
一种铍铜合金表面TiN/Ti复合渗层的制备方法.pdf

是你****优呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铍铜合金表面TiN/Ti复合渗层的制备方法.pdf
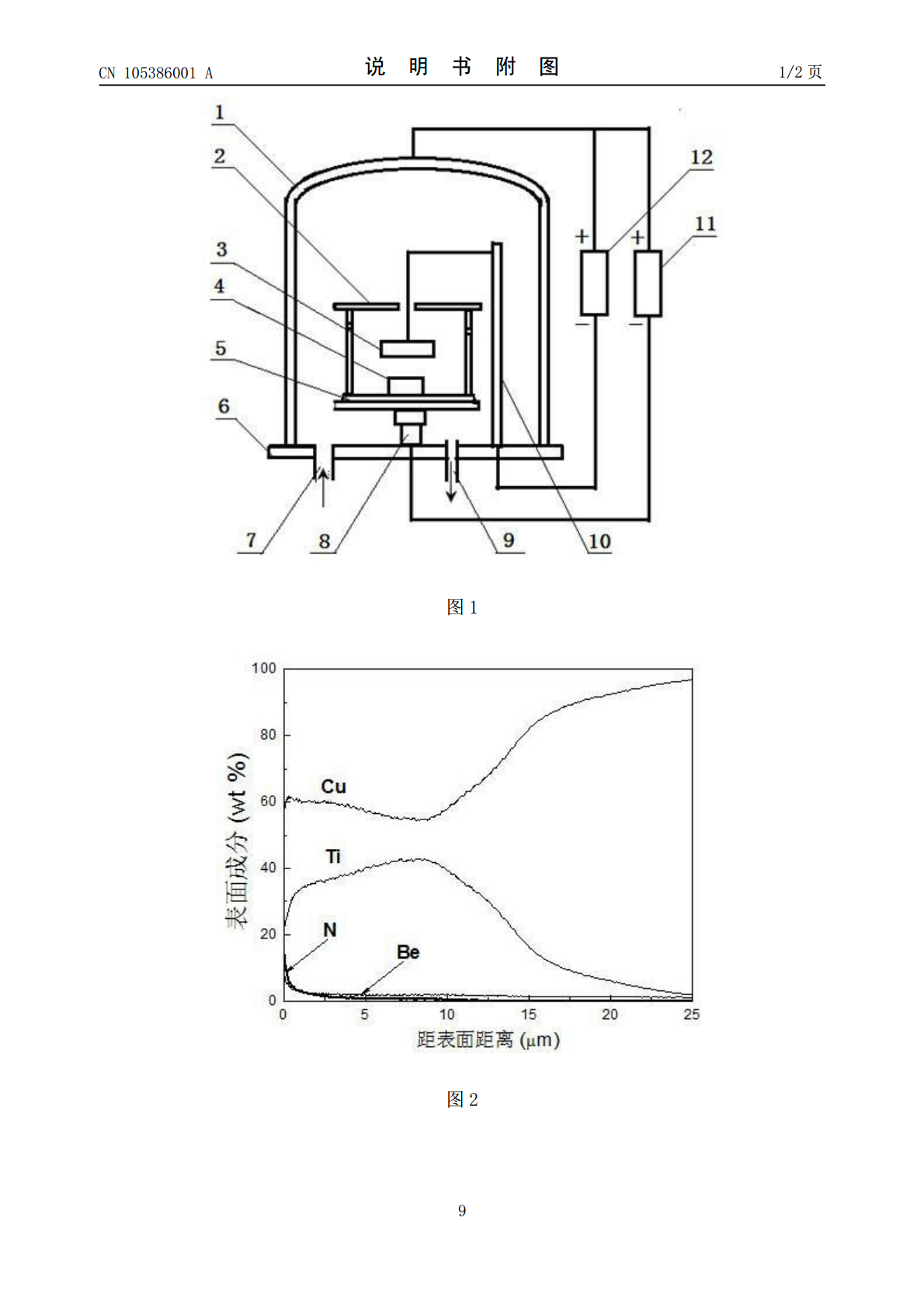
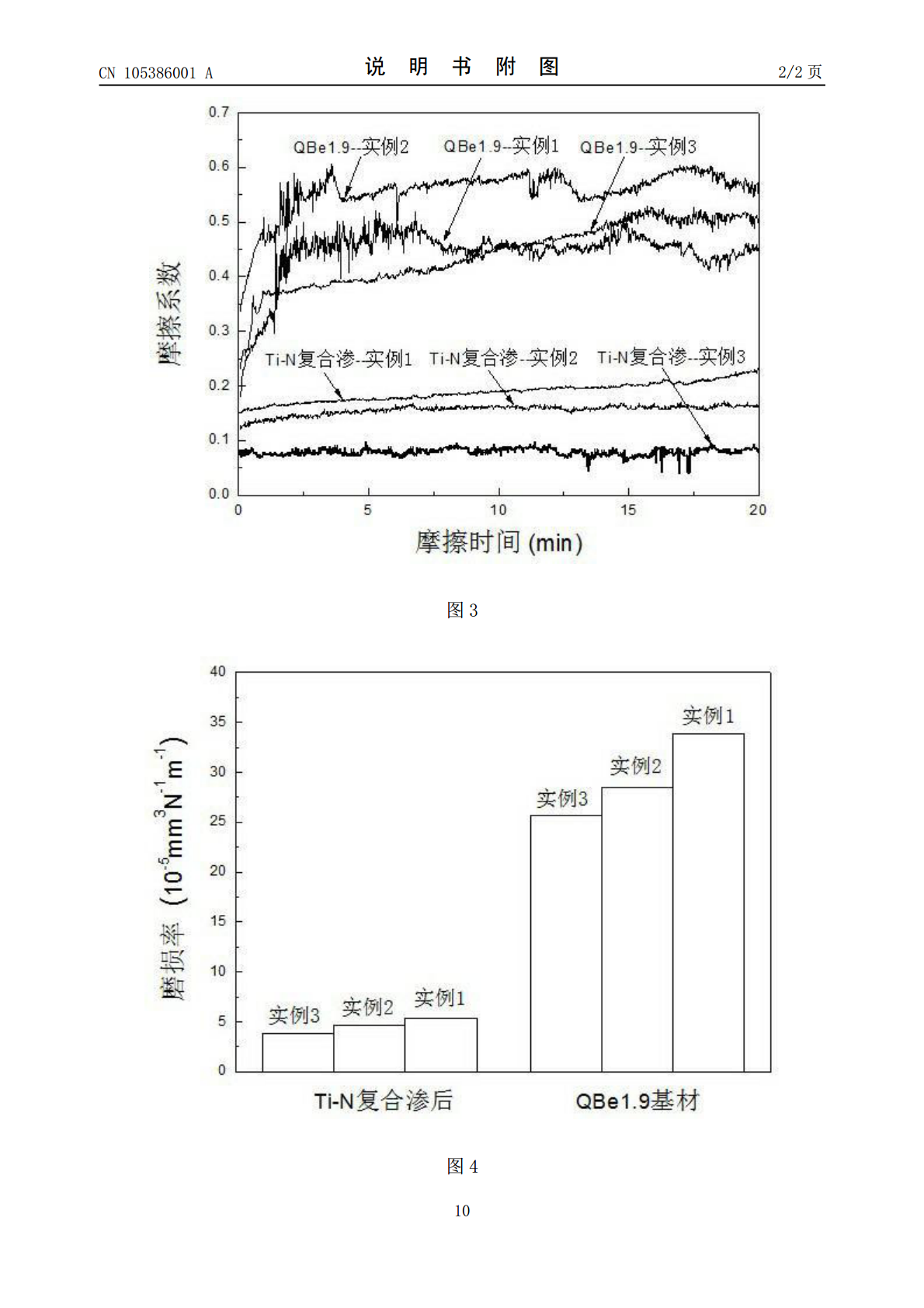
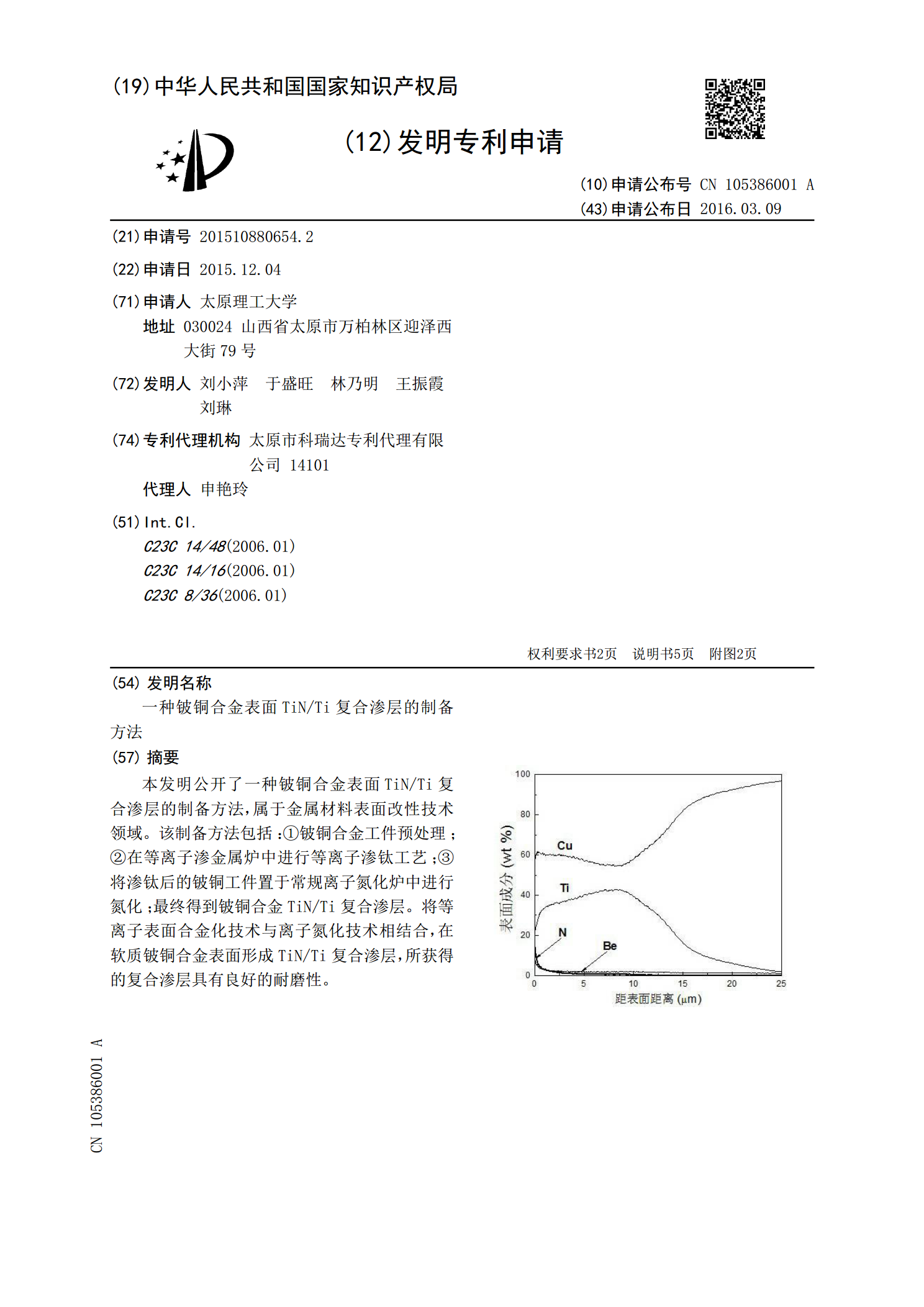
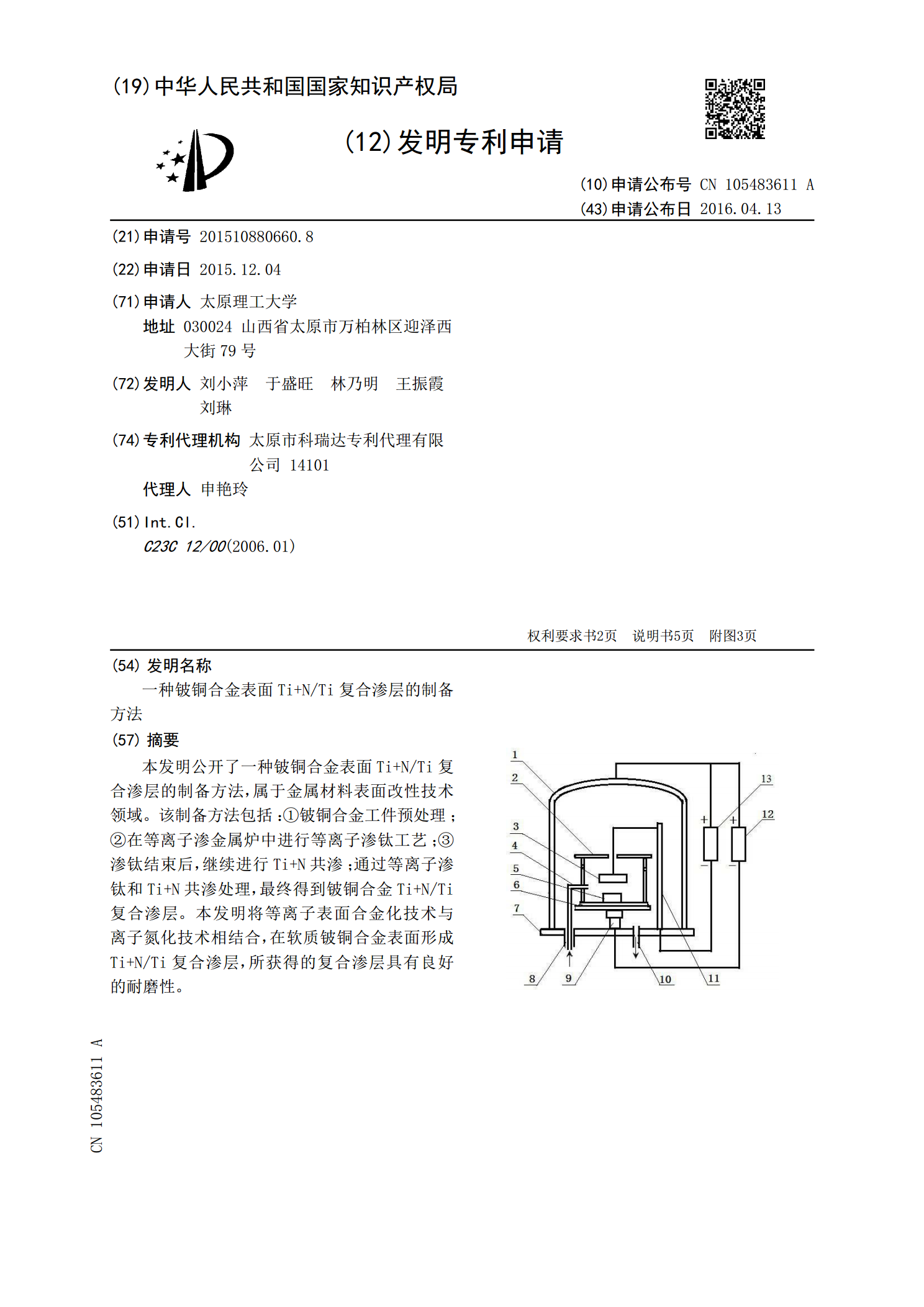
本发明公开了一种铍铜合金表面TiN/Ti复合渗层的制备方法,属于金属材料表面改性技术领域。该制备方法包括:①铍铜合金工件预处理;②在等离子渗金属炉中进行等离子渗钛工艺;③将渗钛后的铍铜工件置于常规离子氮化炉中进行氮化;最终得到铍铜合金TiN/Ti复合渗层。将等离子表面合金化技术与离子氮化技术相结合,在软质铍铜合金表面形成TiN/Ti复合渗层,所获得的复合渗层具有良好的耐磨性。
一种铍铜合金表面Ti+N/Ti复合渗层的制备方法.pdf
本发明公开了一种铍铜合金表面Ti+N/Ti复合渗层的制备方法,属于金属材料表面改性技术领域。该制备方法包括:①铍铜合金工件预处理;②在等离子渗金属炉中进行等离子渗钛工艺;③渗钛结束后,继续进行Ti+N共渗;通过等离子渗钛和Ti+N共渗处理,最终得到铍铜合金Ti+N/Ti复合渗层。本发明将等离子表面合金化技术与离子氮化技术相结合,在软质铍铜合金表面形成Ti+N/Ti复合渗层,所获得的复合渗层具有良好的耐磨性。

铜合金表面复合渗层的组织与性能研究的综述报告.docx
铜合金表面复合渗层的组织与性能研究的综述报告铜合金是一类广泛用于制造各种机械零件、电子元器件、化工设备以及海洋工程等领域的材料。由于铜合金具有良好的导热性能、电导性能以及较高的强度和硬度,使用范围越来越广泛。为进一步增强铜合金的性能,提高其耐腐蚀性和耐磨损性,科学家们提出了利用表面复合渗层技术的方法。这种技术融合了多种材料,可以降低材料的成本,同时提高合金材料的整体性能。表面复合渗层技术的基本原理是将一种或多种材料经过物理或化学方法处理形成一层渗层,在铜合金表面进行镀覆或喷涂,使其表面的性能得到进一步改善
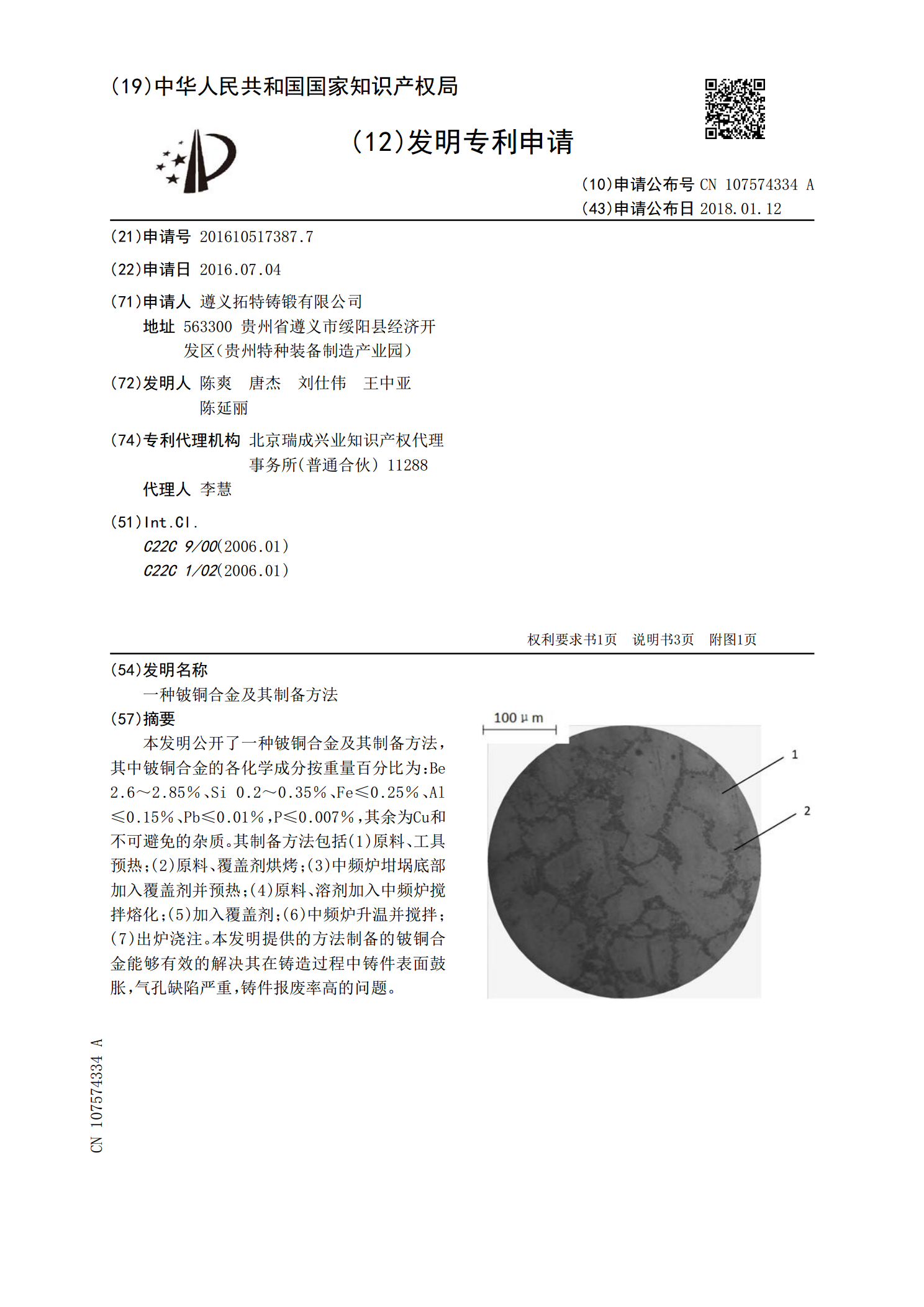
一种铍铜合金及其制备方法.pdf
本发明公开了一种铍铜合金及其制备方法,其中铍铜合金的各化学成分按重量百分比为:Be2.6~2.85%、Si0.2~0.35%、Fe≤0.25%、Al≤0.15%、Pb≤0.01%,P≤0.007%,其余为Cu和不可避免的杂质。其制备方法包括(1)原料、工具预热;(2)原料、覆盖剂烘烤;(3)中频炉坩埚底部加入覆盖剂并预热;(4)原料、溶剂加入中频炉搅拌熔化;(5)加入覆盖剂;(6)中频炉升温并搅拌;(7)出炉浇注。本发明提供的方法制备的铍铜合金能够有效的解决其在铸造过程中铸件表面鼓胀,气孔缺陷严重,铸
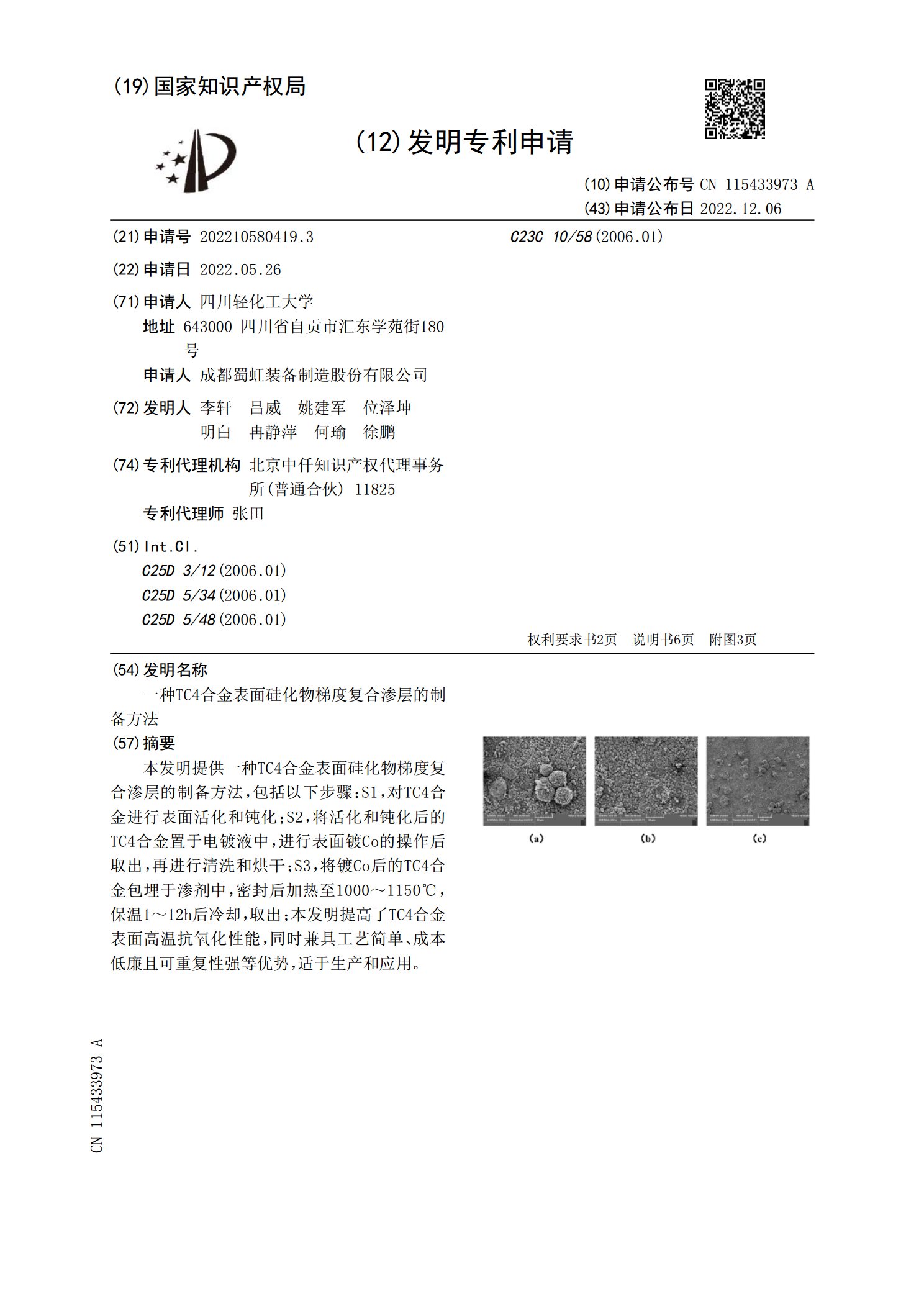
一种TC4合金表面硅化物梯度复合渗层的制备方法.pdf
本发明提供一种TC4合金表面硅化物梯度复合渗层的制备方法,包括以下步骤:S1,对TC4合金进行表面活化和钝化;S2,将活化和钝化后的TC4合金置于电镀液中,进行表面镀Co的操作后取出,再进行清洗和烘干;S3,将镀Co后的TC4合金包埋于渗剂中,密封后加热至1000~1150℃,保温1~12h后冷却,取出;本发明提高了TC4合金表面高温抗氧化性能,同时兼具工艺简单、成本低廉且可重复性强等优势,适于生产和应用。