
一种高速列车锻钢制动盘用钢材料及其锻件的锻造工艺.pdf

黛娥****ak


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高速列车锻钢制动盘用钢材料及其锻件的锻造工艺.pdf
本发明公开了一种高速列车锻钢制动盘用钢材料及其锻件的锻造工艺,包括以下步骤:按质量百分比进行配料称重,在中频电炉冶炼成优质钢水,然后在液压机上进行液态模锻,并在1150℃左右脱模,采用自由锻加束缚锻的复合锻造方式对坯料进行锻造,得到二次锻坯;然后对二次锻坯采用水冷‑空冷两次循环交替方式进行淬火热处理;最后,对淬火后的二次锻造坯采用回火‑水冷‑再回火‑再水冷的二次回火处理,即得到所述高速列车锻钢制动盘用钢锻件。本发明的锻造工艺与热处理工艺的组合有效地防止了形状复杂的锻件淬火开裂,而且制造的高速列车锻钢制动盘

回火工艺对高速列车制动盘用钢组织及力学性能的影响.docx
回火工艺对高速列车制动盘用钢组织及力学性能的影响回火工艺对高速列车制动盘用钢组织及力学性能的影响摘要:高速列车的制动系统要求具有良好的制动效果和稳定的性能,而制动盘作为重要的组成部分之一,其性能对整个制动系统起着至关重要的作用。本文主要研究了回火工艺对高速列车制动盘用钢组织及力学性能的影响。通过不同回火温度和时间参数的设置,对高速列车制动盘用钢进行热处理,并通过金相显微镜、扫描电子显微镜、硬度测试和拉伸试验等方法对其组织和力学性能进行了分析和比较。结果表明,适当的回火工艺能够显著改善高速列车制动盘用钢的组
一种高速列车制动承载梁用钢及铸件.pdf
本发明涉及一种高速列车制动承载梁用钢及铸件,该高速列车制动承载梁用钢采用加入稀土元素组合及双熔炼技术,对钢的成分进行优化,实现韧性和强度最优组合,提升产品的性能指标;且将成分控制、熔体处理与凝固过程控制结合,调控制动承载粱铸件的工业规模生产,控制P含量不高于0.02%,S含量不高于0.02%,保证铸件凝固组织均匀;获得的承载粱抗拉强度:Rm≥350MPa,屈服强度≥210MPa;延伸率:≥32%,断面收缩率:≥60%。

一种高速列车制动盘—轮盘.pdf
本发明涉及一种高速列车制动盘—轮盘,由制动盘体、制动摩擦面、中心定位孔、均布安装孔、加强凸台、径向散热筋、过渡平衡凸台组成,其特征在于:所述高速列车制动盘体中心定位孔定位在高速列车轮子上,通过均布安装孔由螺栓连接,均布安装孔分布于加强凸台上。制动摩擦过程中产生的热量通过径向散热筋分散,产生的震动通过过渡平衡凸台消除。具有散热效果好,制动强度高,制动运行平稳,安全有效性强的优点。
一种锻圆用钢的冶炼装置及其锻造方法.pdf
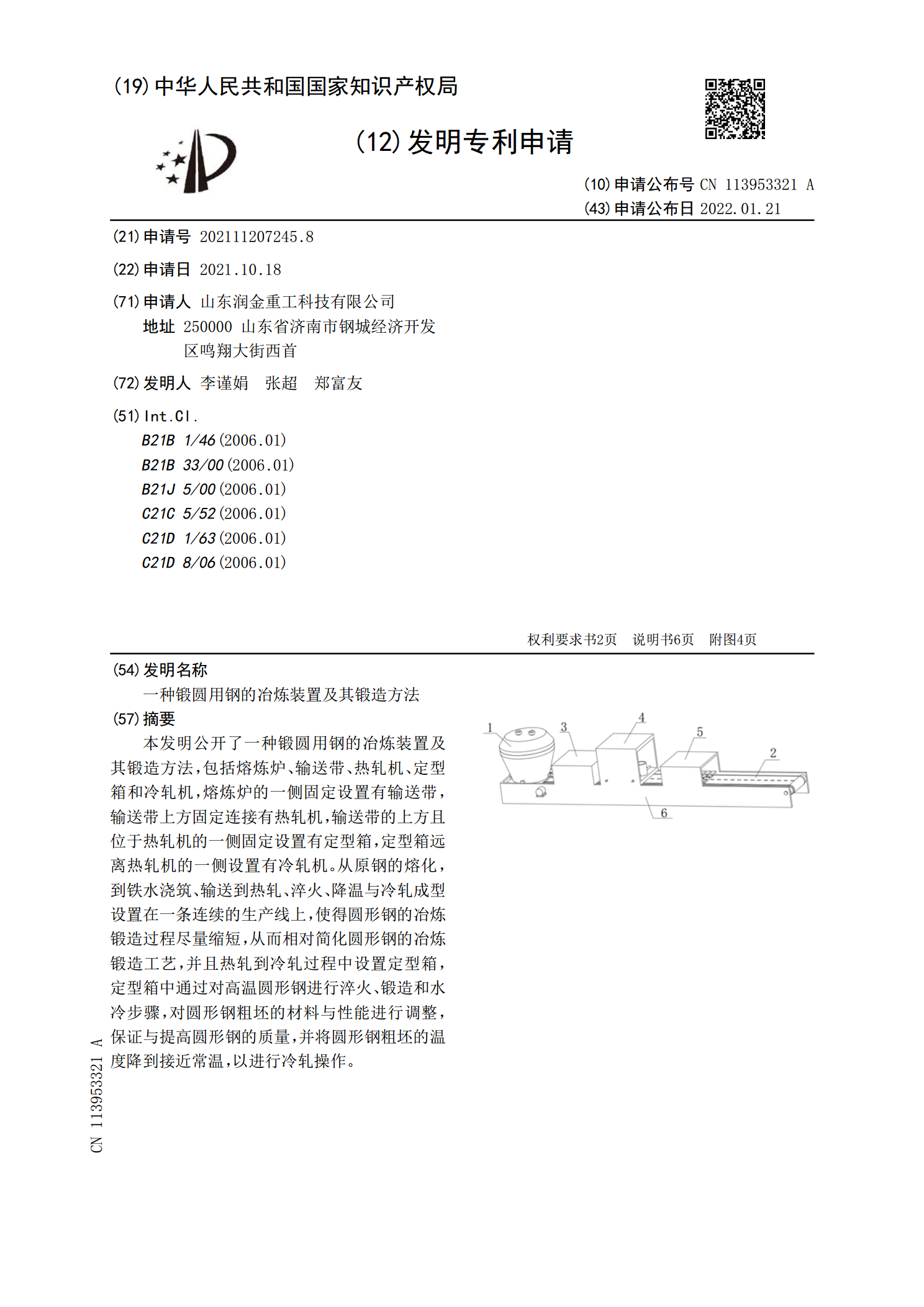
本发明公开了一种锻圆用钢的冶炼装置及其锻造方法,包括熔炼炉、输送带、热轧机、定型箱和冷轧机,熔炼炉的一侧固定设置有输送带,输送带上方固定连接有热轧机,输送带的上方且位于热轧机的一侧固定设置有定型箱,定型箱远离热轧机的一侧设置有冷轧机。从原钢的熔化,到铁水浇筑、输送到热轧、淬火、降温与冷轧成型设置在一条连续的生产线上,使得圆形钢的冶炼锻造过程尽量缩短,从而相对简化圆形钢的冶炼锻造工艺,并且热轧到冷轧过程中设置定型箱,定型箱中通过对高温圆形钢进行淬火、锻造和水冷步骤,对圆形钢粗坯的材料与性能进行调整,保证与提