
整体式碳碳坩埚及其制造方法.pdf

是笛****加盟


1/4
2/4

3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
整体式碳碳坩埚及其制造方法.pdf
本发明公开了一种整体式碳碳坩埚及其制造方法,该制造方法主要包括以下步骤:(1)整体针刺毡预制体制作;(2)对预制体进行预定型;(3)在碗型底部开三个圆周均布圆形通孔;(4)对预制体继续进行CVD增密;(5)对坩埚进行高温石墨化处理;(6)对坩埚进行机械加工,将碗部三个圆周均布孔加工成通孔;(7)加工相配合的堵头;(8)将堵头敲进坩埚碗部;(9)CVD涂层。本发明解决了现有整体式碳碳坩埚在CVD增密过程由于整体坩埚形状原因导致的增密气体在炉内滞留时间延长、局部区域压力增大而使得增密效率低,并且容易产生炭黑的
碳纳米纤维的制造方法、碳复合物及其制造方法.pdf
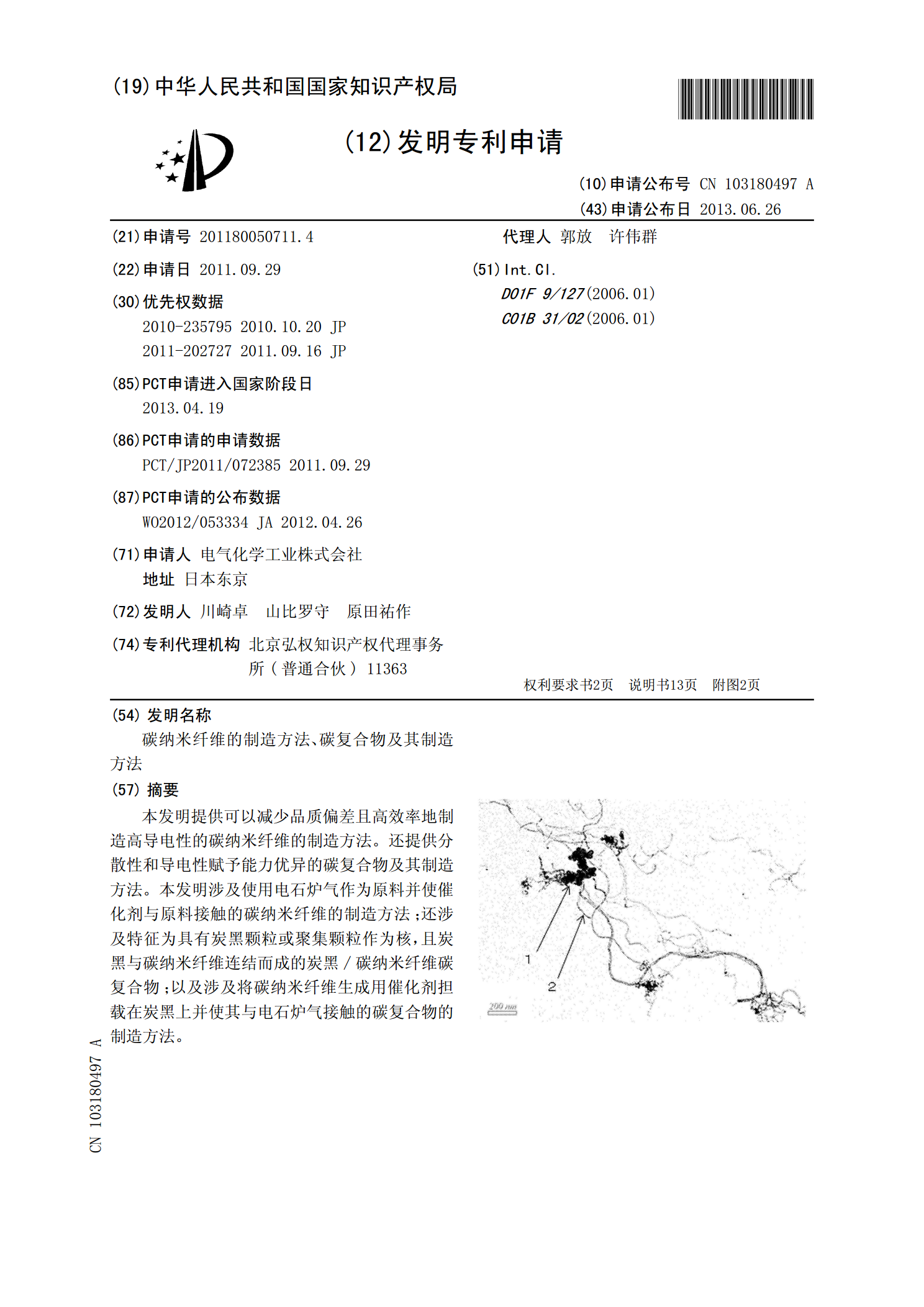
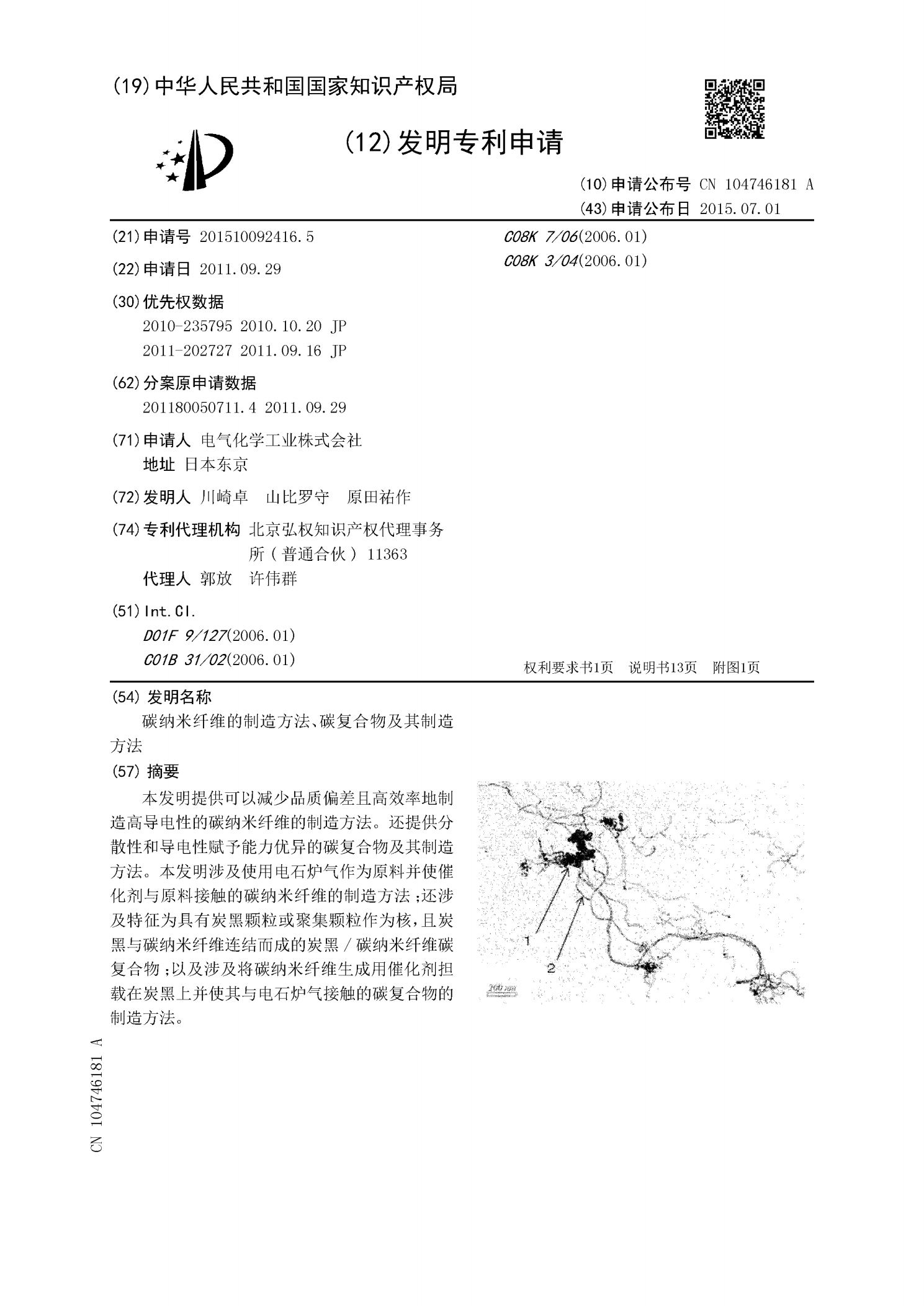
本发明提供可以减少品质偏差且高效率地制造高导电性的碳纳米纤维的制造方法。还提供分散性和导电性赋予能力优异的碳复合物及其制造方法。本发明涉及使用电石炉气作为原料并使催化剂与原料接触的碳纳米纤维的制造方法;还涉及特征为具有炭黑颗粒或聚集颗粒作为核,且炭黑与碳纳米纤维连结而成的炭黑/碳纳米纤维碳复合物;以及涉及将碳纳米纤维生成用催化剂担载在炭黑上并使其与电石炉气接触的碳复合物的制造方法。
碳纳米纤维的制造方法、碳复合物及其制造方法.pdf
本发明提供可以减少品质偏差且高效率地制造高导电性的碳纳米纤维的制造方法。还提供分散性和导电性赋予能力优异的碳复合物及其制造方法。本发明涉及使用电石炉气作为原料并使催化剂与原料接触的碳纳米纤维的制造方法;还涉及特征为具有炭黑颗粒或聚集颗粒作为核,且炭黑与碳纳米纤维连结而成的炭黑/碳纳米纤维碳复合物;以及涉及将碳纳米纤维生成用催化剂担载在炭黑上并使其与电石炉气接触的碳复合物的制造方法。
碳/碳复合材料坩埚及其制备方法、晶体生长炉.pdf
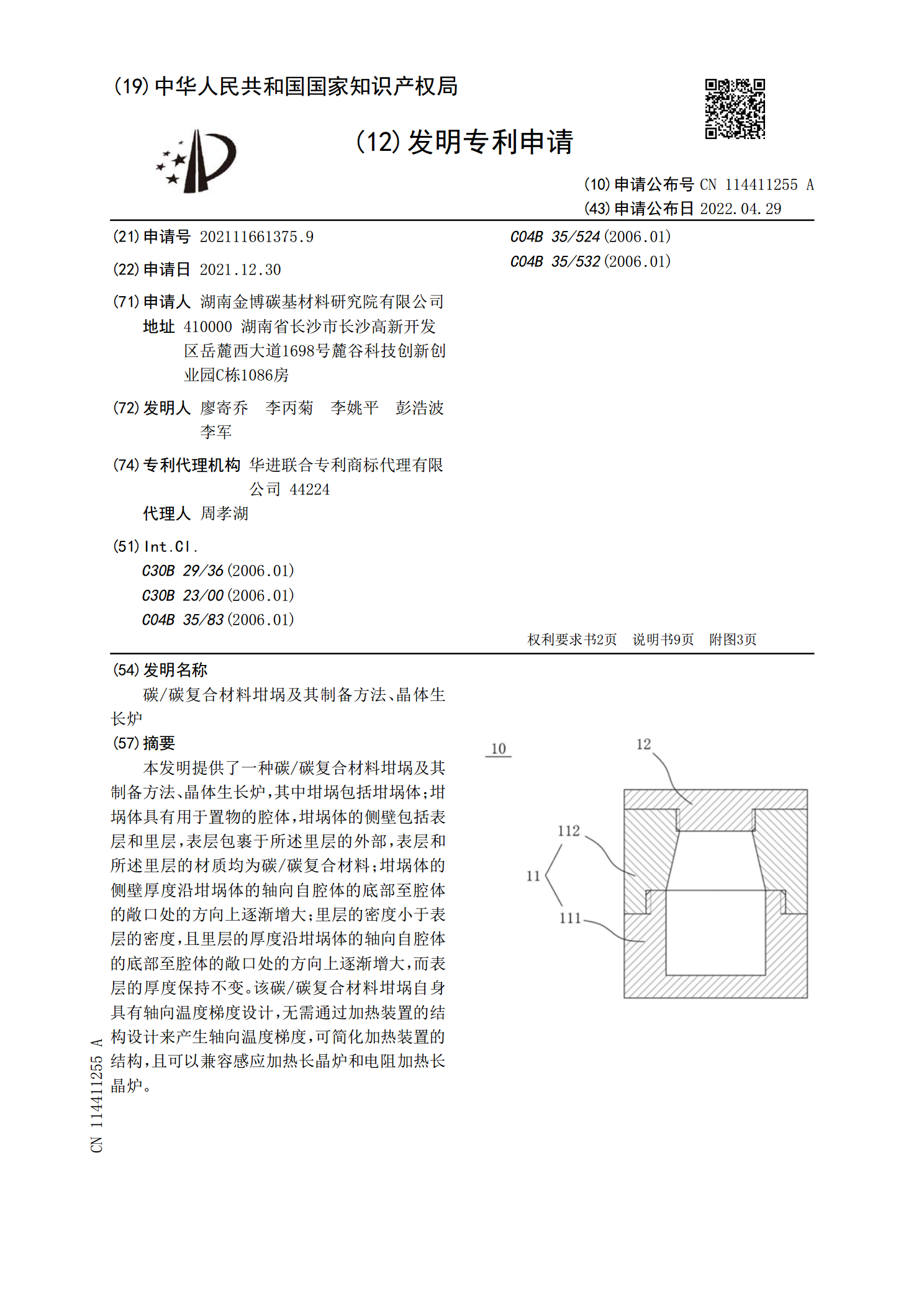
本发明提供了一种碳/碳复合材料坩埚及其制备方法、晶体生长炉,其中坩埚包括坩埚体;坩埚体具有用于置物的腔体,坩埚体的侧壁包括表层和里层,表层包裹于所述里层的外部,表层和所述里层的材质均为碳/碳复合材料;坩埚体的侧壁厚度沿坩埚体的轴向自腔体的底部至腔体的敞口处的方向上逐渐增大;里层的密度小于表层的密度,且里层的厚度沿坩埚体的轴向自腔体的底部至腔体的敞口处的方向上逐渐增大,而表层的厚度保持不变。该碳/碳复合材料坩埚自身具有轴向温度梯度设计,无需通过加热装置的结构设计来产生轴向温度梯度,可简化加热装置的结构,且可
碳/碳复合材料坩埚及其制备方法、晶体生长设备.pdf
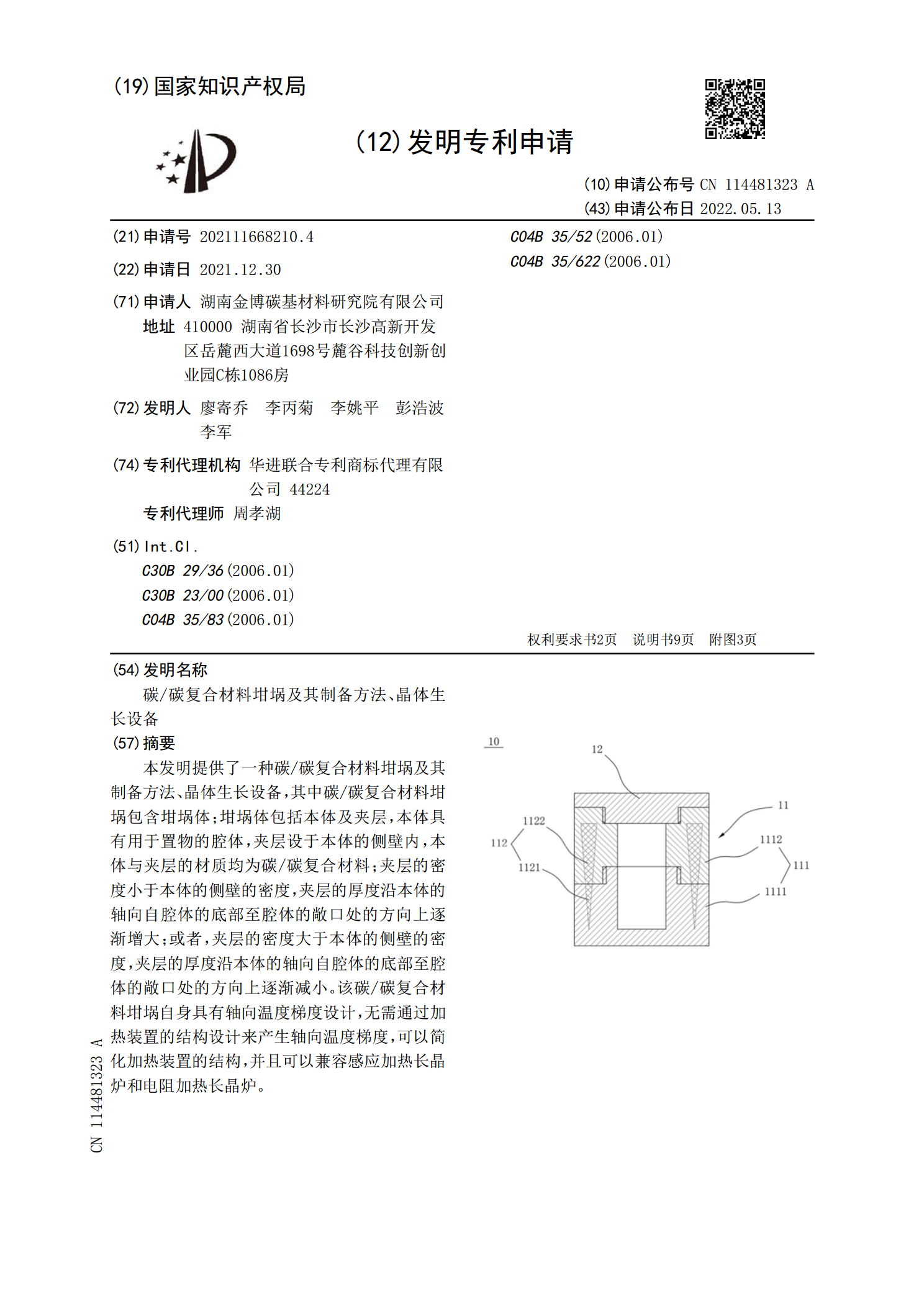
本发明提供了一种碳/碳复合材料坩埚及其制备方法、晶体生长设备,其中碳/碳复合材料坩埚包含坩埚体;坩埚体包括本体及夹层,本体具有用于置物的腔体,夹层设于本体的侧壁内,本体与夹层的材质均为碳/碳复合材料;夹层的密度小于本体的侧壁的密度,夹层的厚度沿本体的轴向自腔体的底部至腔体的敞口处的方向上逐渐增大;或者,夹层的密度大于本体的侧壁的密度,夹层的厚度沿本体的轴向自腔体的底部至腔体的敞口处的方向上逐渐减小。该碳/碳复合材料坩埚自身具有轴向温度梯度设计,无需通过加热装置的结构设计来产生轴向温度梯度,可以简化加热装置