
一种自动控制炉内气氛的真空渗碳炉及控制方法.pdf

邻家****mk

1/7

2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种自动控制炉内气氛的真空渗碳炉及控制方法.pdf
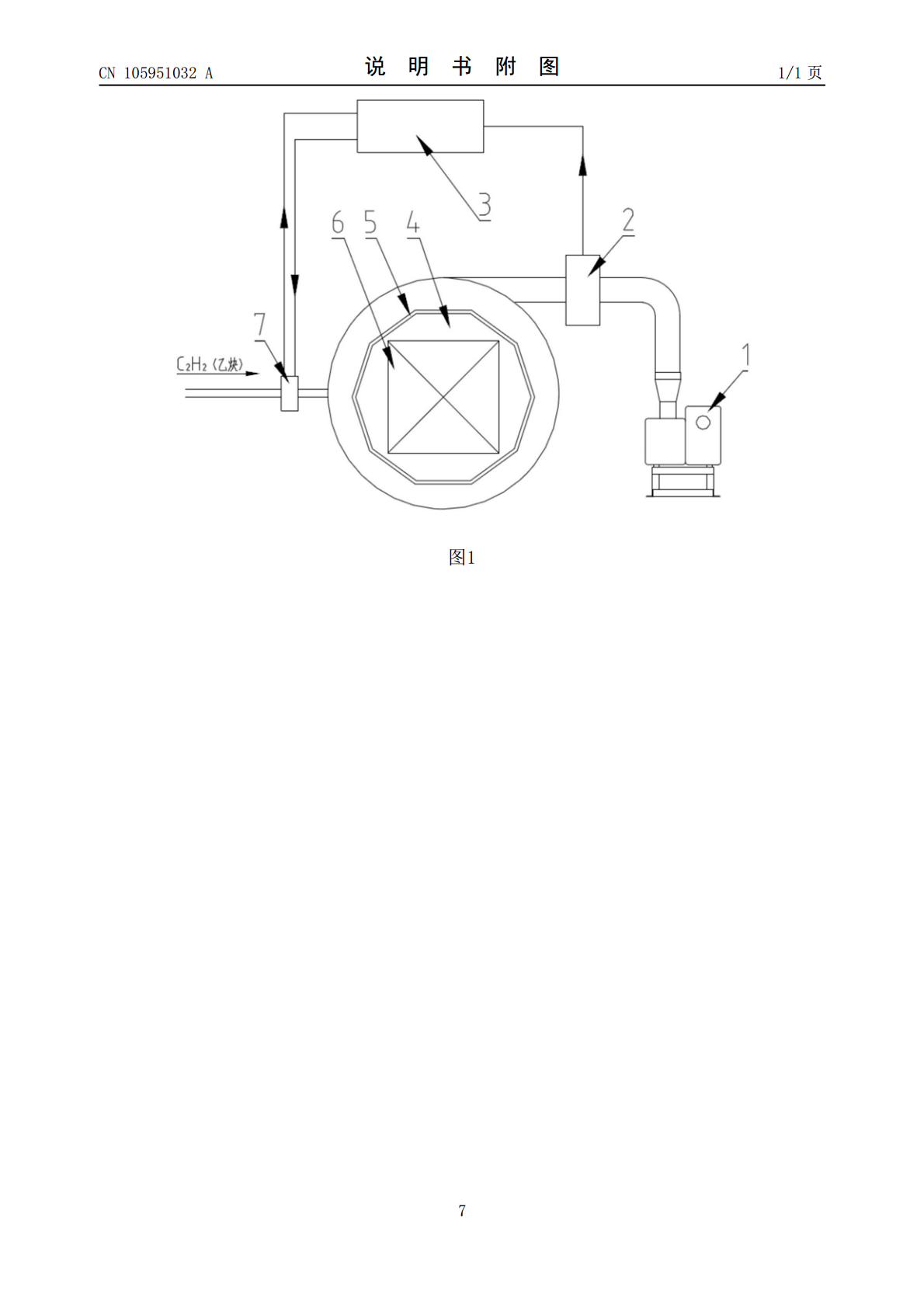
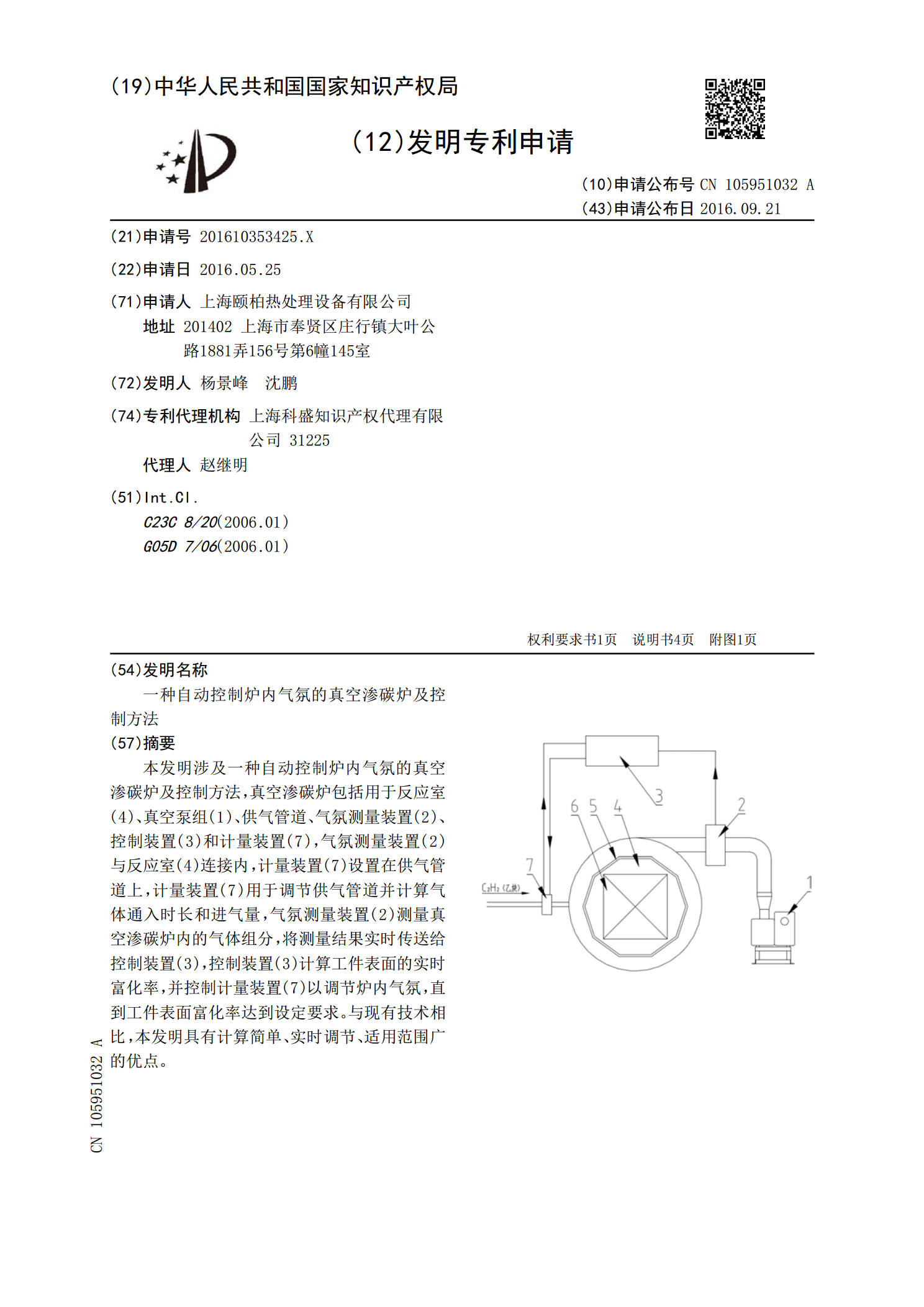
本发明涉及一种自动控制炉内气氛的真空渗碳炉及控制方法,真空渗碳炉包括用于反应室(4)、真空泵组(1)、供气管道、气氛测量装置(2)、控制装置(3)和计量装置(7),气氛测量装置(2)与反应室(4)连接内,计量装置(7)设置在供气管道上,计量装置(7)用于调节供气管道并计算气体通入时长和进气量,气氛测量装置(2)测量真空渗碳炉内的气体组分,将测量结果实时传送给控制装置(3),控制装置(3)计算工件表面的实时富化率,并控制计量装置(7)以调节炉内气氛,直到工件表面富化率达到设定要求。与现有技术相比,本发明具有

炉内气氛控制方法.docx
炉内气氛控制方法炉内气氛控制方法摘要:在炉内进行工业生产过程中,炉内气氛的控制至关重要。不同的工业生产过程需要不同的炉内气氛,炉内气氛的组成和稳定性对产品质量和工艺效率有着重要影响。本文主要介绍了炉内气氛控制的基本原理、常见的气氛控制方法以及各种方法的优缺点。1.引言炉内气氛控制是指在炉内产生、调整和维持所需的气氛。不同的工业生产过程需要不同的气氛,例如氧化焊接需要保护性气氛,而金属烧结需要还原性气氛。炉内气氛的组成和稳定性对产品质量和工艺效率有着重要影响,因此炉内气氛控制一直是工业生产过程中关注的焦点之

真空渗碳炉及使用其的渗碳方法.pdf
本发明公开一种真空渗碳炉及使用其的渗碳方法,涉及金属材料热处理技术领域,以解决现有的渗碳炉在负压及加压气冷时的密封效果不佳,且加热元件长期使用后容易造成积碳而导致渗碳炉发生短路故障的技术问题。本发明所述的真空渗碳炉,包括:卧式双室结构且包括炉体和炉门的真空炉主机;炉体的前室为冷却室,中间为真空密封隔热的闸阀,后室为加热渗碳室;冷却室和加热渗碳室、炉体和炉门的法兰凹槽之间设置有锁圈式密封结构;锁圈式密封结构与炉门之间设置有多个斜面自锁且为双气缸启动形式;加热渗碳室内设置有加热元件,其包括石墨加热管,电源由变
多用炉可控气氛渗碳方法.pdf
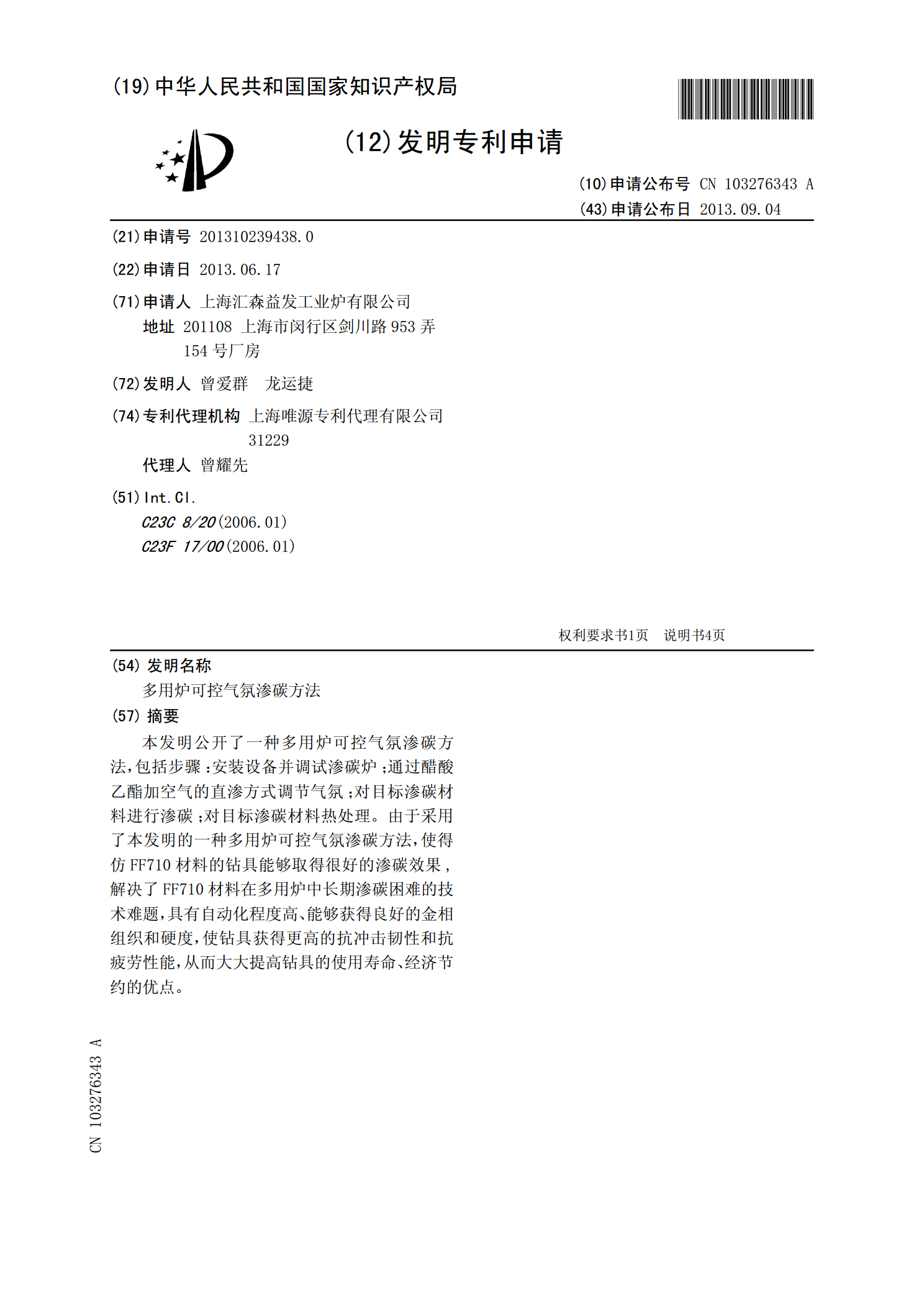
本发明公开了一种多用炉可控气氛渗碳方法,包括步骤:安装设备并调试渗碳炉;通过醋酸乙酯加空气的直渗方式调节气氛;对目标渗碳材料进行渗碳;对目标渗碳材料热处理。由于采用了本发明的一种多用炉可控气氛渗碳方法,使得仿FF710材料的钻具能够取得很好的渗碳效果,解决了FF710材料在多用炉中长期渗碳困难的技术难题,具有自动化程度高、能够获得良好的金相组织和硬度,使钻具获得更高的抗冲击韧性和抗疲劳性能,从而大大提高钻具的使用寿命、经济节约的优点。
一种轧钢加热炉炉内气氛调整方法.pdf
本发明涉及一种轧钢加热炉炉内气氛调整方法,首先设定轧钢加热炉的空燃比及各段内气氛,炉内气氛通过设置在预热段的残氧仪进行监测,残氧值在1.6%~3.0%范围内时,空燃比不调整;残氧值<1.6%时,增加加热段的空气量,空燃比按0.05的增量进行递增;残氧值>3.0%时,降低加热段的空气量,空燃比按0.03的减量进行递减;每次调整后延时,如不满足残氧值要求则继续调整,直到满足为止。本发明针对现有以高炉、焦炉和转炉混合煤气为燃料的轧钢加热炉,加热炉煤气热值波动大,炉内气氛控制难度大的问题,提供一种轧钢加热炉炉内气