
一种电梯导轨表面处理工艺.pdf

梅雪****67

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种电梯导轨表面处理工艺.pdf
本发明公开了一种电梯导轨表面处理工艺,该工艺包括以下步骤:A、清洗:将材料为Q234钢材的电梯导轨表面进行清洗,去除表面杂质、油污;B、激光熔覆:采用按质量份数计35-40份的碳化钛粉、10-15份的碳化钨粉、8-12份的钼粉、6-8份的镍粉、6-8份的钴粉均匀混合成硬质合金粉末并激光熔覆在电梯导轨工作面上;C、渗氮:将激光熔覆后的电梯导轨置于热等静压炉中进行表面渗氮,其工作气体为氮气,工作压力为80MPa,渗氮时间是80-120分钟;D、热处理:对渗氮后的电梯导轨在440-480摄氏度温度条件下保温1-
一种陶瓷表面的电梯导轨.pdf
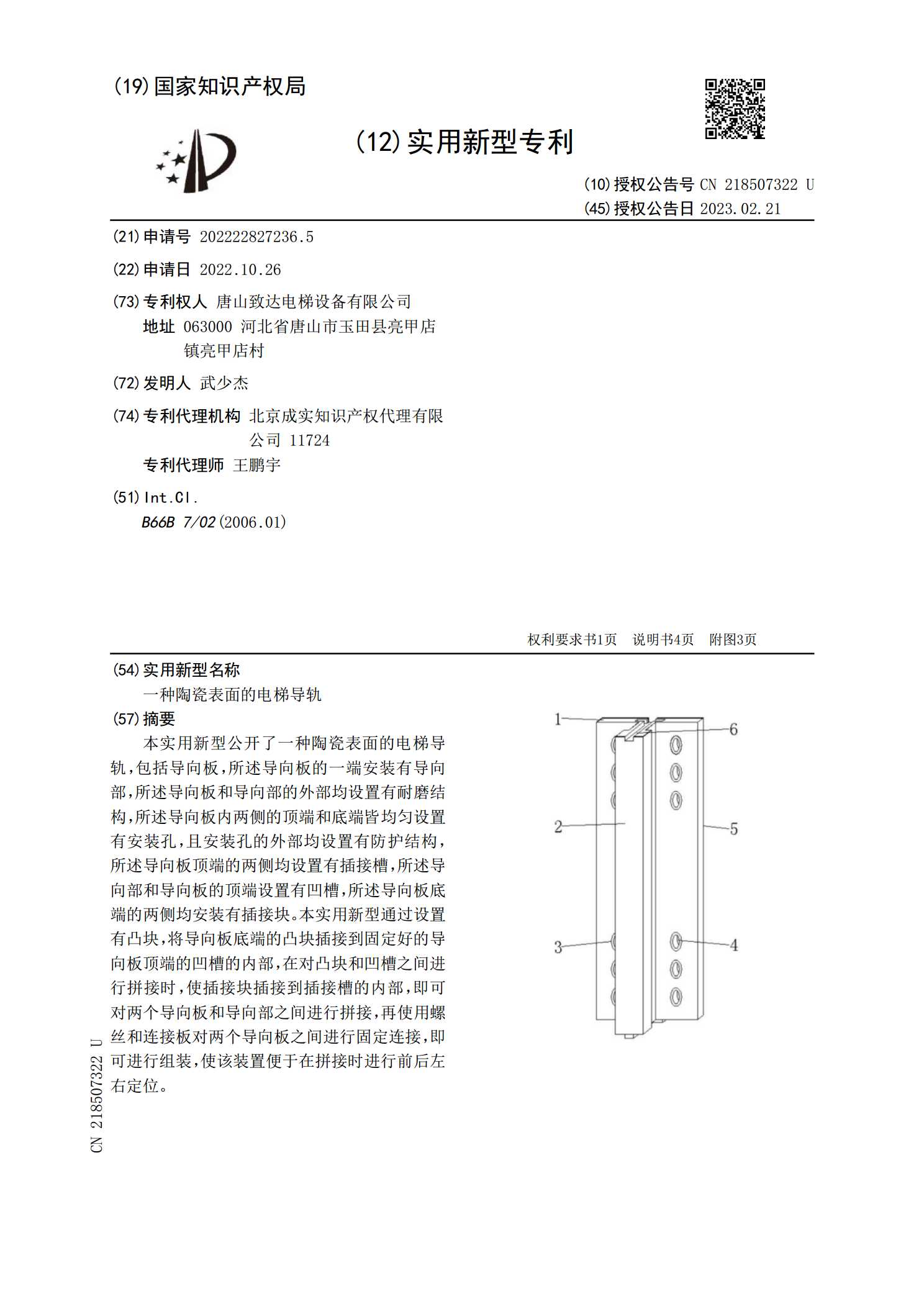
本实用新型公开了一种陶瓷表面的电梯导轨,包括导向板,所述导向板的一端安装有导向部,所述导向板和导向部的外部均设置有耐磨结构,所述导向板内两侧的顶端和底端皆均匀设置有安装孔,且安装孔的外部均设置有防护结构,所述导向板顶端的两侧均设置有插接槽,所述导向部和导向板的顶端设置有凹槽,所述导向板底端的两侧均安装有插接块。本实用新型通过设置有凸块,将导向板底端的凸块插接到固定好的导向板顶端的凹槽的内部,在对凸块和凹槽之间进行拼接时,使插接块插接到插接槽的内部,即可对两个导向板和导向部之间进行拼接,再使用螺丝和连接板对
一种电梯导轨的成形工艺.pdf
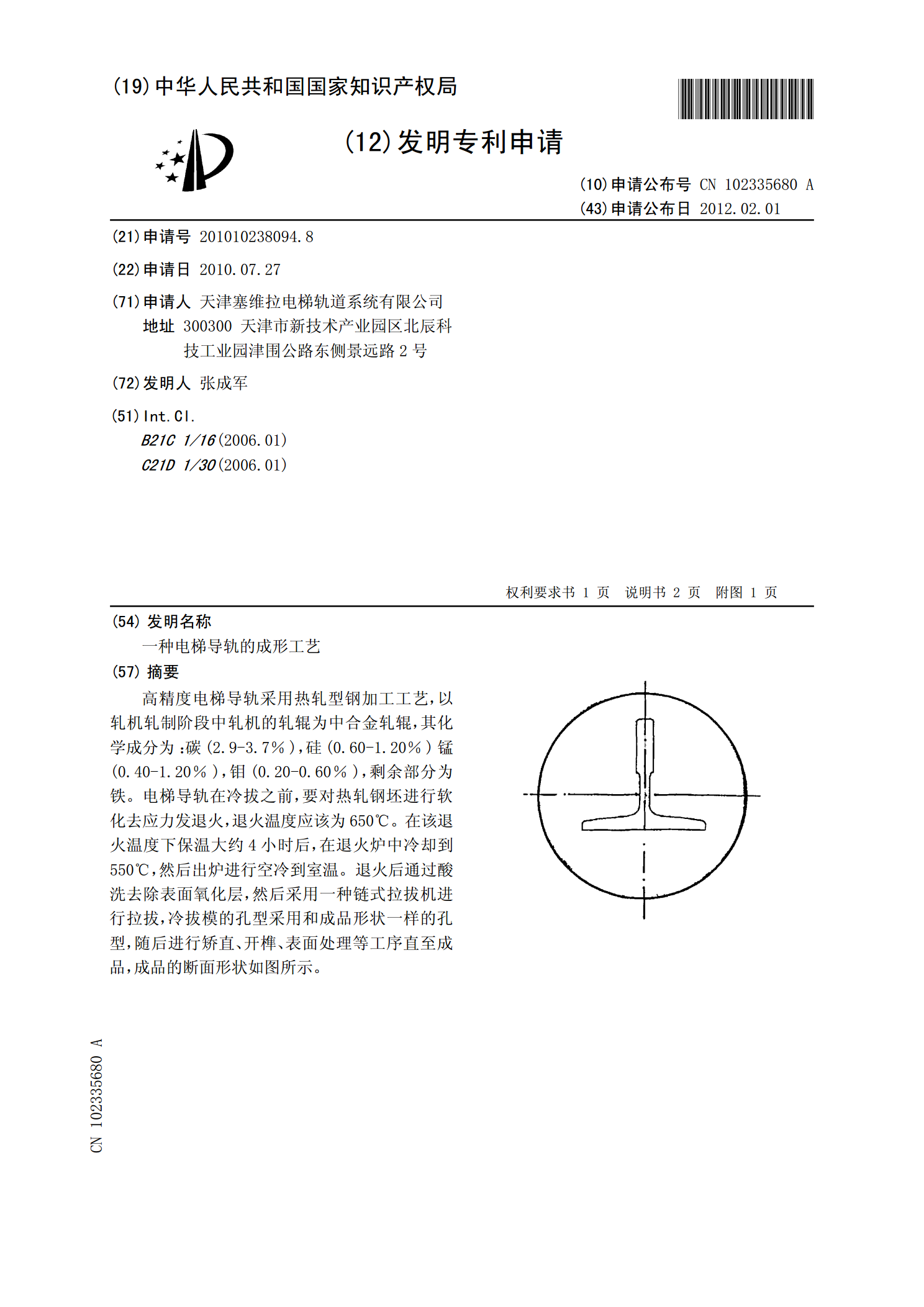
高精度电梯导轨采用热轧型钢加工工艺,以轧机轧制阶段中轧机的轧辊为中合金轧辊,其化学成分为:碳(2.9-3.7%),硅(0.60-1.20%)锰(0.40-1.20%),钼(0.20-0.60%),剩余部分为铁。电梯导轨在冷拔之前,要对热轧钢坯进行软化去应力发退火,退火温度应该为650℃。在该退火温度下保温大约4小时后,在退火炉中冷却到550℃,然后出炉进行空冷到室温。退火后通过酸洗去除表面氧化层,然后采用一种链式拉拔机进行拉拔,冷拔模的孔型采用和成品形状一样的孔型,随后进行矫直、开榫、表面处理等工序直至成

一种电梯导轨表面防锈油的回收装置.pdf
本发明公开了一种电梯导轨表面防锈油的回收装置,包括:基础支架和支撑板,所述支撑板上对称设置有两根摆臂,所述两根摆臂的前端分别设置有吸油滚轮,所述吸油滚轮下方设置有回收油箱,所述回收油箱两侧分别设置有斜向上延伸至吸油滚轮外侧的挡油板,两块挡油板上方设置有防溅盖板,所述防溅盖板底部竖直设置有贴靠在吸油滚轮外侧的蜂窝板。通过上述方式,本发明所述的电梯导轨表面防锈油的回收装置,利用两根摆臂的夹紧,使得吸油滚轮紧靠在轨道的两侧,把轨道两侧面上多余的防锈油吸入海绵套,海绵套转动时与蜂窝板发生挤压,利用微孔把海绵套中的

电梯导轨支架和导轨安装工艺标准.docx
5—2导轨支架和导轨安装工艺标准(502-1998)1范围本工艺标准适用于额定载重量5000kg以下额定速度3m/s及以下各类国产曳引驱动电梯导轨安装工程。2施工准备2.1设备、材料要求:2.1.1设备:电梯导轨、导轨支架、压道板、接道板、导轨基础座及相应的连接螺丝等规格、数量要和装箱单相符。产品要有出厂检验合格证及技术文件。2.1.2材料:凡使用的材料应有检验合格证或检验资料。使用的材料见表5-2根据电梯设计不同分别采用。安装导轨支架和导轨所使用的材料表5-2材料名称规格要求镀锌膨胀螺栓根据设计要