
一种微波脱蜡方法和微波脱蜡炉.pdf

茂学****23


1/10

2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种微波脱蜡方法和微波脱蜡炉.pdf
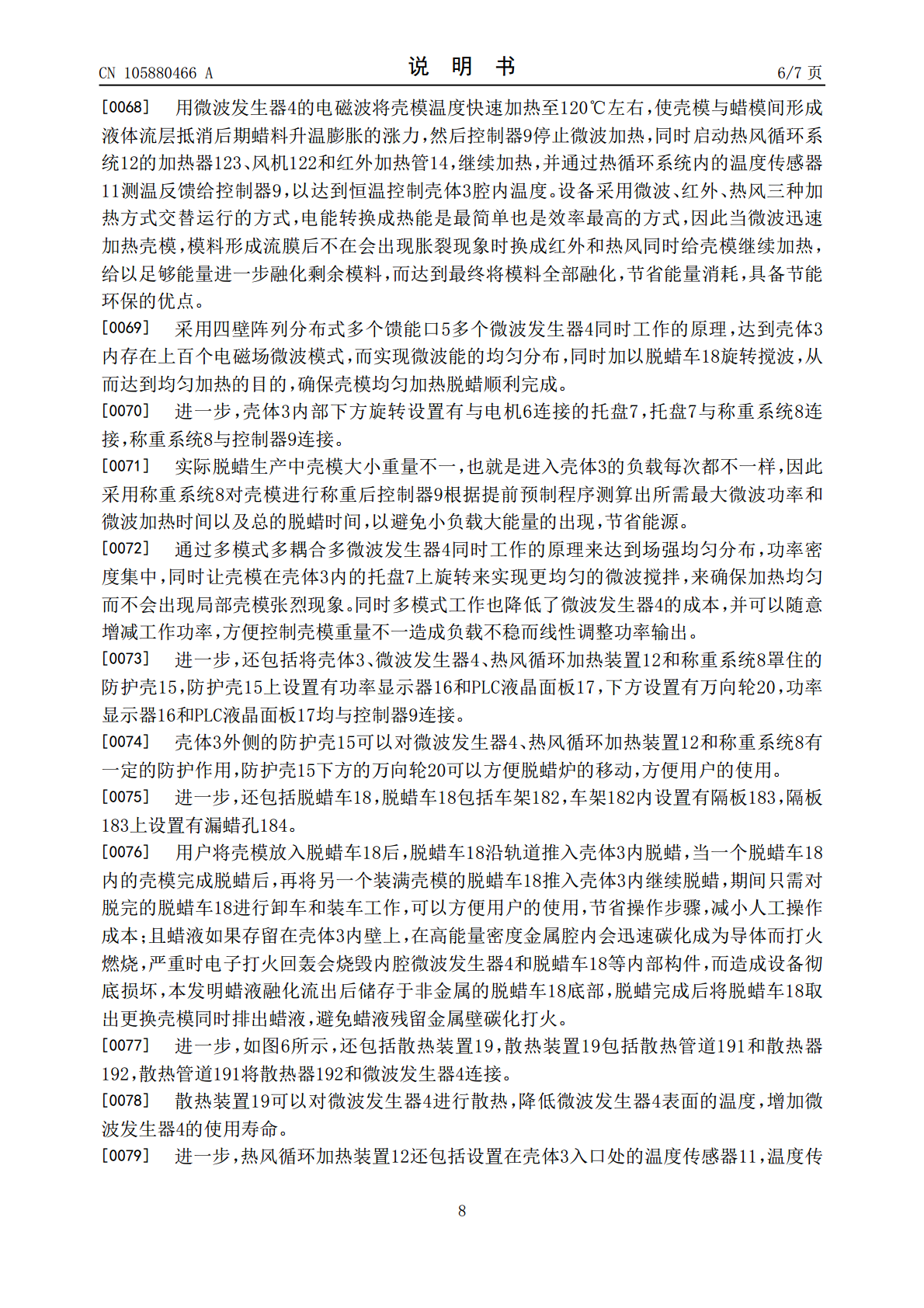
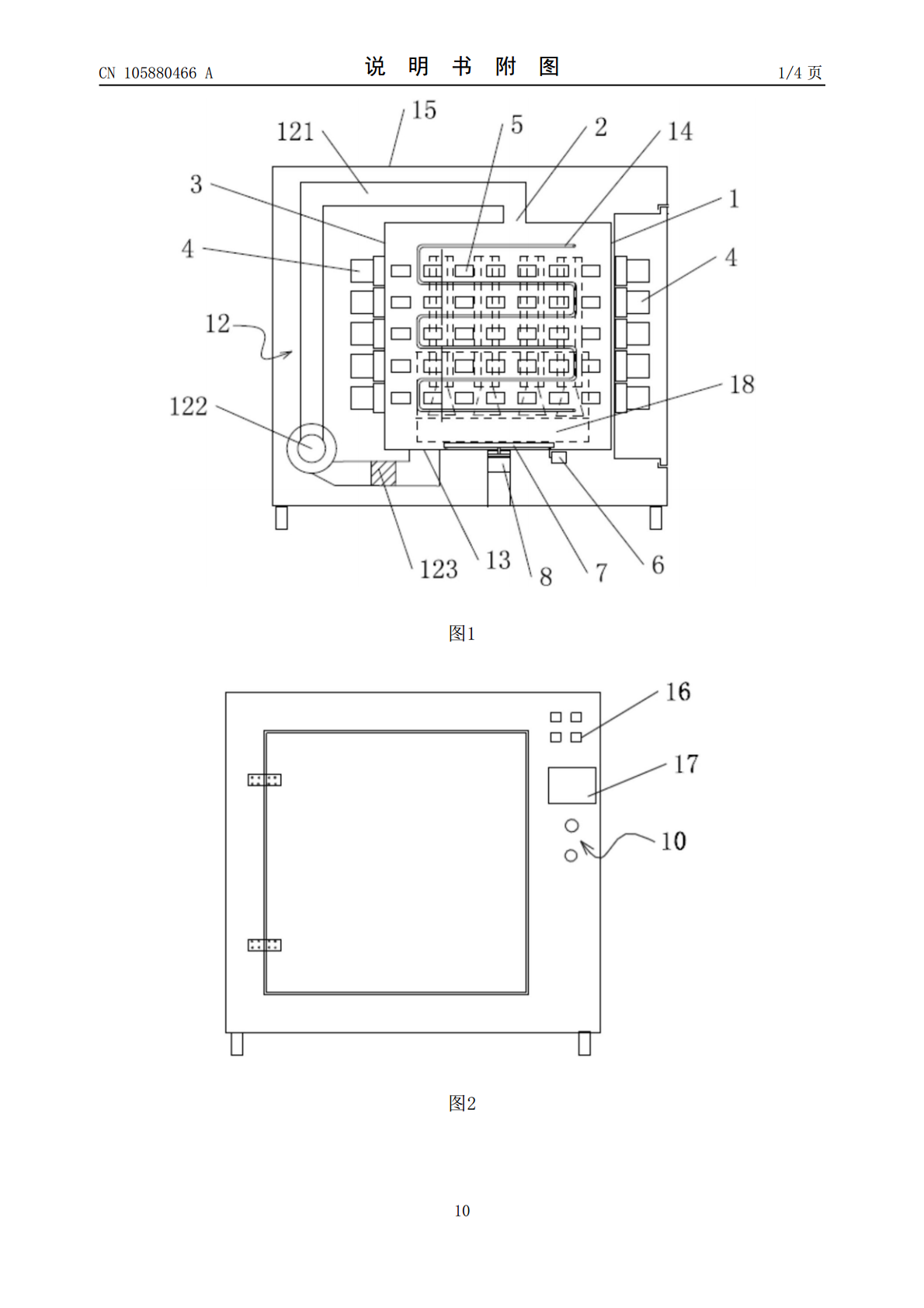
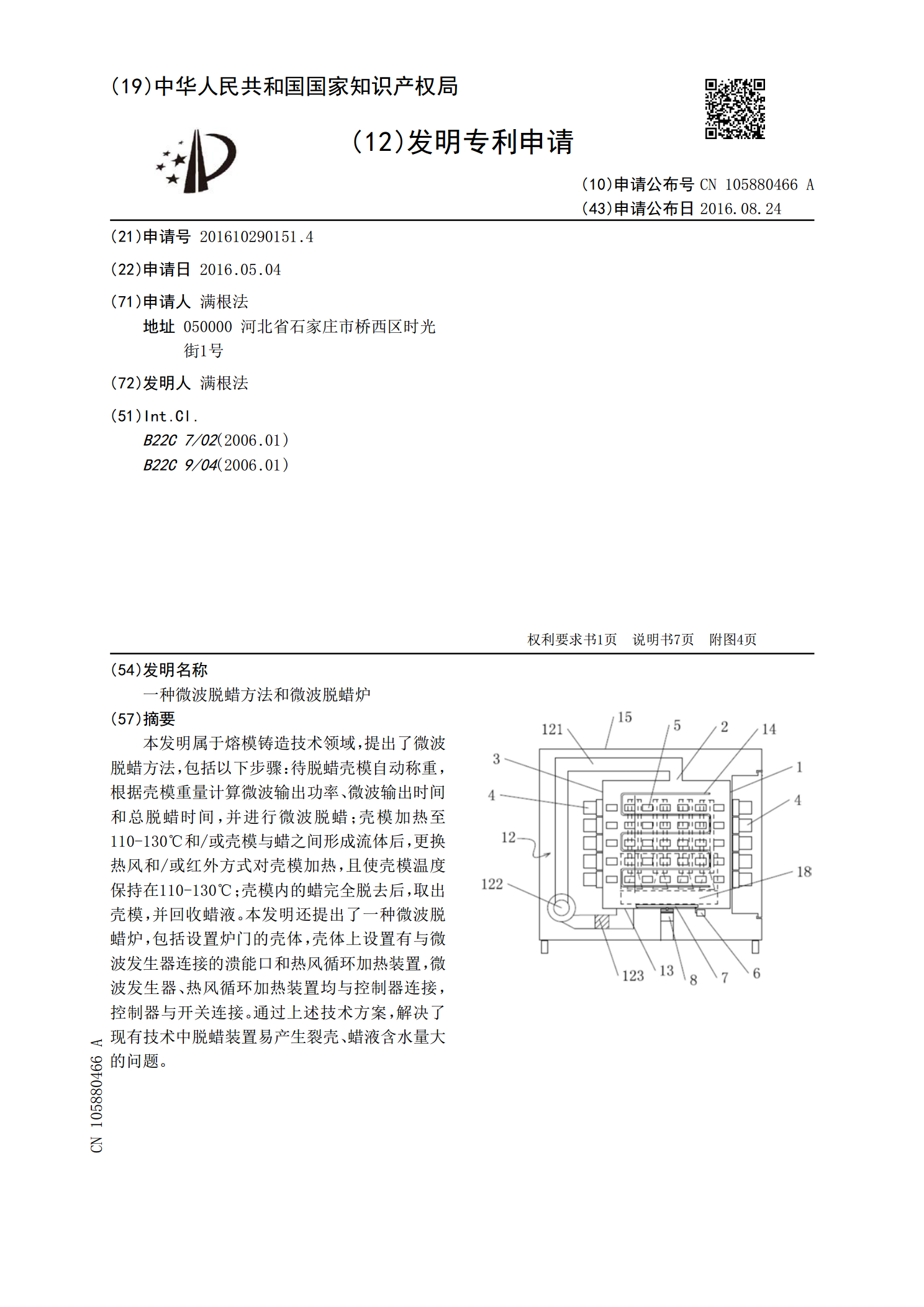
本发明属于熔模铸造技术领域,提出了微波脱蜡方法,包括以下步骤:待脱蜡壳模自动称重,根据壳模重量计算微波输出功率、微波输出时间和总脱蜡时间,并进行微波脱蜡;壳模加热至110‑130℃和/或壳模与蜡之间形成流体后,更换热风和/或红外方式对壳模加热,且使壳模温度保持在110‑130℃;壳模内的蜡完全脱去后,取出壳模,并回收蜡液。本发明还提出了一种微波脱蜡炉,包括设置炉门的壳体,壳体上设置有与微波发生器连接的溃能口和热风循环加热装置,微波发生器、热风循环加热装置均与控制器连接,控制器与开关连接。通过上述技术方案,
一种微波炉称重方法、装置和微波炉.pdf
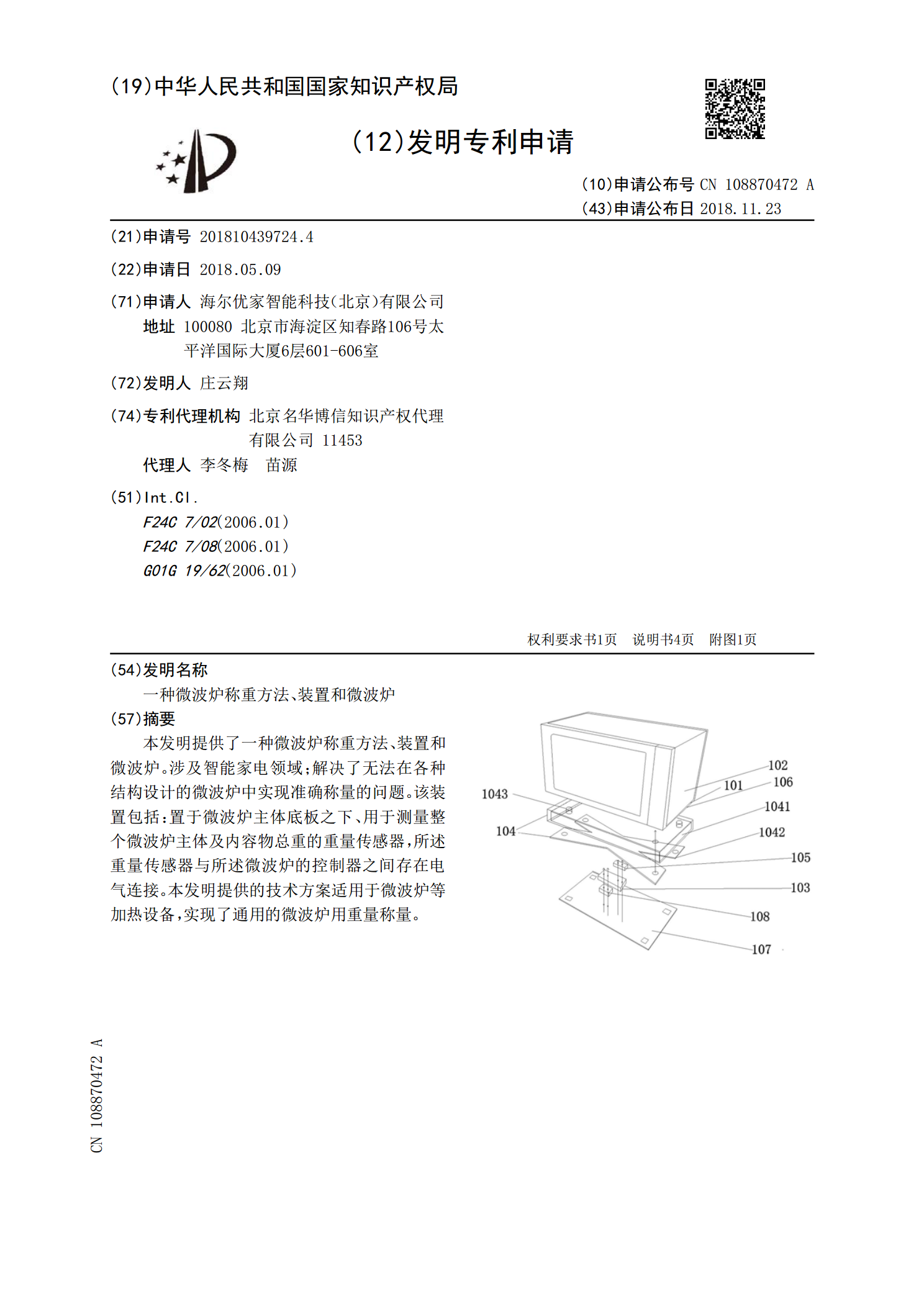
本发明提供了一种微波炉称重方法、装置和微波炉。涉及智能家电领域;解决了无法在各种结构设计的微波炉中实现准确称量的问题。该装置包括:置于微波炉主体底板之下、用于测量整个微波炉主体及内容物总重的重量传感器,所述重量传感器与所述微波炉的控制器之间存在电气连接。本发明提供的技术方案适用于微波炉等加热设备,实现了通用的微波炉用重量称量。

一种脱蜡凝胶及其应用和月见草毛油脱蜡方法.pdf
本发明涉及植物油精炼技术领域,公开了一种脱蜡凝胶及其应用和月见草毛油脱蜡方法。本发明所述脱蜡凝胶包括甘蔗蜡、月见草油、海藻糖和柑橘皮植物多糖。本发明以甘蔗蜡、月见草油、海藻糖和柑橘皮植物多糖组成的一种新型脱蜡凝胶,其可以应用于月见草毛油的脱蜡程序中,使得脱蜡后的月见草油具有较低的蜡质残留率,效果优于常规的低温搅拌析晶的脱蜡方法。

脱蜡预烧炉废气处理方法.pdf
本发明属粉末冶金的技术领域,具体公开了一种脱蜡预烧炉废气处理方法,包括以下步骤:1.利用自来水对废气进行换热冷却处理,并将蒸发的水蒸气收集;2.将冷却成液态的成型剂回收;3.并使用空气对其余废气进行换热冷却处理;4.将换热后的空气收集,气压为0.1‑0.8MPa,气温为80‑120℃,气体流量为水蒸气流量的0.1‑0.3倍;5.将收集后的水蒸气与空气混合并通入到废气中;6.将冷却成液态的其余成型剂收集,并对其进行高温脱水。本发明的目的是解决气态成型剂无法完全回收的问题。

微波炉控制方法和微波炉.pdf
本发明公开了一种微波炉控制方法,包括以下步骤:检测微波炉内物品的当前重量;比对所述当前重量与第一预设重量;当所述当前重量大于第一预设重量时,识别接收到的语音控制信息,根据所述语音控制信息的识别结果生成控制指令;根据所述控制指令运行。本发明还公开了一种微波炉。本发明提高了微波炉的安全性。