
一种激光板条和热沉双面接合的焊接方法.pdf

书生****35


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种激光板条和热沉双面接合的焊接方法.pdf
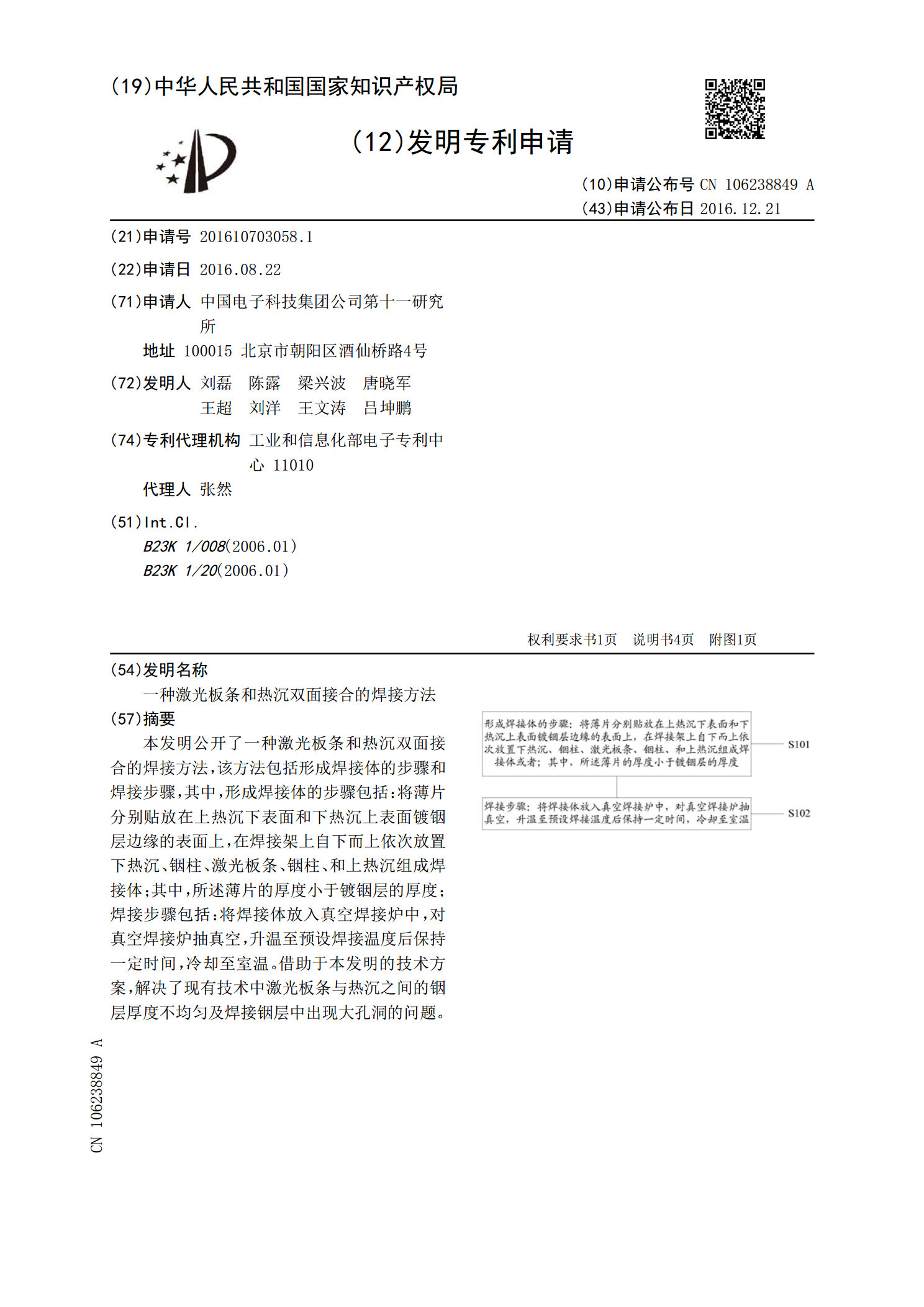
本发明公开了一种激光板条和热沉双面接合的焊接方法,该方法包括形成焊接体的步骤和焊接步骤,其中,形成焊接体的步骤包括:将薄片分别贴放在上热沉下表面和下热沉上表面镀铟层边缘的表面上,在焊接架上自下而上依次放置下热沉、铟柱、激光板条、铟柱、和上热沉组成焊接体;其中,所述薄片的厚度小于镀铟层的厚度;焊接步骤包括:将焊接体放入真空焊接炉中,对真空焊接炉抽真空,升温至预设焊接温度后保持一定时间,冷却至室温。借助于本发明的技术方案,解决了现有技术中激光板条与热沉之间的铟层厚度不均匀及焊接铟层中出现大孔洞的问题。

一种板条固体激光晶体气浮热沉.pdf
本发明涉及晶体散热领域,具体是涉及一种板条固体激光晶体气浮热沉,包括热沉底座、上热沉、下热沉、热沉导柱和晶体限位柱,热沉导柱具有两个,晶体限位柱具有四个,四个晶体限位柱之间留有供板条激光晶体放置的空隙,上热沉上开设有用以对晶体限位柱的上表面进行散热通气的上气路,下热沉上开设有用以对晶体限位柱的下表面进行散热通气的下气路,本发明通过上热沉和下热沉之间通过上气路和下气路通气的方式,使得板条激光晶体在上热沉和下热沉之间处于悬浮状态,避免板条激光晶体与上热沉和下热沉之间发生接触,导致板条激光晶体应力变形的情况,改

用于焊接工件的激光接合方法和激光接合装置.pdf
用于以激光透射方法连接由塑料或带有其它材料的塑料构成的不同工件的激光接合方法和激光接合装置,其带有施加压力的夹紧设备,所述夹紧设备将第一工件和第二工件至少在所述工件局部塑化之后彼此挤压;带有具有掩膜结构的掩膜,其仅在连接接触面的区域中对于激光而言是可透过的,其中,至少面向激光源的工件由三维的成形部件形成,其至少在面向夹紧元件的第一轮廓侧上和/或在面向第二工件的第二轮廓侧上是不平的,并且其中,夹紧元件在其用于第一工件的贴靠侧处与第一工件的第一轮廓侧相匹配。根据本发明,所述掩膜结构构造在夹紧元件的面向第一工件

激光焊接用接合材料和使用其的激光焊接方法.pdf
本发明涉及激光焊接用结合构件,使用该激光焊接用结合构件的激光焊接方法,以及使用该激光焊接方法的激光结合体,其中,该结合构件包括:包含聚丙烯树脂的聚合物基质;以及针状无机填料。根据本发明的实施例的激光焊接用结合构件可以有效地与被焊接体激光焊接。

碟片式激光介质和热沉基座的高效焊接方法.pdf
本发明涉及一种碟片式激光介质和热沉基座的高效焊接方法,首先是将金属铜制作成和碟片激光介质尺寸相匹配的热沉基座,热沉基座中部设置有凹槽,采用粘胶剂将碟片介质和热沉基座粘接,再将锡镓铟液态合金通过热沉基座上的通孔灌入热沉基座的凹槽内。上述碟片介质的下端面镀制光学介质薄膜。本发明方法显著提高了介质和热沉基座之间的导热效率,保证焊接层和碟片激光介质下端面及热沉百分之百接触,消除传统焊接工艺在焊接层形成的气泡;以锡镓铟(液态金属)为热传导介质实现碟片激光介质和热沉之间的连接。同时,本发明实现整个焊接过程在常温下进行