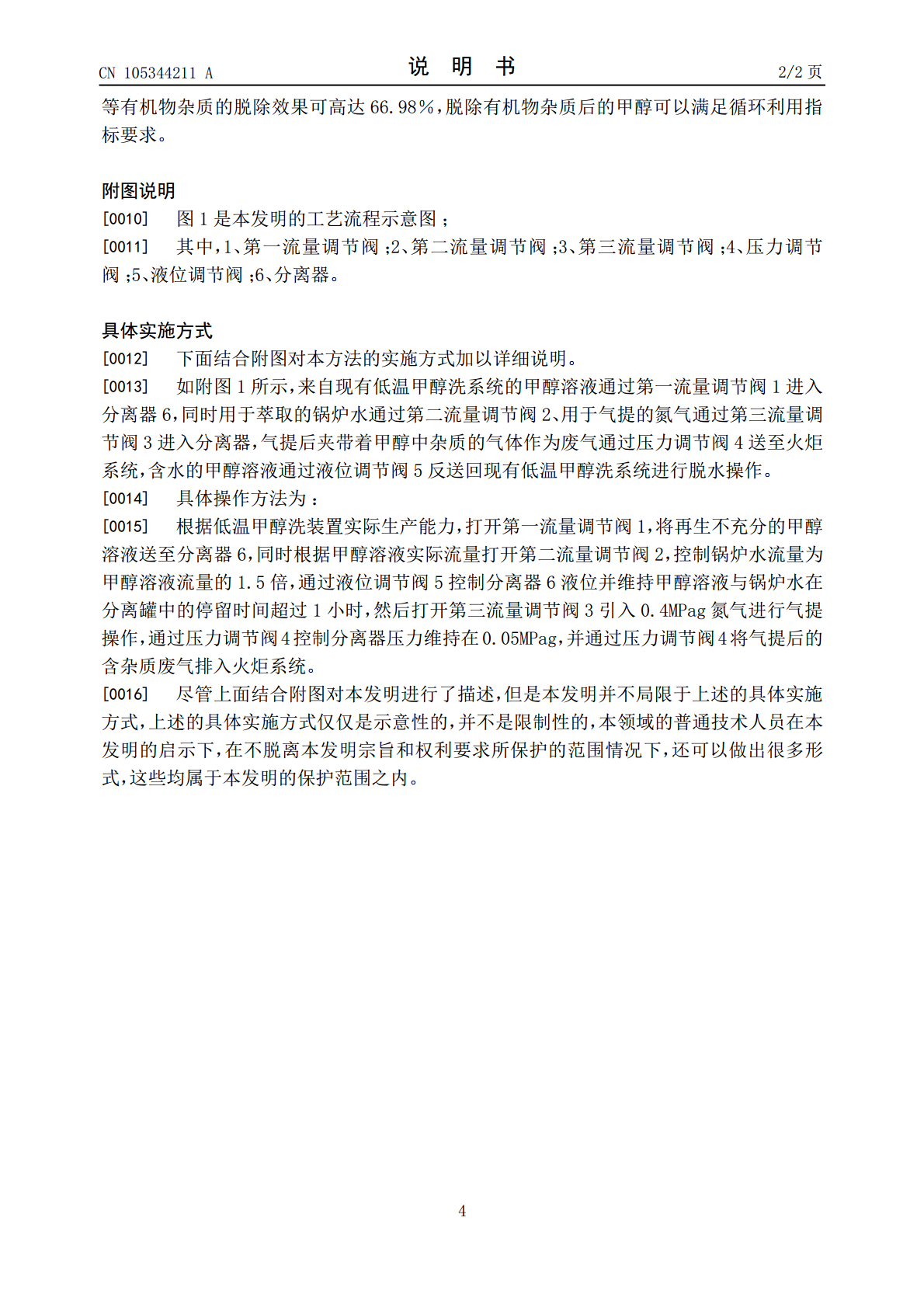
本发明公开了一种高效脱除低温甲醇洗系统洗涤甲醇中杂质的方法,将现有系统再生后不合格的甲醇送至分离器,向分离器中加入锅炉水,利用甲醇在水中的溶解度远大于其它有机杂质在水中溶解度的原理进行萃取操作,再向分离器中通入压力为0.3~0.4MPag的氮气,利用亨利定律完成气提操作,夹带有机物杂质的废气通过压力调节阀排入火炬系统,分离器底部的甲醇水溶液送回低温甲醇洗系统进行甲醇脱水操作,再生出符合生产需要的甲醇用于生产,实现甲醇的重复利用。通过本发明方法对甲醇中杂醇等有机物杂质的脱除效果可高达66.98%,脱除有机物

低温甲醇洗系统尾气洗涤塔的改造.docx
低温甲醇洗系统尾气洗涤塔的改造低温甲醇洗系统尾气洗涤塔的改造摘要:随着环境污染的日益严重,低碳环保已成为世界各国的共同目标。尾气洗涤技术作为一种关键的大气污染控制技术,被广泛应用于化工、石化等行业。本论文以低温甲醇洗系统尾气洗涤塔的改造为研究对象,通过对洗涤塔结构和操作参数的优化,提高尾气洗涤效果,减少污染物排放,达到环保要求。第一章引言1.1研究背景随着经济的发展和工业化进程的加快,大气污染问题日益突出。尾气洗涤技术作为一种重要的大气污染控制技术,具有操作简便、效果显著等优点,被广泛应用于各个行业。而低

低温甲醇洗装置洗涤甲醇消耗偏高的原因及对策.docx
低温甲醇洗装置洗涤甲醇消耗偏高的原因及对策随着环保意识的不断提高,低温甲醇洗装置洗涤甲醇的应用越来越广泛。然而,在低温甲醇洗装置洗涤甲醇过程中,消耗偏高的问题无疑是一个比较麻烦的问题。本文将从低温甲醇洗装置洗涤甲醇的基本原理入手,分析低温甲醇洗装置洗涤甲醇具体操作中可能导致消耗偏高的原因并提出相应的对策。一、低温甲醇洗装置洗涤甲醇的基本原理低温甲醇洗装置是一种将甲醇作为溶剂,利用其低沸点和化学性质,在低温下对物料进行疏水处理的设备。该设备主要由输入器、制冷机、洗涤器、冷凝器等组成。整个过程可以分为四步:首
一种低温甲醇洗系统补充甲醇的装置.pdf
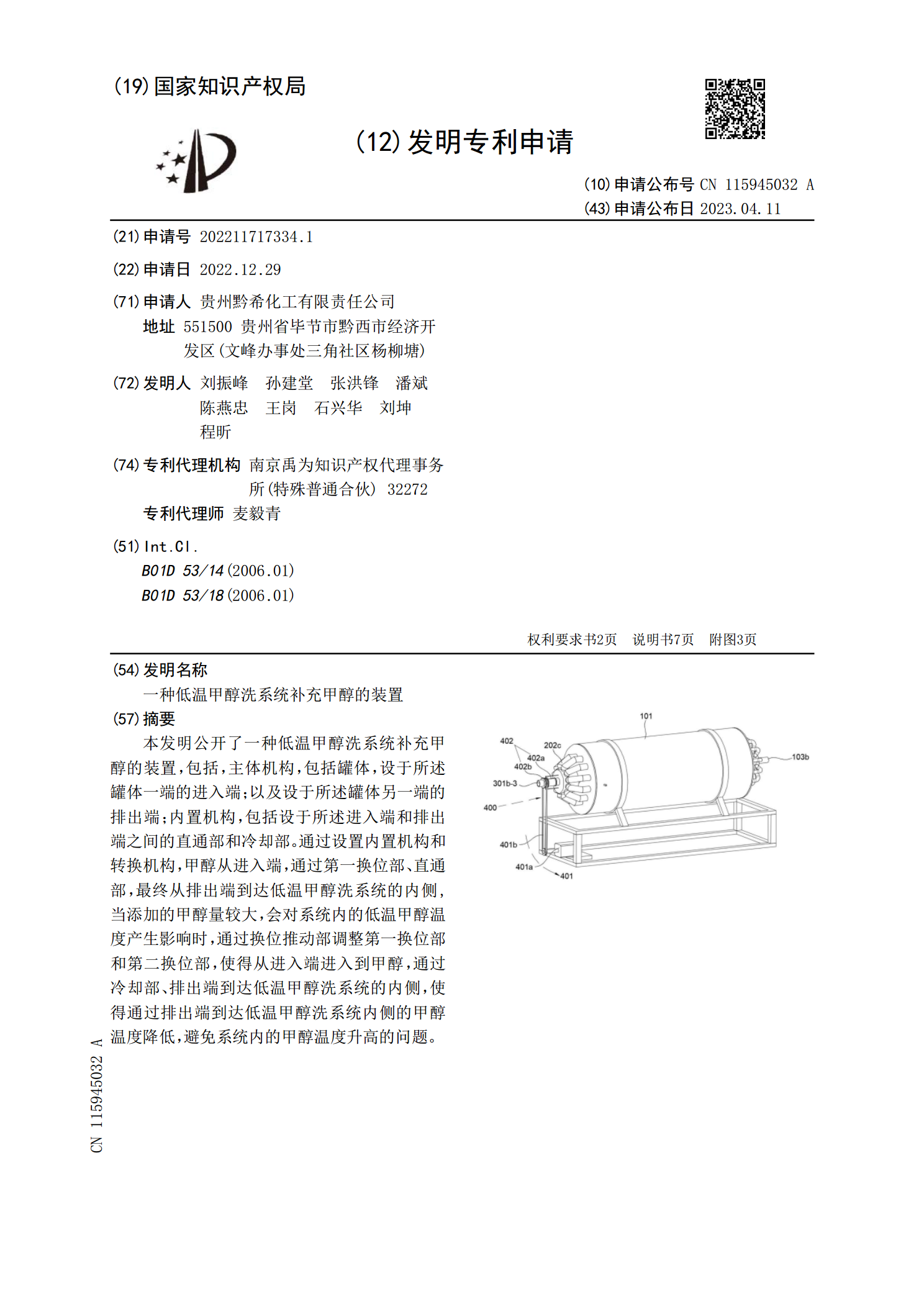
本发明公开了一种低温甲醇洗系统补充甲醇的装置,包括,主体机构,包括罐体,设于所述罐体一端的进入端;以及设于所述罐体另一端的排出端;内置机构,包括设于所述进入端和排出端之间的直通部和冷却部。通过设置内置机构和转换机构,甲醇从进入端,通过第一换位部、直通部,最终从排出端到达低温甲醇洗系统的内侧,当添加的甲醇量较大,会对系统内的低温甲醇温度产生影响时,通过换位推动部调整第一换位部和第二换位部,使得从进入端进入到甲醇,通过冷却部、排出端到达低温甲醇洗系统的内侧,使得通过排出端到达低温甲醇洗系统内侧的甲醇温度降低,

低温甲醇洗装置洗涤甲醇消耗偏高的原因与对策研究.docx
低温甲醇洗装置洗涤甲醇消耗偏高的原因与对策研究随着环保意识的不断提高,低温甲醇洗装置被广泛应用于化工领域,用于清洗石油、化工、医药等行业中的设备和管道。但是有时候使用过程中会出现甲醇消耗偏高的情况,这不仅增加了清洗成本,而且还会对环境造成污染。因此,需要对低温甲醇洗装置洗涤甲醇消耗偏高的原因及对策进行研究。一、低温甲醇洗装置洗涤甲醇消耗偏高的原因1.系统操作不当低温甲醇洗装置操作不当可能会致使甲醇消耗偏高,例如:使用不适量的甲醇、操作温度不正确以及流量设置不合理等。2.设备问题低温甲醇洗装置设备问题也会导