
炉窑卸料装置及其控制方法.pdf

Ch****75


1/10

2/10

3/10

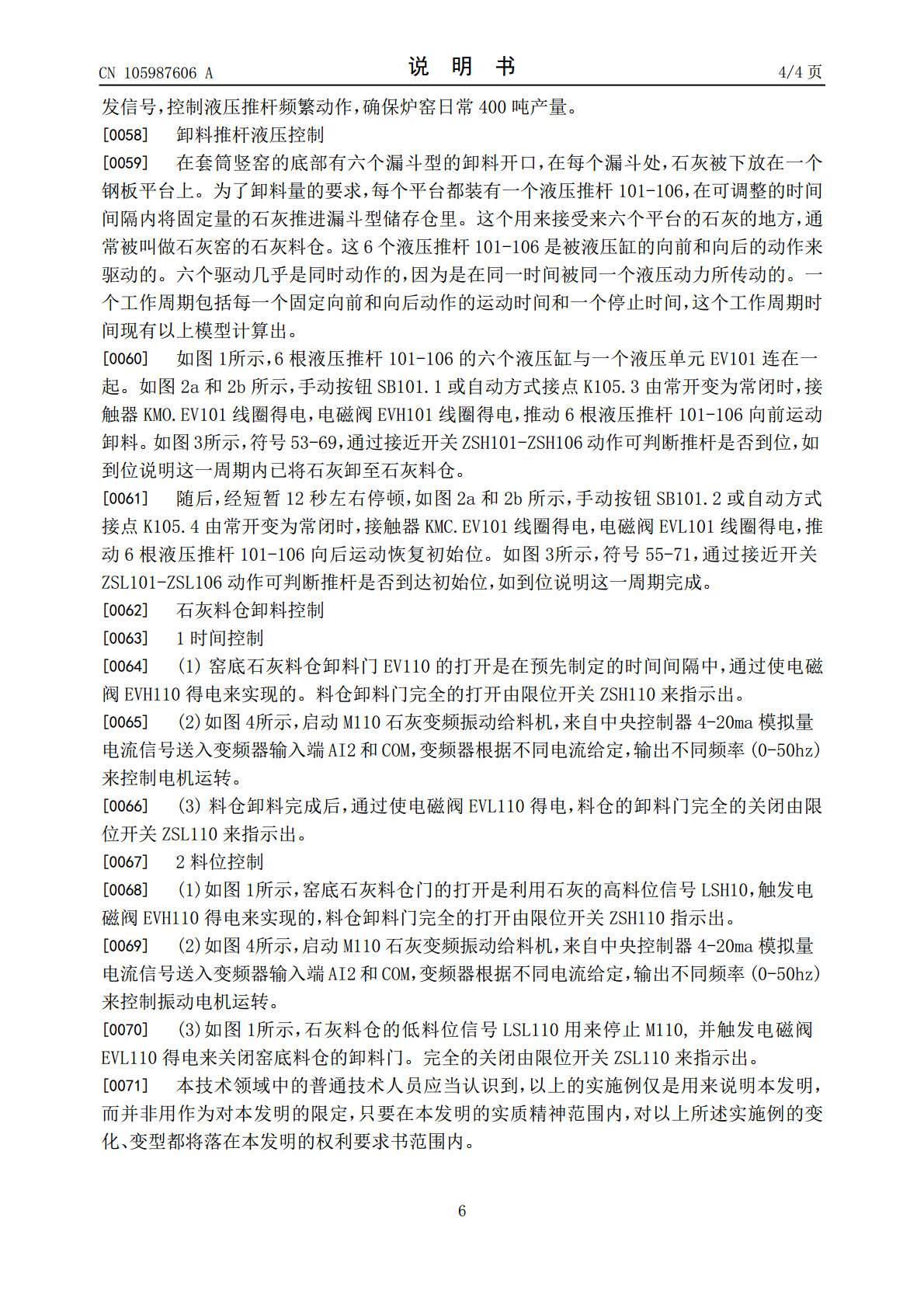
4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
炉窑卸料装置及其控制方法.pdf
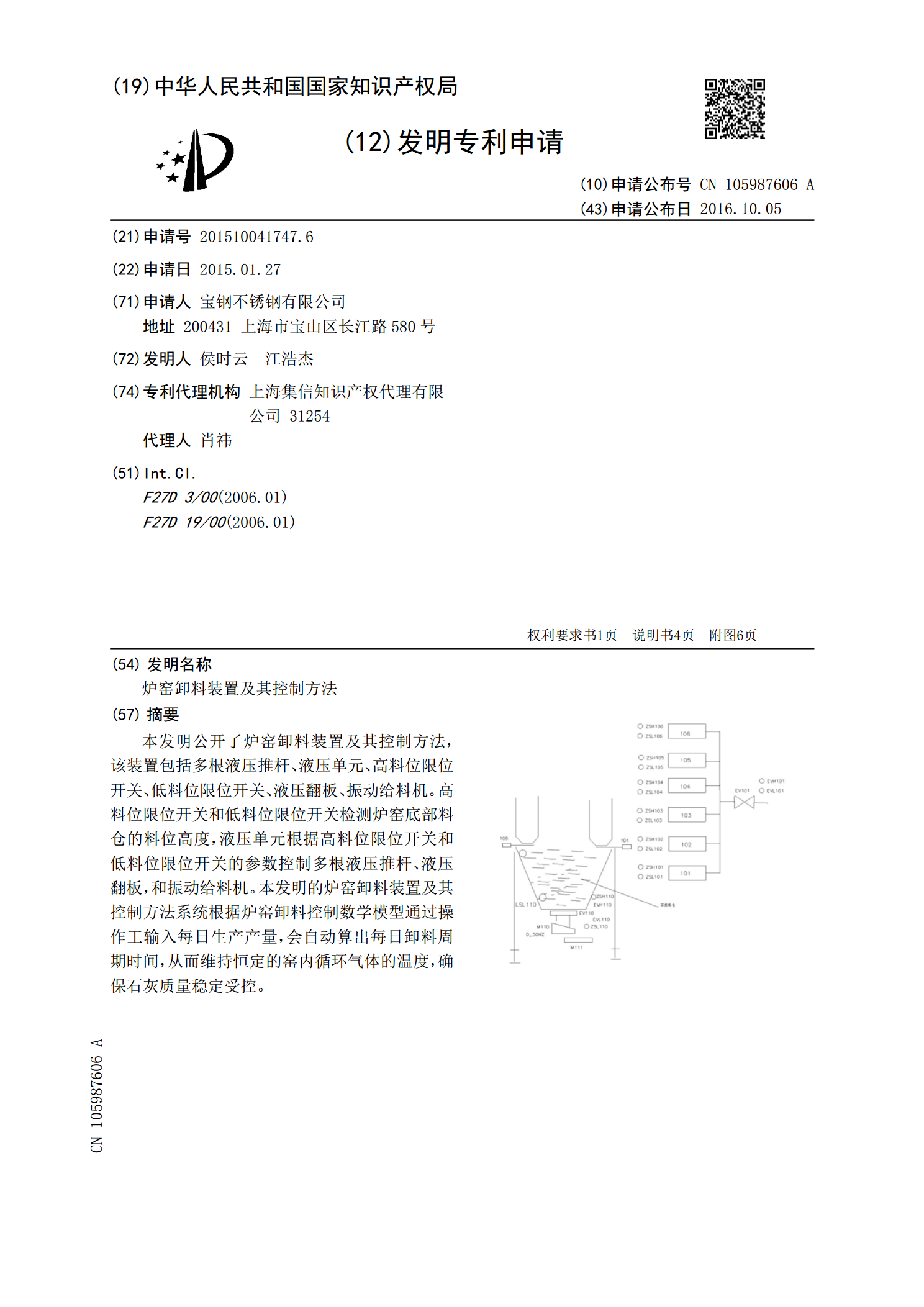
本发明公开了炉窑卸料装置及其控制方法,该装置包括多根液压推杆、液压单元、高料位限位开关、低料位限位开关、液压翻板、振动给料机。高料位限位开关和低料位限位开关检测炉窑底部料仓的料位高度,液压单元根据高料位限位开关和低料位限位开关的参数控制多根液压推杆、液压翻板,和振动给料机。本发明的炉窑卸料装置及其控制方法系统根据炉窑卸料控制数学模型通过操作工输入每日生产产量,会自动算出每日卸料周期时间,从而维持恒定的窑内循环气体的温度,确保石灰质量稳定受控。
竖式炉窑、竖式炉窑的上料控制装置及控制方法.pdf
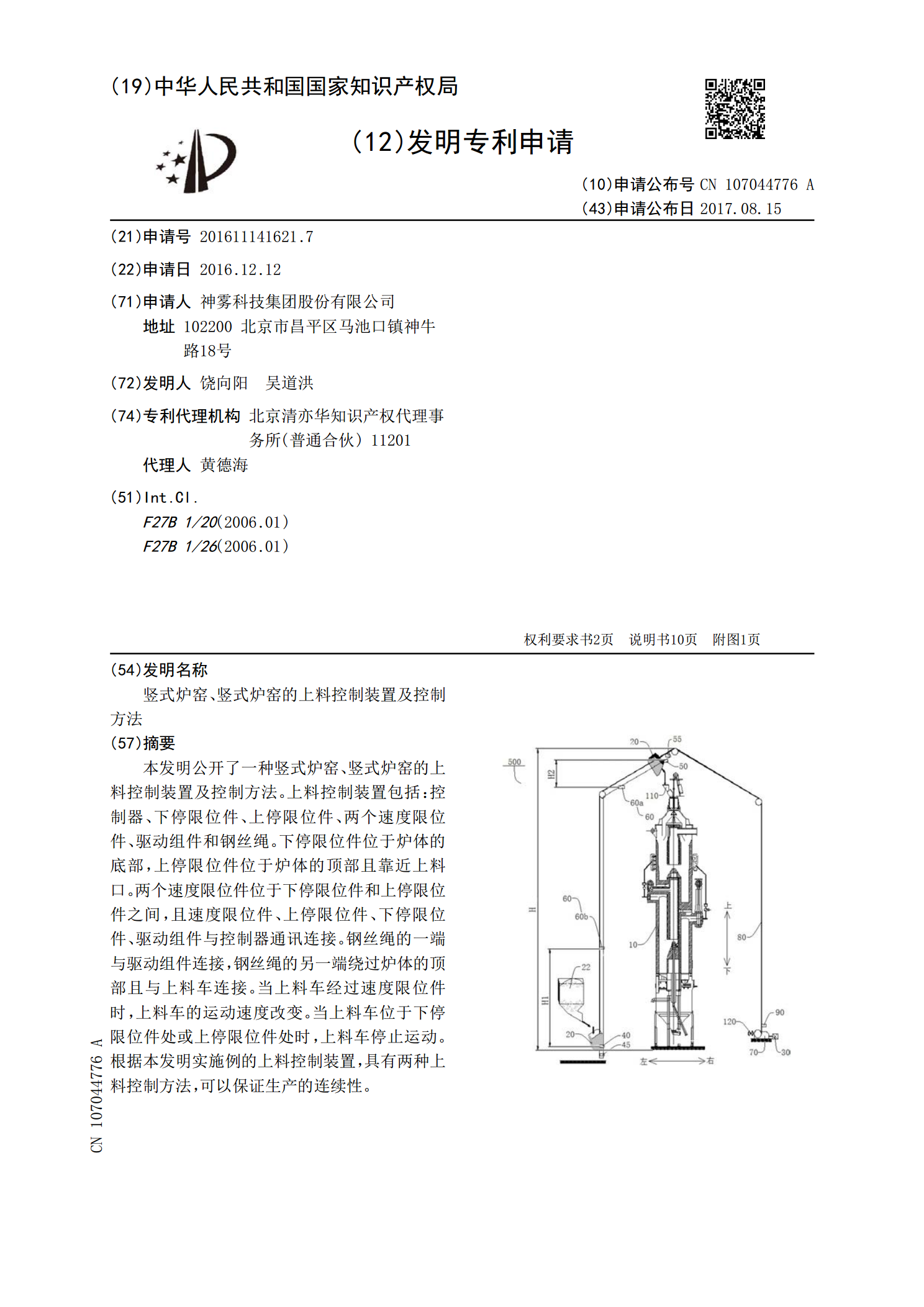
本发明公开了一种竖式炉窑、竖式炉窑的上料控制装置及控制方法。上料控制装置包括:控制器、下停限位件、上停限位件、两个速度限位件、驱动组件和钢丝绳。下停限位件位于炉体的底部,上停限位件位于炉体的顶部且靠近上料口。两个速度限位件位于下停限位件和上停限位件之间,且速度限位件、上停限位件、下停限位件、驱动组件与控制器通讯连接。钢丝绳的一端与驱动组件连接,钢丝绳的另一端绕过炉体的顶部且与上料车连接。当上料车经过速度限位件时,上料车的运动速度改变。当上料车位于下停限位件处或上停限位件处时,上料车停止运动。根据本发明实施

卸料控制方法、装置及搅拌设备.pdf
本发明涉及搅拌设备控制技术领域,提供一种卸料控制方法、装置及搅拌设备,方法包括:基于获得的骨料配方,确定至少一个目标卸料仓;从至少两个输送结构中,确定每个目标卸料仓对应的目标输送结构,得到目标输送结构集合,目标输送结构集合包括至少一个目标输送结构,其中,每个输送结构对应至少一个卸料仓;获取每个目标卸料仓距离预设位置的目标距离;基于目标距离和骨料配方,确定目标卸料仓的卸料优先级;基于卸料优先级,控制目标卸料仓进行卸料。本发明用以解决现有技术中通过人为控制多条平皮带骨料输送产生的耗时长、效率低以及成本高的问题
一种还原炉底部卸料装置及其卸料方法.pdf
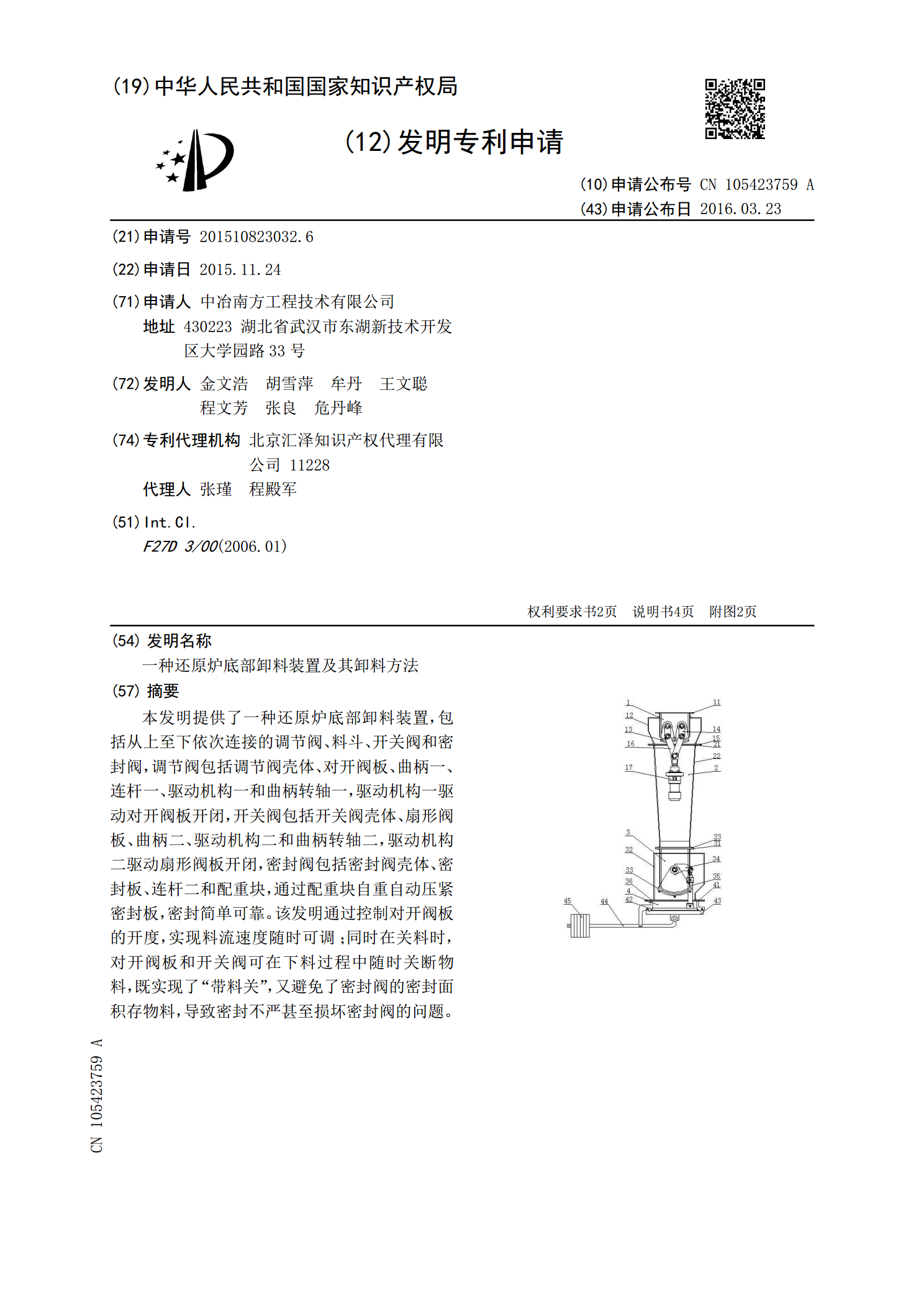
本发明提供了一种还原炉底部卸料装置,包括从上至下依次连接的调节阀、料斗、开关阀和密封阀,调节阀包括调节阀壳体、对开阀板、曲柄一、连杆一、驱动机构一和曲柄转轴一,驱动机构一驱动对开阀板开闭,开关阀包括开关阀壳体、扇形阀板、曲柄二、驱动机构二和曲柄转轴二,驱动机构二驱动扇形阀板开闭,密封阀包括密封阀壳体、密封板、连杆二和配重块,通过配重块自重自动压紧密封板,密封简单可靠。该发明通过控制对开阀板的开度,实现料流速度随时可调;同时在关料时,对开阀板和开关阀可在下料过程中随时关断物料,既实现了“带料关”,又避免了密

一种金属圈卸料装置及其卸料方法.pdf
本发明提供一种金属圈卸料装置,包括承载件,用于承载多个金属圈;移动装置,用来吊挂所述承载件以及其上的金属圈,在空间内进行升降和运移;导流件,在卸料时,用来引导金属圈卸料方向;接收件,用于接收从所述承载件上滑下的金属圈。利用本发明提供的金属圈卸料装置及卸料方法,在需要卸料时,利用导流件将承载件和接收件形成一体结构,水平套设在承载件上的金属圈,通过导流件使得金属圈滑落直至竖直套设在接收件上,减少了劳动量,降低了卸料效率,减少卸料对金属圈造成的损伤。