
有抽气口的钢化真空玻璃的连续式生产炉.pdf

宜欣****外呢


1/10

2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

有抽气口的钢化真空玻璃的连续式生产炉.pdf
一种有抽气口的钢化真空玻璃的连续式生产炉,包括上料台、预热室、加热室、合片室、预抽室、真空室、预冷室、冷却室和下料台,以及加热系统、真空系统、传输系统和控制系统,真空室上有用于封闭钢化真空玻璃抽气口的封口装置;本发明的有抽气口的钢化真空玻璃的连续式生产炉其加热室不抽真空、真空室不加热,采用先加热、后合片的生产工艺,将钢化真空玻璃的封边与抽真空工序连接在一起,一步法完成钢化真空玻璃的封边、抽真空和封口,解决了连续式真空炉制作难度大、制作成本高和现有真空玻璃产能低、成本高、无法生产钢化真空玻璃等问题。
钢化真空玻璃的连续式生产炉.pdf
一种钢化真空玻璃的连续式生产炉,包括上料台、预热室、加热室、合片室、预抽室、真空室、预冷室、冷却室和下料台,以及加热系统、真空系统、传输系统和控制系统,真空室上有用于封闭钢化真空玻璃抽气口的封口装置;本发明的钢化真空玻璃的连续式生产炉其加热室不抽真空、真空室不加热,采用先加热、后合片的生产工艺,将钢化真空玻璃的封边与抽真空工序连接在一起,一步法完成钢化真空玻璃的封边、抽真空和封口,解决了连续式真空炉制作难度大、制作成本高和现有真空玻璃产能低、成本高、无法生产钢化真空玻璃等问题。
钢化真空玻璃的连续式工业化生产炉.pdf
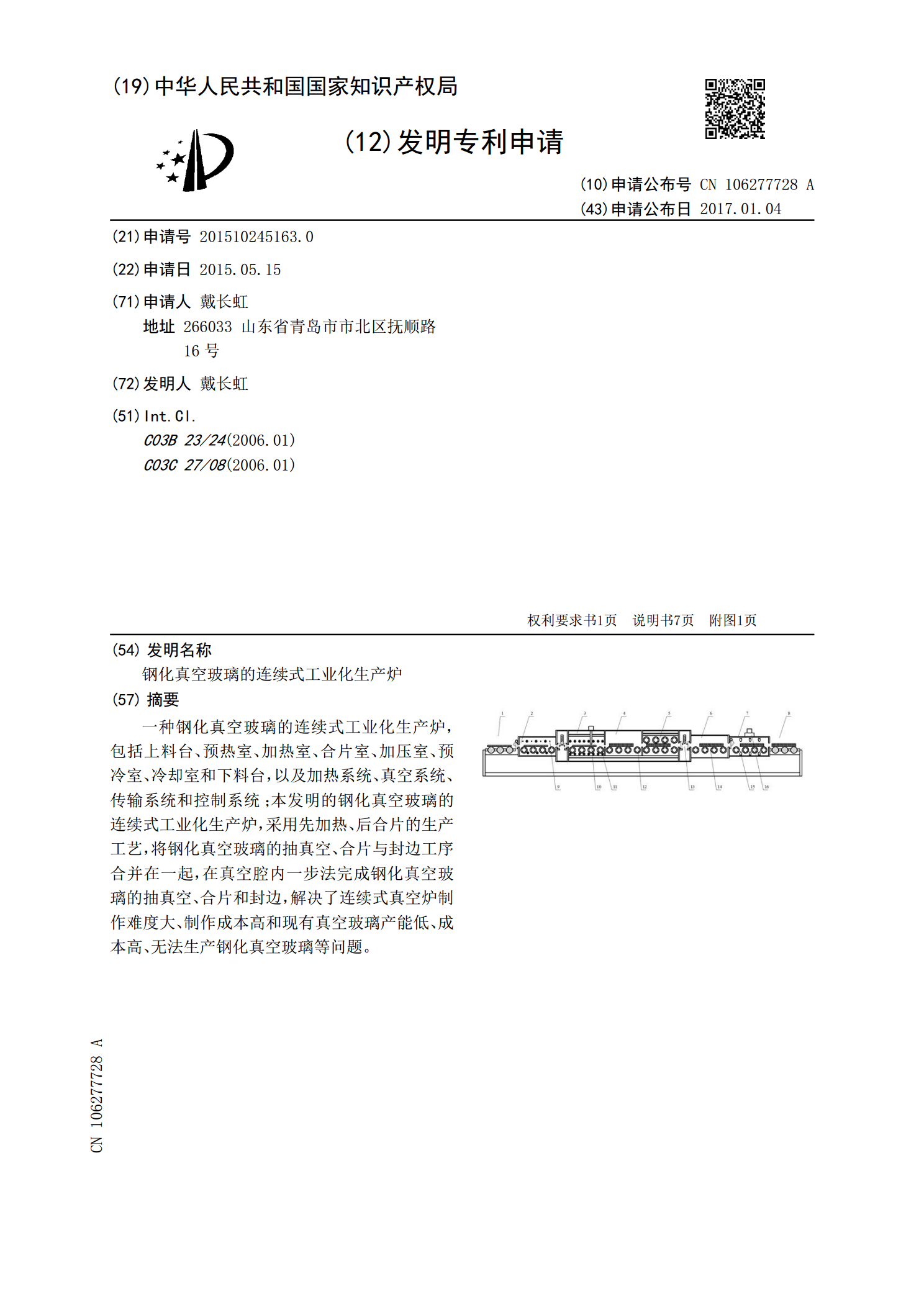
一种钢化真空玻璃的连续式工业化生产炉,包括上料台、预热室、加热室、合片室、加压室、预冷室、冷却室和下料台,以及加热系统、真空系统、传输系统和控制系统;本发明的钢化真空玻璃的连续式工业化生产炉,采用先加热、后合片的生产工艺,将钢化真空玻璃的抽真空、合片与封边工序合并在一起,在真空腔内一步法完成钢化真空玻璃的抽真空、合片和封边,解决了连续式真空炉制作难度大、制作成本高和现有真空玻璃产能低、成本高、无法生产钢化真空玻璃等问题。
真空玻璃的连续式生产炉.pdf
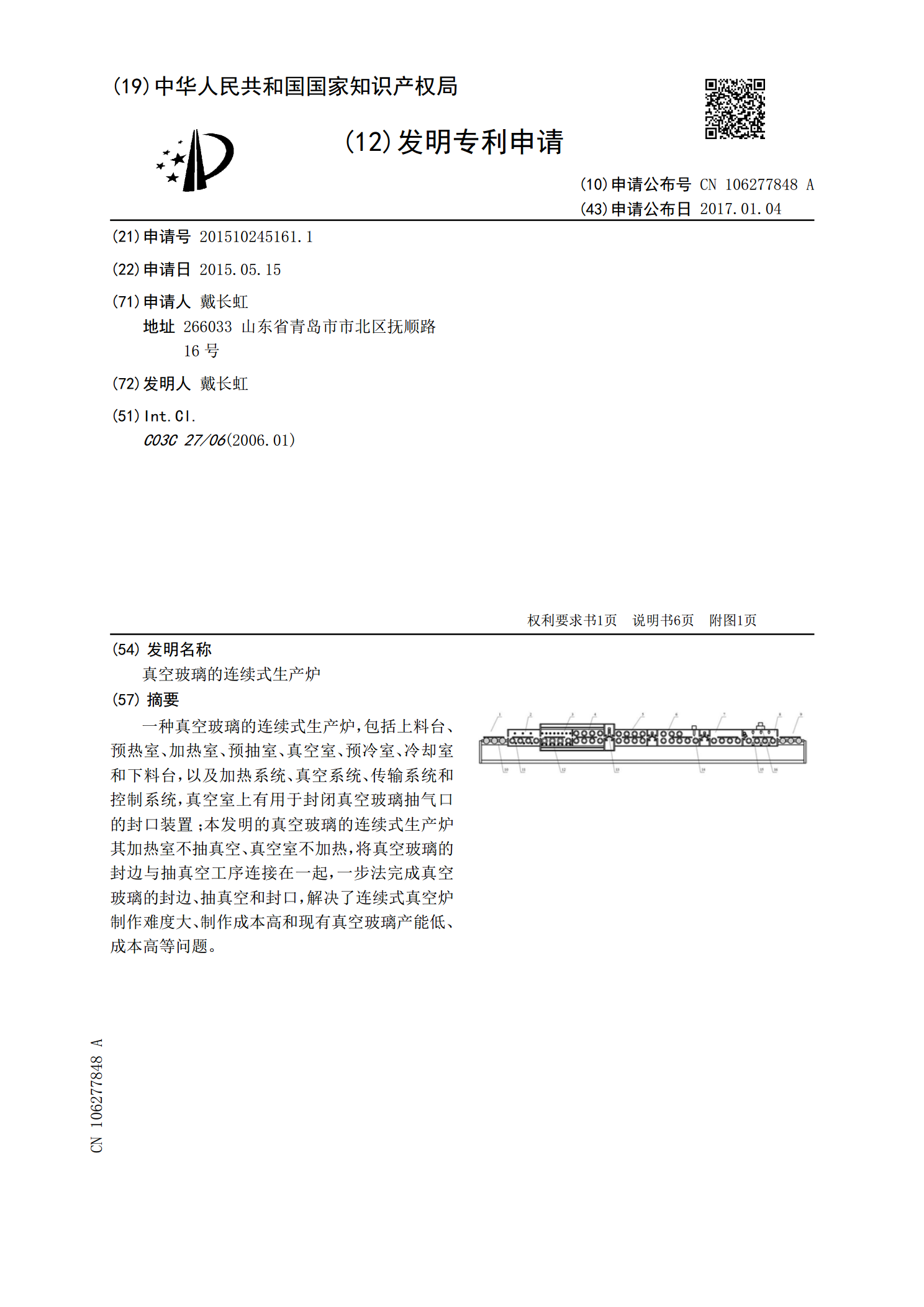
一种真空玻璃的连续式生产炉,包括上料台、预热室、加热室、预抽室、真空室、预冷室、冷却室和下料台,以及加热系统、真空系统、传输系统和控制系统,真空室上有用于封闭真空玻璃抽气口的封口装置;本发明的真空玻璃的连续式生产炉其加热室不抽真空、真空室不加热,将真空玻璃的封边与抽真空工序连接在一起,一步法完成真空玻璃的封边、抽真空和封口,解决了连续式真空炉制作难度大、制作成本高和现有真空玻璃产能低、成本高等问题。
预抽真空连续式辊道炉.pdf
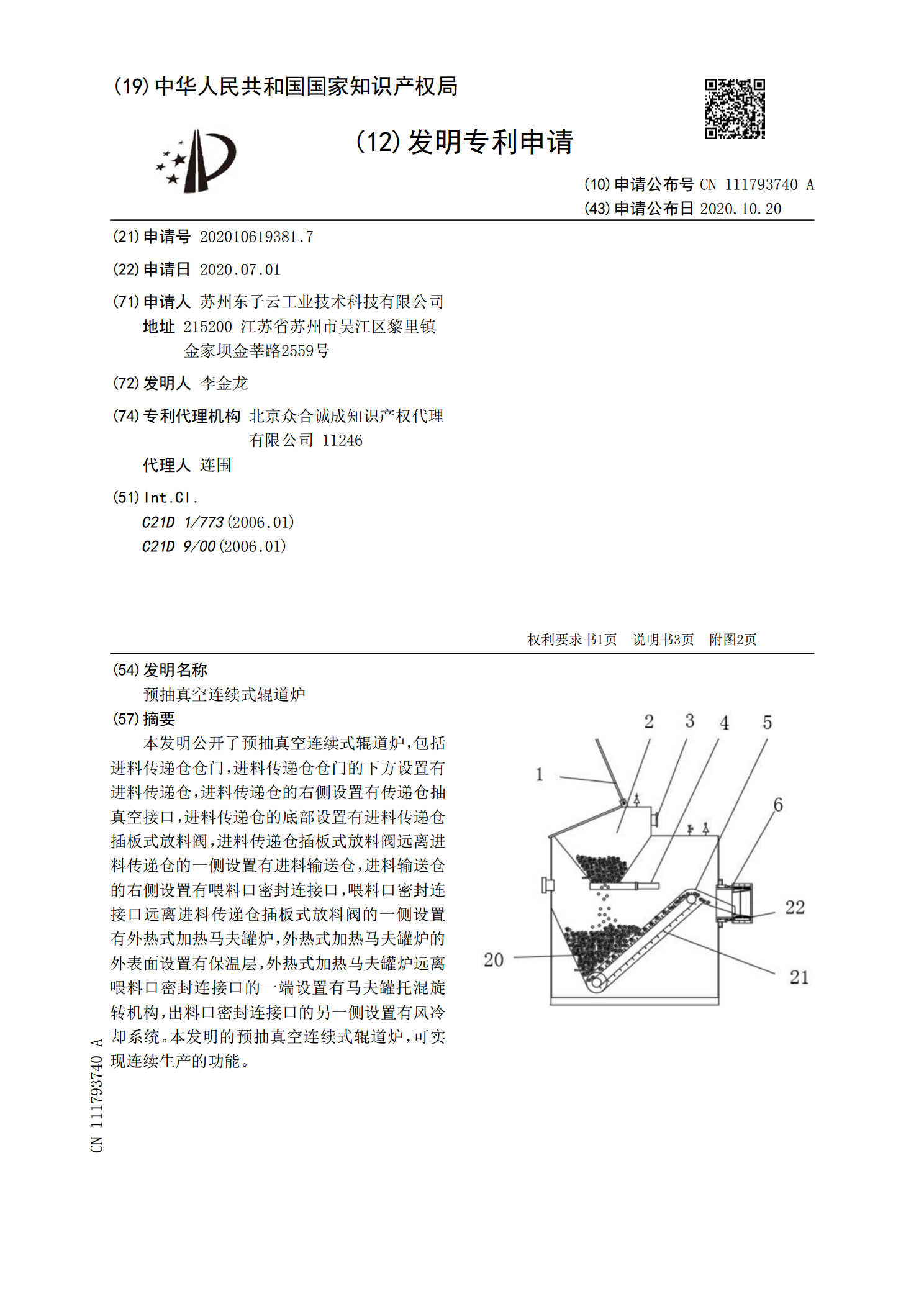
本发明公开了预抽真空连续式辊道炉,包括进料传递仓仓门,进料传递仓仓门的下方设置有进料传递仓,进料传递仓的右侧设置有传递仓抽真空接口,进料传递仓的底部设置有进料传递仓插板式放料阀,进料传递仓插板式放料阀远离进料传递仓的一侧设置有进料输送仓,进料输送仓的右侧设置有喂料口密封连接口,喂料口密封连接口远离进料传递仓插板式放料阀的一侧设置有外热式加热马夫罐炉,外热式加热马夫罐炉的外表面设置有保温层,外热式加热马夫罐炉远离喂料口密封连接口的一端设置有马夫罐托混旋转机构,出料口密封连接口的另一侧设置有风冷却系统。本发明