
一种厚壁异种钢接头坡口的设计和加工方法.pdf

文光****iu

1/10

2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种厚壁异种钢接头坡口的设计和加工方法.pdf
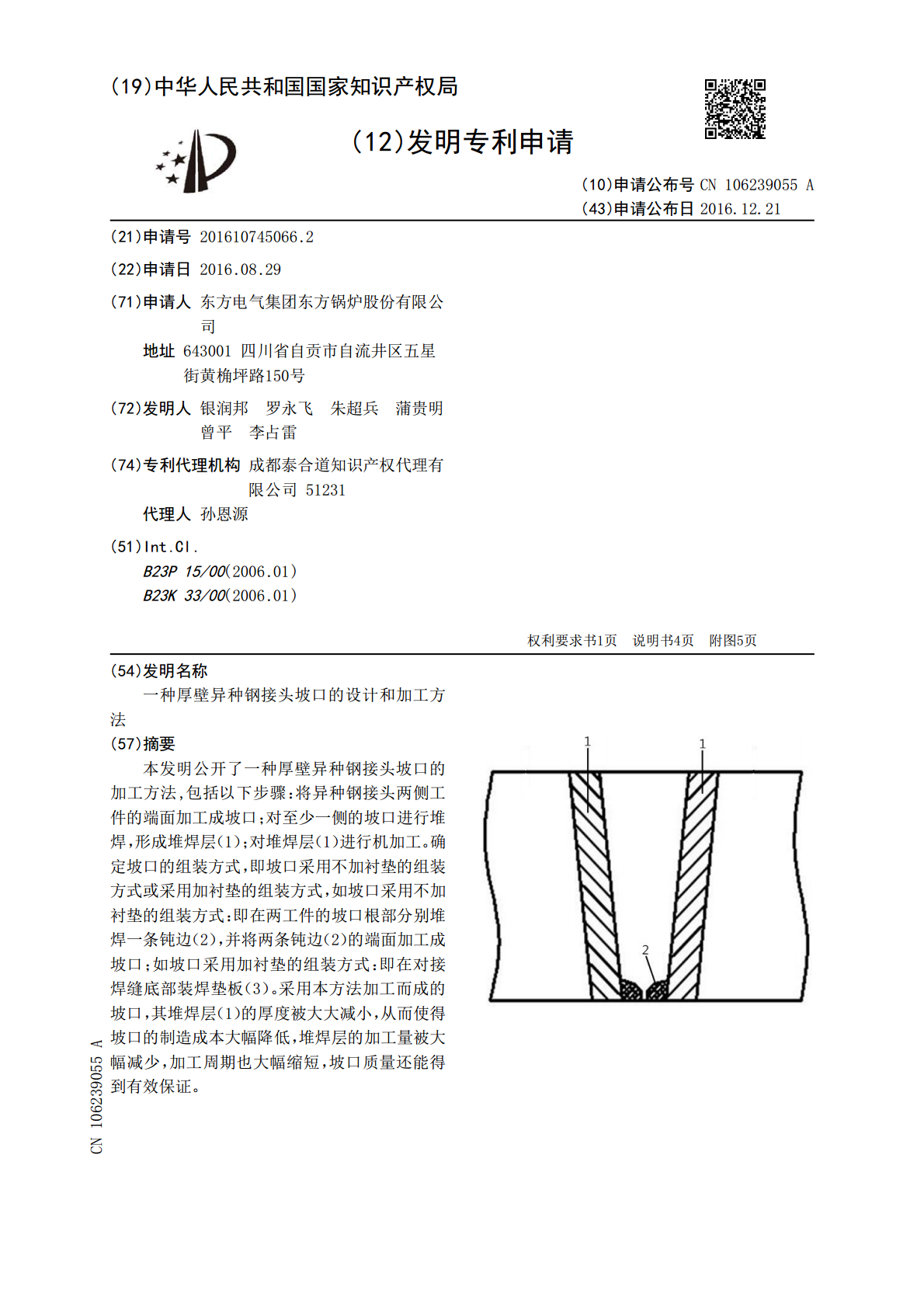
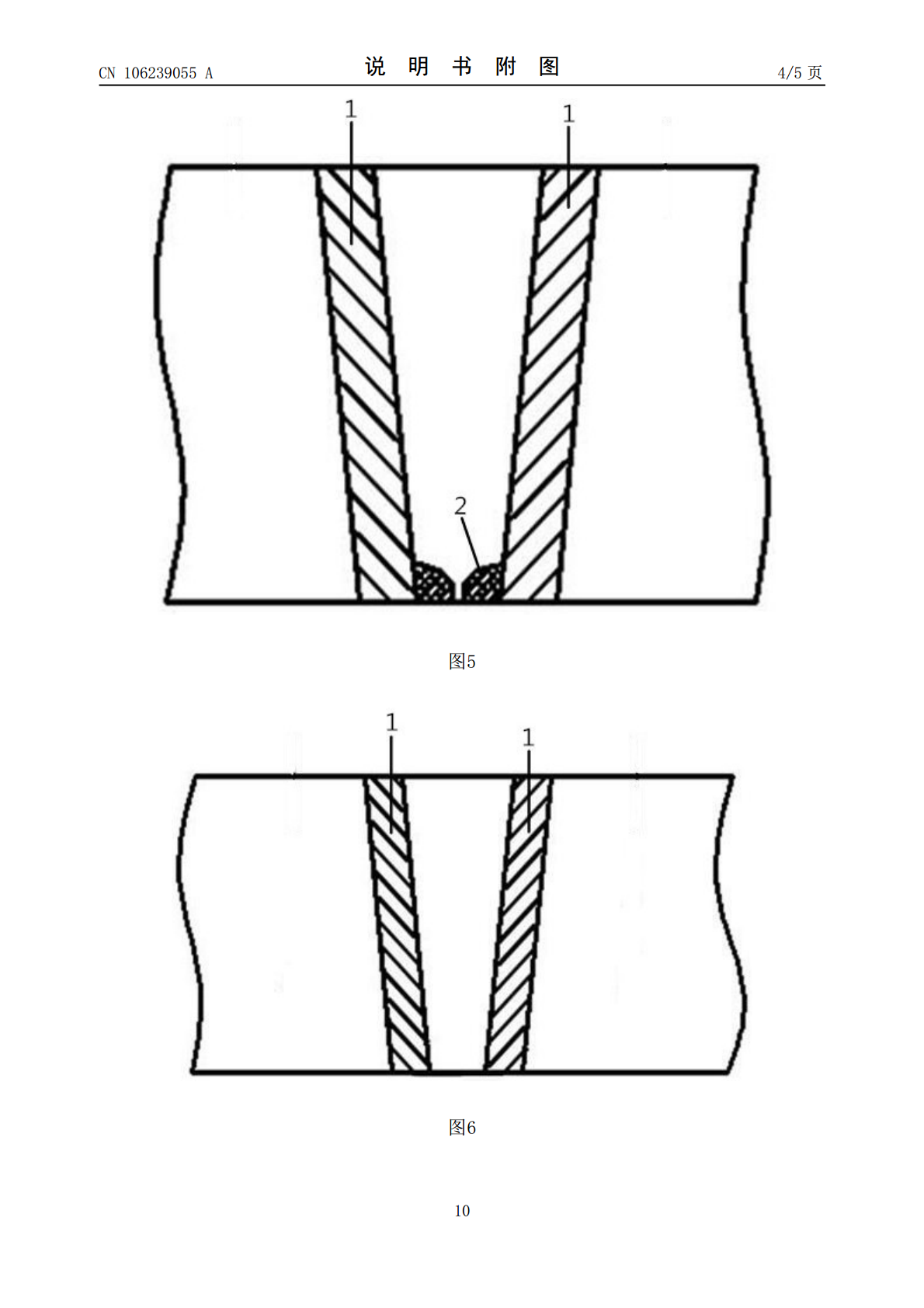
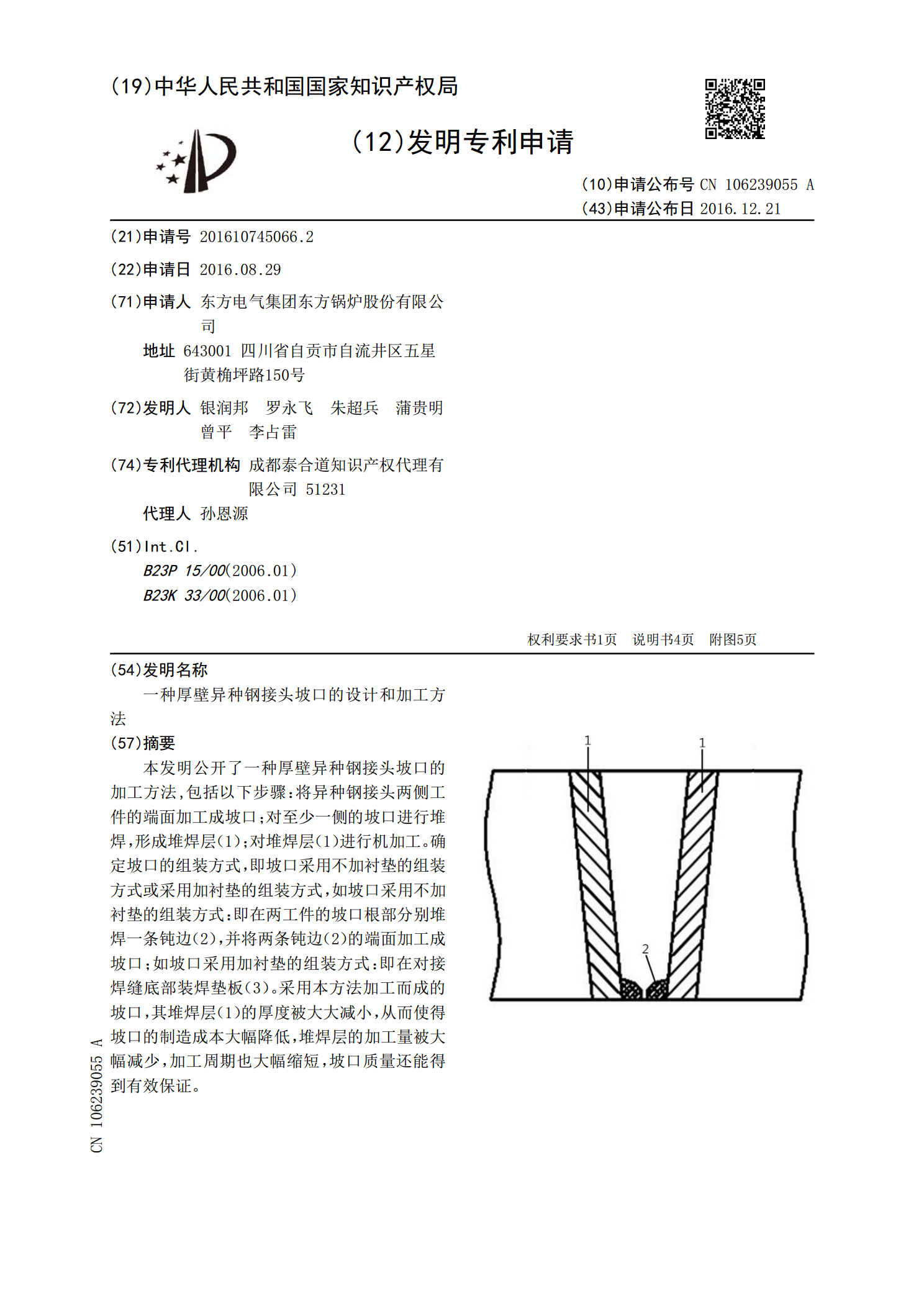
本发明公开了一种厚壁异种钢接头坡口的加工方法,包括以下步骤:将异种钢接头两侧工件的端面加工成坡口;对至少一侧的坡口进行堆焊,形成堆焊层(1);对堆焊层(1)进行机加工。确定坡口的组装方式,即坡口采用不加衬垫的组装方式或采用加衬垫的组装方式,如坡口采用不加衬垫的组装方式:即在两工件的坡口根部分别堆焊一条钝边(2),并将两条钝边(2)的端面加工成坡口;如坡口采用加衬垫的组装方式:即在对接焊缝底部装焊垫板(3)。采用本方法加工而成的坡口,其堆焊层(1)的厚度被大大减小,从而使得坡口的制造成本大幅降低,堆焊层的加

一种用于高强钢厚壁管材和接头对接的摩擦焊方法.pdf
本发明提供一种用于高强钢厚壁管材和接头对接的摩擦焊方法,包括以下步骤:将管材放置在工装上,夹紧,采用自动气割的方式对管材与接头要对接的末端进行坡口加工,并留有钝边,坡口加工完后,将接头进行夹紧,对焊接面进行清洁处理;采用旋转摩擦焊的方法进行施焊,焊接时采用管材被夹紧固定,偏心接头旋转的形式进行焊接。本发明采用惯性摩擦焊接,并通过改变不同厚度管材的坡口形式,来降低大厚度板材所需的顶锻力,进而降低生产成本,同时提高生产效率和焊接质量。
一种电站锅炉异种钢接头部位的壁温监测方法和系统.pdf
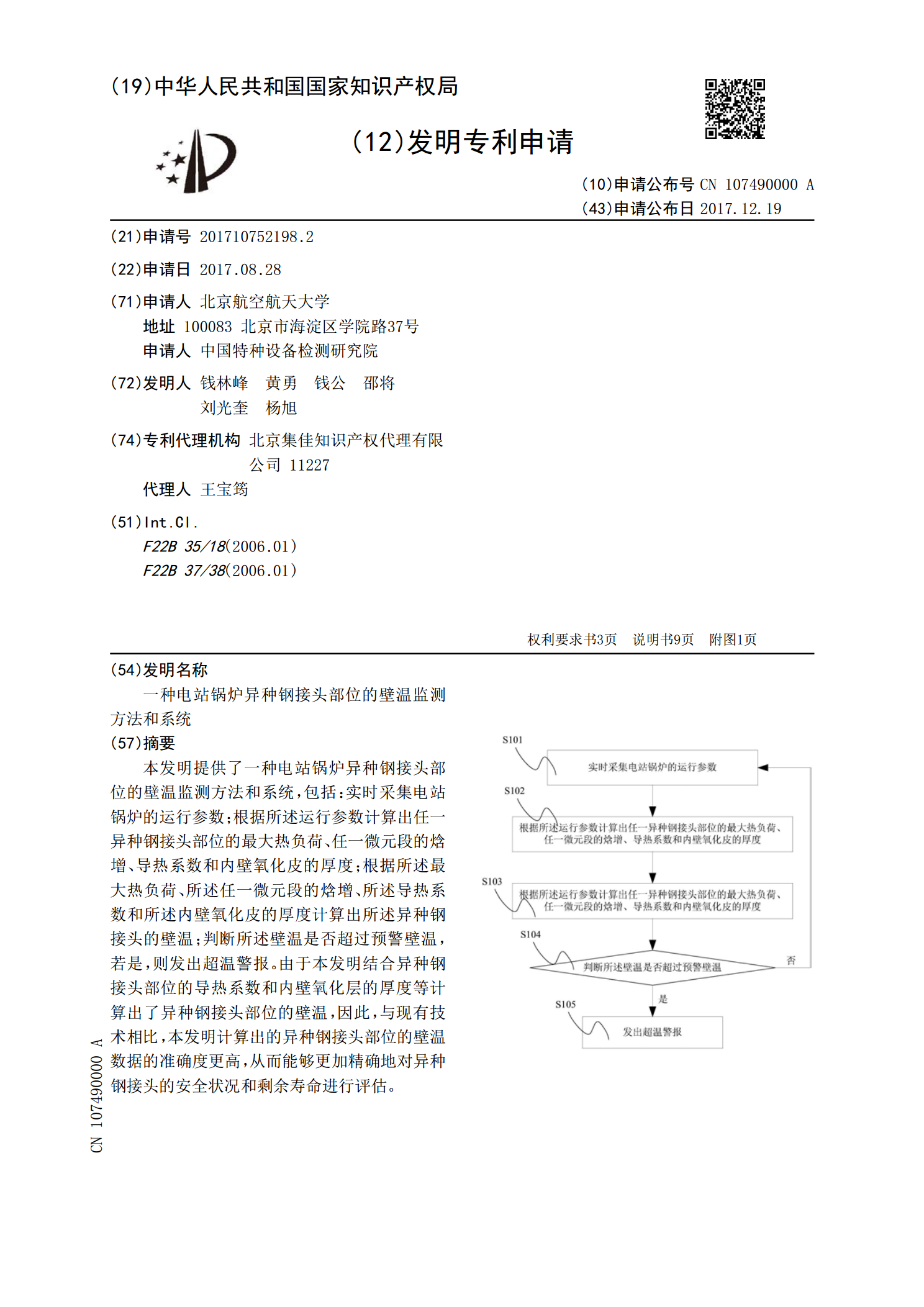
本发明提供了一种电站锅炉异种钢接头部位的壁温监测方法和系统,包括:实时采集电站锅炉的运行参数;根据所述运行参数计算出任一异种钢接头部位的最大热负荷、任一微元段的焓增、导热系数和内壁氧化皮的厚度;根据所述最大热负荷、所述任一微元段的焓增、所述导热系数和所述内壁氧化皮的厚度计算出所述异种钢接头的壁温;判断所述壁温是否超过预警壁温,若是,则发出超温警报。由于本发明结合异种钢接头部位的导热系数和内壁氧化层的厚度等计算出了异种钢接头部位的壁温,因此,与现有技术相比,本发明计算出的异种钢接头部位的壁温数据的准确度更高

一种厚壁不锈钢管焊接坡口制作方法.pdf
本发明涉及一种厚壁不锈钢管焊接坡口制作方法,所述方法包括以下步骤:1)厚壁不锈钢管焊接坡口作业前的准备,2)采用等分不锈钢折叠片,配合角向磨光机进行不锈钢管在径向的分段分断;3)将分隔好的坡口进行切割,4)将切割留下的不平整面进行打磨,并修正坡口钝边尺寸,5)清理。该方法大幅减少了磨削工作量,避免了环境污染,降低了作业人员职业病即金属尘肺的风险,缩短了作业时间,提高了工作效率,并且保证了坡口加工质量。
厚壁管道坡口的组对方法.pdf
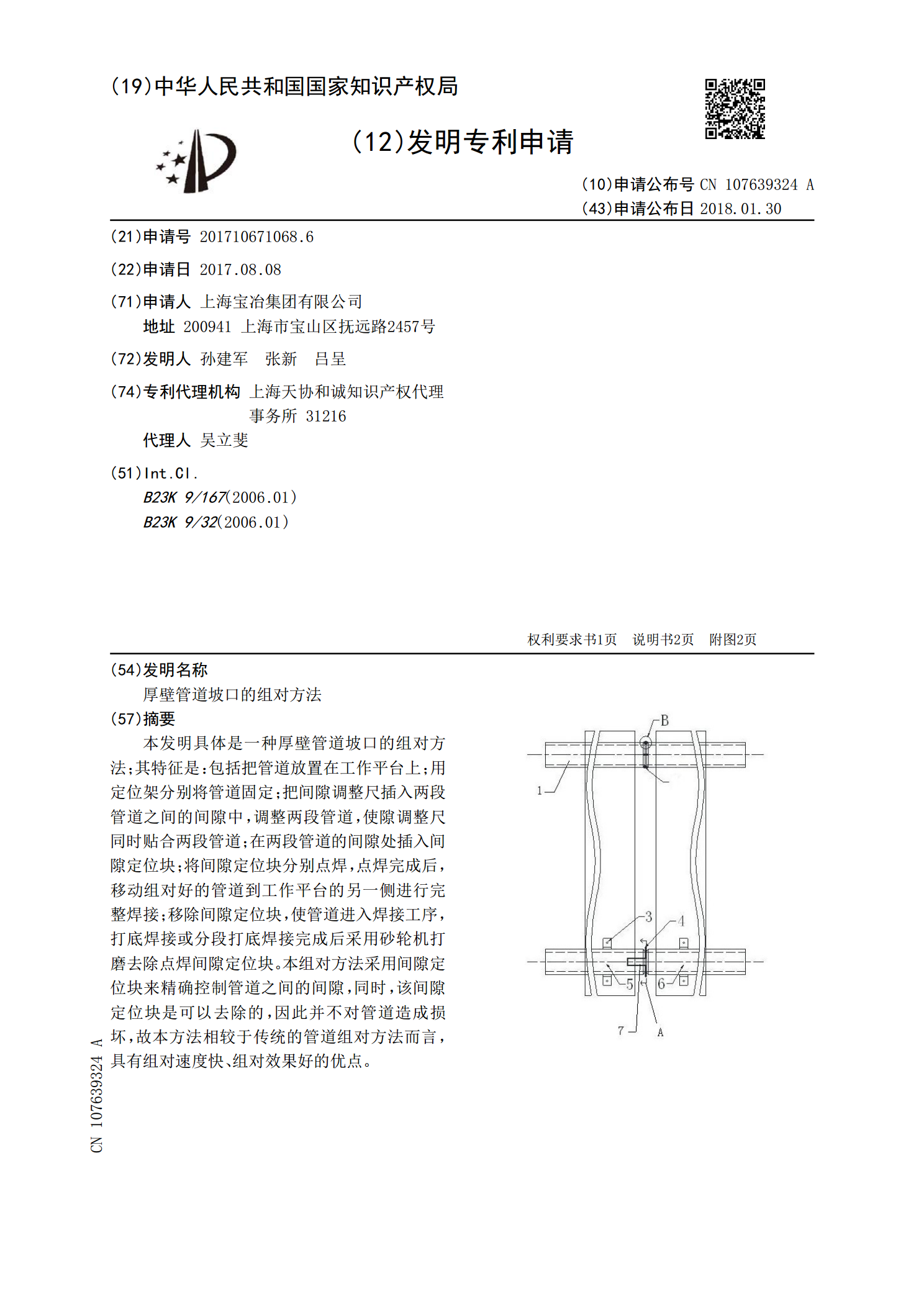
本发明具体是一种厚壁管道坡口的组对方法;其特征是:包括把管道放置在工作平台上;用定位架分别将管道固定;把间隙调整尺插入两段管道之间的间隙中,调整两段管道,使隙调整尺同时贴合两段管道;在两段管道的间隙处插入间隙定位块;将间隙定位块分别点焊,点焊完成后,移动组对好的管道到工作平台的另一侧进行完整焊接;移除间隙定位块,使管道进入焊接工序,打底焊接或分段打底焊接完成后采用砂轮机打磨去除点焊间隙定位块。本组对方法采用间隙定位块来精确控制管道之间的间隙,同时,该间隙定位块是可以去除的,因此并不对管道造成损坏,故本方法