
耐高温碳化硅基瓷复合材料制备方法.pdf

新槐****公主

1/6

2/6
3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

耐高温碳化硅基瓷复合材料制备方法.pdf
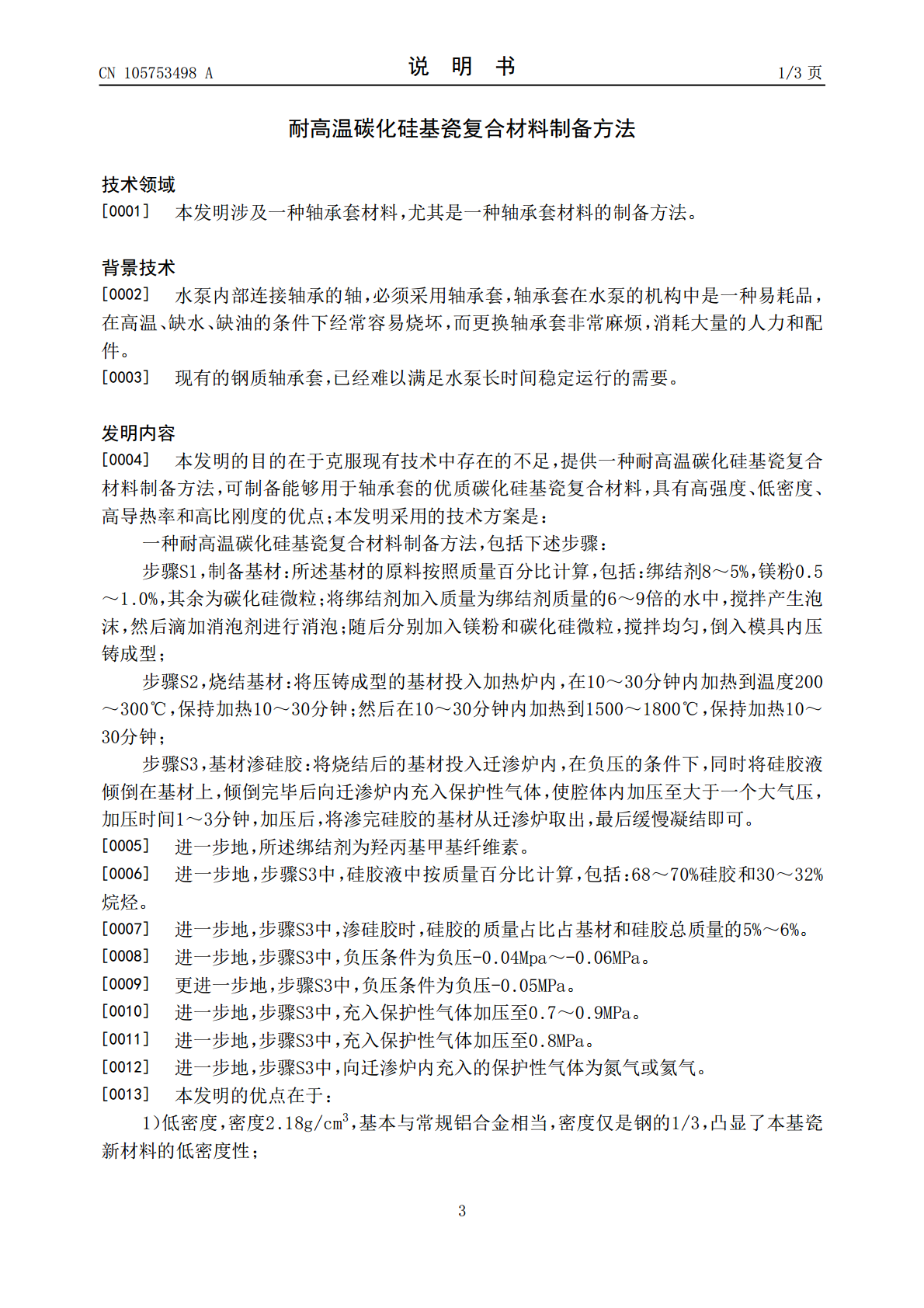
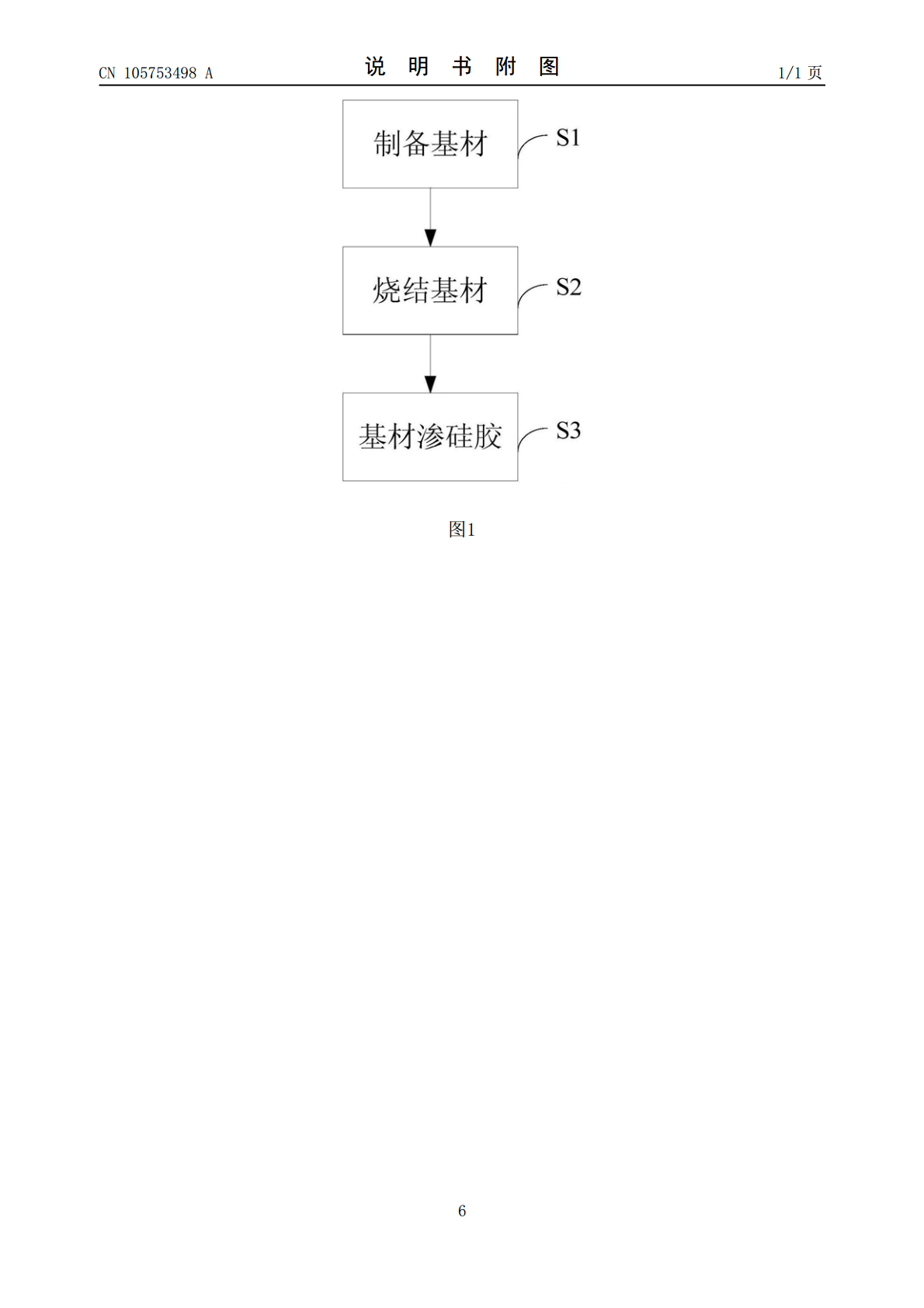
本发明提供一种耐高温碳化硅基瓷复合材料制备方法,包括下述步骤:步骤S1,制备基材:所述基材的原料按照质量百分比计算,包括:绑结剂8~5%,镁粉0.5~1.0%,其余为碳化硅微粒;步骤S2,烧结基材:将压铸成型的基材投入加热炉内,在10~30分钟内加热到温度200~300℃,保持加热10~30分钟;然后在10~30分钟内加热到1500~1800℃,保持加热10~30分钟;步骤S3,基材渗硅胶:将烧结后的基材投入迁渗炉内,在负压?0.04Mpa~?0.06MPa的条件下,同时将硅胶液倾倒在基材上,倾倒完毕后向

耐高温陶瓷基复合材料螺钉的制备方法.pdf
本发明涉及一种螺钉的制备方法,具体涉及一种耐高温陶瓷基复合材料螺钉的制备方法。所述的耐高温陶瓷基复合材料螺钉的制备方法,包括如下步骤:(1)制备纤维预制体;(2)在纤维预制体中沉积热解碳;(3)根据螺钉尺寸进行一次加工,留取加工余量后加工为连续的螺钉;(4)在螺钉杆中沉积SiC基体;(5)根据螺钉尺寸进行二次加工,精加工到位;(6)以超高温陶瓷前驱体为原料,引入超高温陶瓷基体;(7)将连续螺钉杆加工为单个螺钉,在表面制备SiC涂层;(8)根据螺钉要求进行螺纹的加工,得螺钉产品。本发明将螺钉材料的制备与加工
耐高温陶瓷基复合材料力矩管制备方法.pdf
本发明公开了一种耐高温陶瓷基复合材料力矩管制备方法,用于解决现有方法制备的复合材料力矩管高温性能差的技术问题。技术方案是采用石墨材料制成预制体成型工装,采用碳纤维平纹编织布为原料制备力矩管预制体,将力矩管预制体放置在CVI沉积炉内,采用化学气相渗透工艺对力矩管预制体致密化沉积,制备力矩管毛坯材料,当力矩管毛坯材料密度达标后,进行机械加工,再进行碳化硅基体致密化;当力矩管材料密度达标后,在力矩管表面沉积SiC防氧化涂层,完成耐高温陶瓷基复合材料力矩管制备。由于采用碳纤维制备力矩管预制体,并对预制体沉积热解碳

耐高温碳化硅纤维的制备方法.pdf
本发明涉及一种耐高温碳化硅纤维的制备方法,包括步骤:将聚二甲基硅烷和铝粉反应得到含铝聚硅烷;将含铝聚硅烷、硼烷和二甲苯混合均匀,加热至80‑100℃后保温预设时间;保温结束后升温并进行加压蒸馏,将蒸馏产物冷却至室温,得到含硼单体;将含铝聚硅烷、含硼单体和二乙烯基苯反应得到粗产物聚碳硅烷;将粗产物聚碳硅烷溶解、过滤、蒸馏,经熔融纺丝、不熔化处理和高温裂解,得到碳化硅纤维。本发明制备得到的碳化硅纤维表面光滑,力学性能优异,耐高温性能极佳;在1200℃空气环境中处理48h后,强度保留率仍能达到85%以上,瞬时使

一种空心碳化硅铝基复合材料的制备方法.pdf
本发明涉及一种空心碳化硅铝基复合材料的制备方法,包含以下步骤:1)原材料的准备:上下两块切割好的铝板、蜂窝铝芯、铝合金钎料、球体SiC微珠粉体、铝粉;2)焊接:在切割好的铝板表面涂上一层铝合金钎料,再将蜂窝铝芯放在铝板上,在560‑650℃氮气气氛下,焊接成一体;3)混料:将球体SiC微珠与铝合金粉体混合;4)填充物料:步骤2)已钎焊的蜂窝芯中,填充步骤3)混好的粉料,并盖上上铝板;5)烧结:将步骤4)得到的三明治结构复合材料生坯放入烧结炉内烧结得到铝基复合材料烧结件。本发明制备方法简单,利于推广和大规模