
一种复合镶铸电铲斗齿及其制作方法.pdf

雨巷****珺琦

1/6
2/6

3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
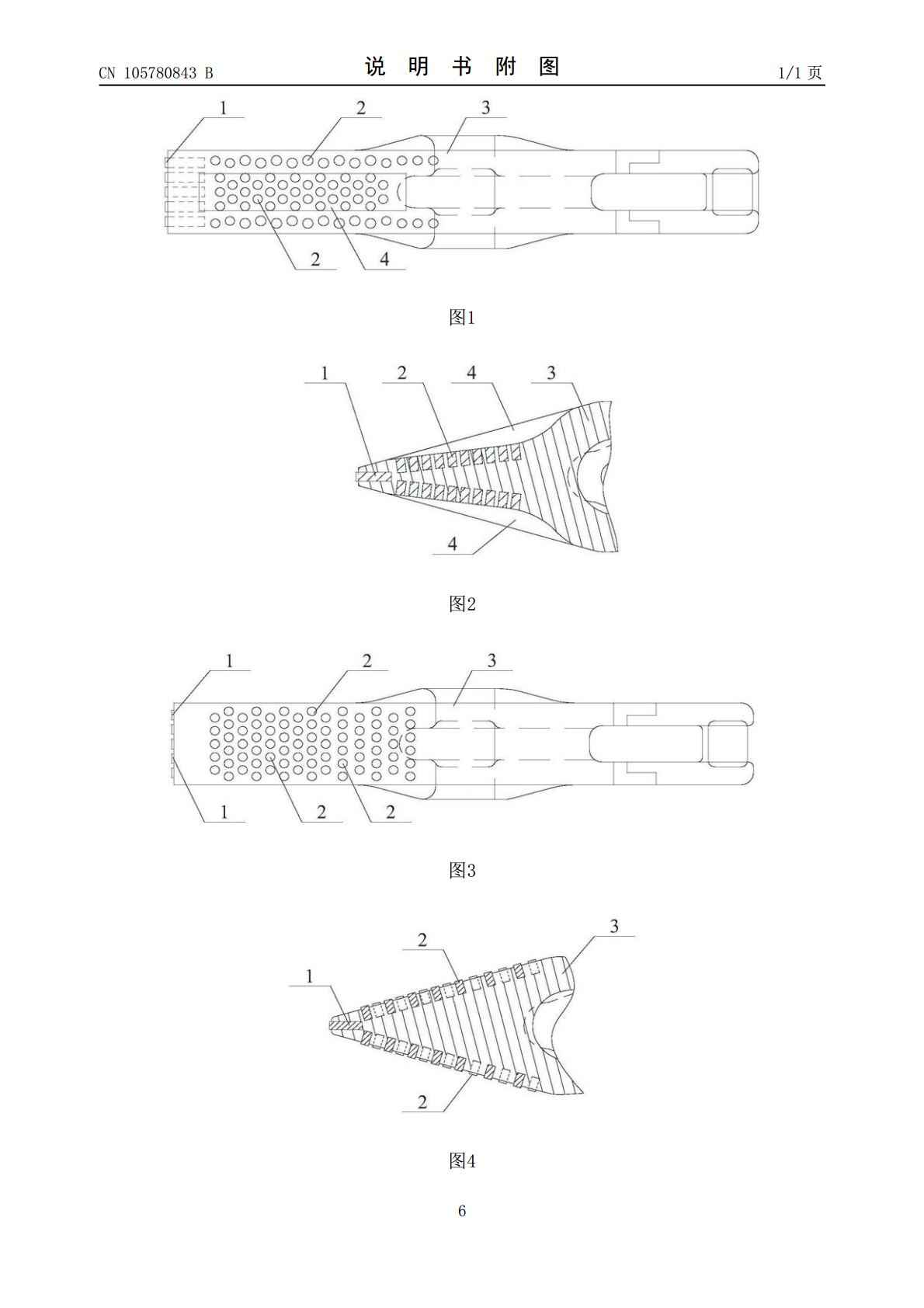
一种复合镶铸电铲斗齿及其制作方法.pdf
一种复合镶铸电铲斗齿及其制作方法。所述高锰钢或合金钢齿基的前部镶嵌有第一金属陶瓷齿棒,高锰钢或合金钢齿基的前部两侧以及凹槽内均镶嵌有第二金属陶瓷齿棒。按照上下分型的方式制作模具;将制作好的模具埋入砂型,制作型腔,将准备好的陶瓷体固定到砂型表面,确认陶瓷体固定牢靠,不会出现松脱掉落情况后,合箱准备浇铸;高锰钢或合金钢出炉后,静置2~4分钟倒入斗齿型腔进行浇铸,浇铸温度控制在1350~1380℃;浇铸完成后待型腔内温度低于200℃时开箱;开箱后的铸件清除粘砂,去掉浇口冒口;把清理干净的斗齿铸件装入加热炉,在1
一种用于电铲斗齿缺失的实时视觉检测方法.pdf
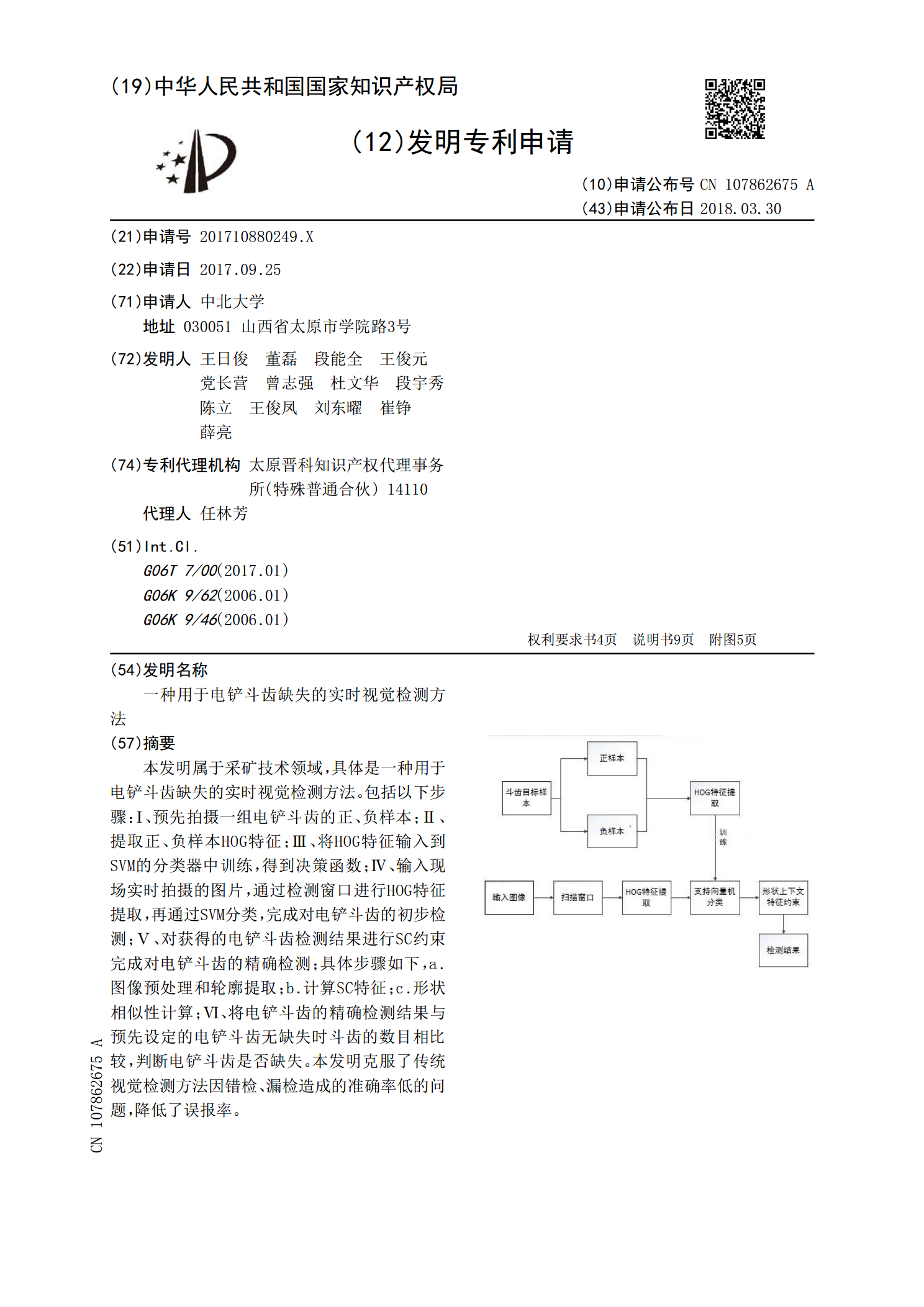
本发明属于采矿技术领域,具体是一种用于电铲斗齿缺失的实时视觉检测方法。包括以下步骤:Ⅰ、预先拍摄一组电铲斗齿的正、负样本;Ⅱ、提取正、负样本HOG特征;Ⅲ、将HOG特征输入到SVM的分类器中训练,得到决策函数;Ⅳ、输入现场实时拍摄的图片,通过检测窗口进行HOG特征提取,再通过SVM分类,完成对电铲斗齿的初步检测;Ⅴ、对获得的电铲斗齿检测结果进行SC约束完成对电铲斗齿的精确检测;具体步骤如下,a.图像预处理和轮廓提取;b.计算SC特征;c.形状相似性计算;Ⅵ、将电铲斗齿的精确检测结果与预先设定的电铲斗齿无缺

WK-35电铲斗齿表面堆焊的研究与应用.docx
WK-35电铲斗齿表面堆焊的研究与应用随着工程机械在工程中的广泛应用,电铲斗齿的使用频率也在不断增加。然而,由于电铲斗齿在工作中不断磨损和受力,导致其寿命缩短,需要更换。为了解决这个问题,表面堆焊技术被广泛应用在电铲斗齿的生产过程中。本文将详细介绍表面堆焊技术在电铲斗齿上的应用和研究。一、表面堆焊技术表面堆焊技术是一种将高硬度合金材料加热至熔点后喷涂在金属表面上的技术,也称为喷焊。通过此技术可以提高零件表面的硬度、耐磨性、腐蚀性等性能,同时增加零件的使用寿命。该技术也被应用在不同行业的生产中,如矿业、交通
一种耐磨性斗齿的制作方法.pdf
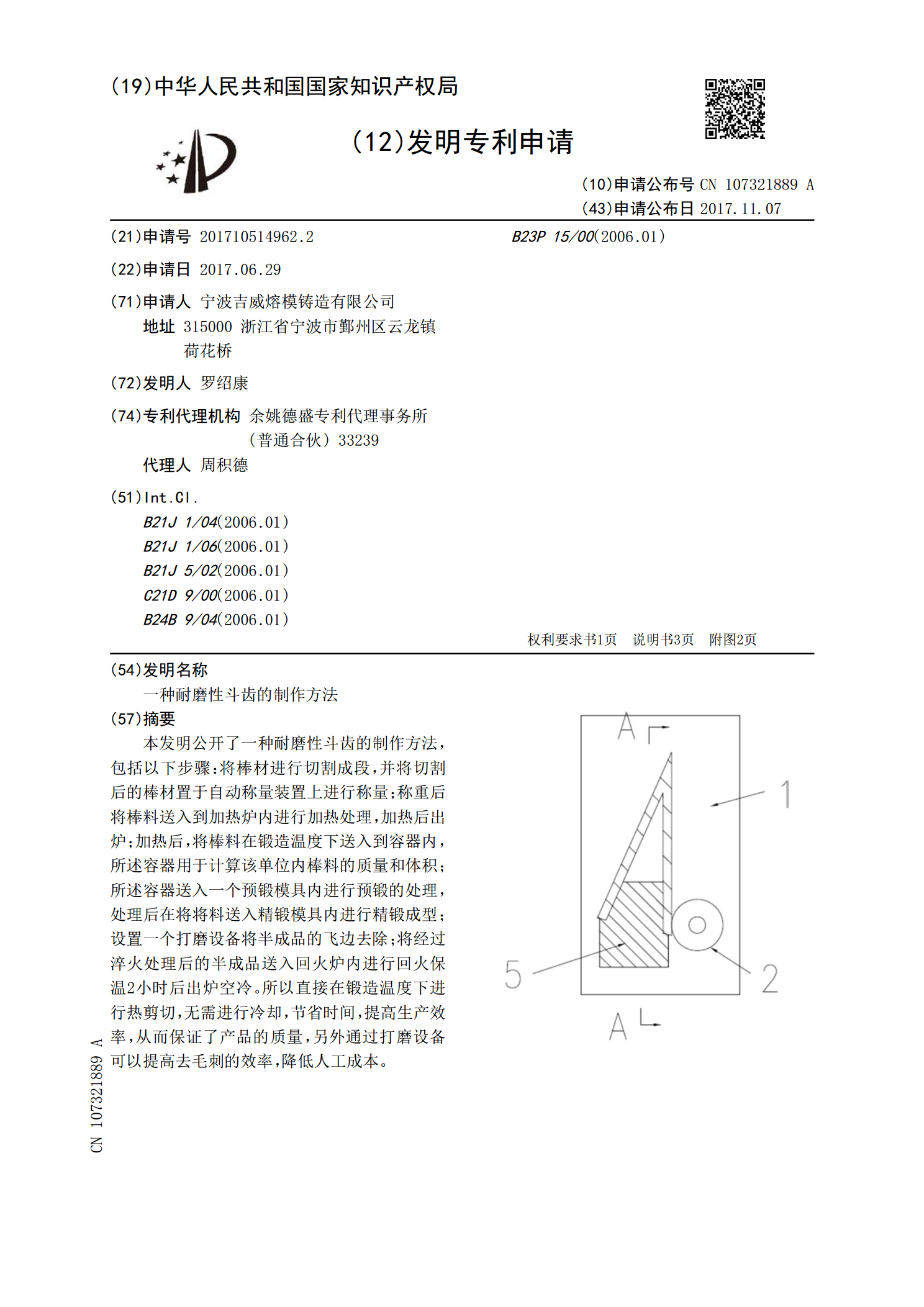
本发明公开了一种耐磨性斗齿的制作方法,包括以下步骤:将棒材进行切割成段,并将切割后的棒材置于自动称量装置上进行称量;称重后将棒料送入到加热炉内进行加热处理,加热后出炉;加热后,将棒料在锻造温度下送入到容器内,所述容器用于计算该单位内棒料的质量和体积;所述容器送入一个预锻模具内进行预锻的处理,处理后在将将料送入精锻模具内进行精锻成型;设置一个打磨设备将半成品的飞边去除;将经过淬火处理后的半成品送入回火炉内进行回火保温2小时后出炉空冷。所以直接在锻造温度下进行热剪切,无需进行冷却,节省时间,提高生产效率,从而
一种耐磨金属复合斗齿及其生产工艺.pdf
本发明提供一种耐磨金属复合斗齿及其生产工艺,涉及耐磨斗齿领域,上述耐磨金属复合斗齿,以重量百分比计,该耐磨金属复合斗齿由如下成分组成:C:0.8‑1.5%、Mn:0.8‑1.0%、Ti:0.3‑0.4%、Si:0.3‑0.4%、Ca:0.5‑1.0%、Cr:0.5‑1.0%、Ni:0.4‑0.9%、V:0.5‑0.8%、S:0.2‑0.5%、B:0.1‑0.5%,余量为Fe,以及其它生产过程中不可避免的杂质,其生产工艺包括以下步骤:将成分原料加入炉内,开启超声波振动搅拌,直至钢水温度为1600‑1650℃