
一种中空管输出轴的冷锻成形工艺.pdf

宁馨****找我


1/7

2/7
3/7

4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中空管输出轴的冷锻成形工艺.pdf
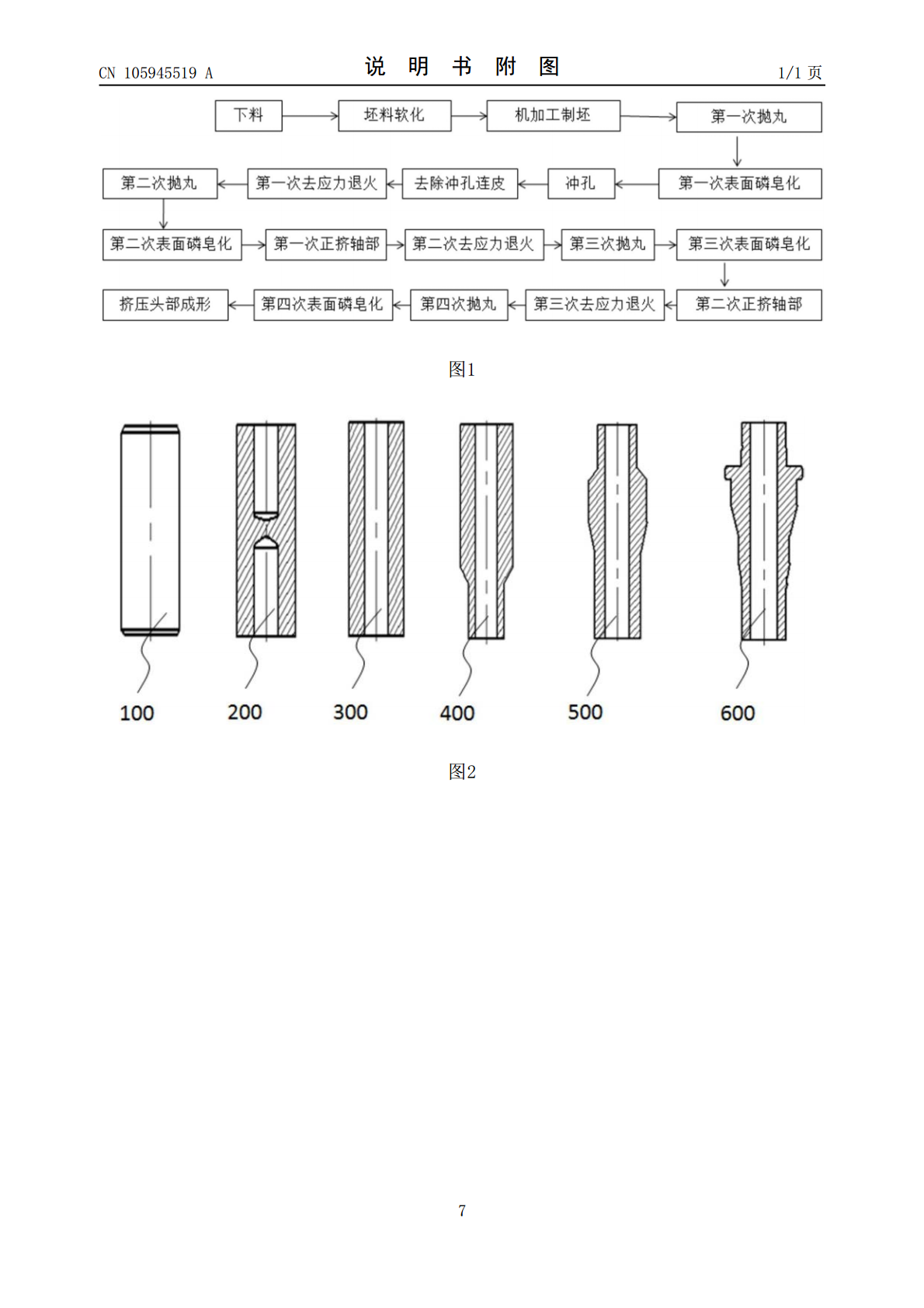
本发明公开了一种中空管输出轴的冷锻成形工艺,其包括:下料:准备坯料;坯料软化:使用加热炉加热坯料,以降低坯料的硬度;机加工制坯:使用机床去除坯料的表面氧化皮;冲孔:使用冲床制备中间保留有冲孔连皮的中空孔;去除冲孔连皮:使用车床精加工中空孔至预定尺寸,同时去除冲孔连皮,得到第二初成形产品;冷锻成形:将第二初成形产品放入具有预定形状的正挤模腔中,利用液压设备对第二初成形产品进行若干次冷锻挤压,以得到具有预定形状的产品成品。本发明的技术效果在于:1.在制备中空孔时,对坯料的预变形提高了坯料的强度,冷锻成形过程中

多台阶轴头短流程冷精锻成形工艺.docx
多台阶轴头短流程冷精锻成形工艺标题:多台阶轴头短流程冷精锻成形工艺摘要:多台阶轴头是机械制造中常见的零件,对其进行冷精锻成形工艺研究具有重要意义。本文提出了一种多台阶轴头短流程冷精锻成形工艺,通过实验和数值模拟分析,探讨了该工艺的优劣势以及影响因素,并与传统工艺进行了对比。结果表明,多台阶轴头短流程冷精锻成形工艺具有高效、节能的优点,可以满足现代化生产对零件成形工艺的需求。1.引言多台阶轴头是机械领域中常见的连接零件之一,其形状复杂,对精度和强度要求较高。传统的热精锻成形工艺存在能耗高、生产周期长等问题。

冷锻成形工艺概要(上).docx
冷锻成形工艺概要(上)冷锻成形工艺概要(上)一、引言冷锻成形工艺是一种常用的金属成形工艺,它通过将金属材料在室温下进行塑性变形,以达到制造零件的目的。相比热锻成形工艺,冷锻成形工艺具有能耗低、材料浪费少、加工精度高等优点,因此被广泛应用于汽车、机械、航空航天等领域。本论文将就冷锻成形工艺的定义、分类、工艺流程以及应用领域进行详细介绍。二、冷锻成形工艺的定义冷锻成形工艺是指在室温下,通过将金属材料置于锻压机上,利用受力模具对金属进行塑性变形的一种金属成形方法。与热锻成形工艺相比,冷锻成形工艺能够在保持材料原

冷锻成形工艺概要(下).docx
冷锻成形工艺概要(下)冷锻成形工艺概要(下)Ⅴ.冷锻成形工艺的优点和应用领域冷锻成形工艺相比于热锻成形工艺具有以下明显的优点:1.优质成形:冷锻成形在材料的形变过程中产生较少的氧化和残余应力,能够获得更高的成形精度。同时由于材料在冷锻过程中的加热时间较短,减少了晶粒长大和晶界迁移的机会,提高了材料的织构特性和力学性能。2.节能环保:相比于热锻成形工艺,冷锻成形无需加热材料,节约了能源,并且减少了对环境的污染。同时由于冷锻过程中不产生废气和废水,更符合现代工业的环保要求。3.增强材料性能:由于冷锻成形过程中

一种轴锻件的镦锻成形工艺设计.docx
一种轴锻件的镦锻成形工艺设计论文标题:一种轴锻件的镦锻成形工艺设计摘要:随着工程技术的不断发展,轴锻件的需求日益增长。本论文针对一种特定的轴锻件,使用镦锻工艺进行成形。通过对轴锻件的形状、材料和工艺参数的分析,设计了合理的镦锻成形工艺,并对其进行了试验验证。研究结果表明,所设计的镦锻工艺能够满足轴锻件的质量和技术要求。该研究为类似的轴锻件的成形工艺设计提供了参考。关键词:镦锻工艺,轴锻件,形状,材料,工艺参数1.引言轴锻件是一种在机械、汽车、航空航天等领域广泛使用的零部件。它需要具备高强度、耐磨性和高精度